
Fターム[2F069BB40]の内容
測定手段を特定しない測長装置 (16,435) | 測定対象物の種類 (1,053) | その他の特定された測定対象物の種類 (367)
Fターム[2F069BB40]に分類される特許
101 - 120 / 367
糸の速度を測定する方法及び装置
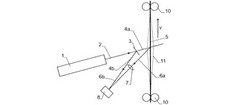
【課題】光ビームの照射領域に対して糸を正確に位置決めする必要のないドップラー干渉に基づいた糸の速度を測定する装置を提供する。
【解決手段】課題は、第1及び第2コヒーレント光波6a、6bを干渉させる、糸5の速度測定方法であって、ここで、第1光波6aは、糸5によって散乱させられた光を含み、そして、糸5に投射される第1光ビーム4aから生じた光波であるものとし、第2光波6bは、第2光ビーム4bから生じた光波であるものとし、そして、糸5の速度を光検出器8において光波6a、6b間のドップラー干渉から求めるものとする、前記方法において、糸5と接触させることなく、第2光ビーム4bを光検出器8へ導入させ、前記方法によって解決される。
(もっと読む)
発動機の据付状況計測方法及び計測装置

【課題】 発動機の据付け状況変化をモニタ表示して容易に知ることができる据付方法及び装置を提供すること。
【解決手段】 据付け調整可能に配置した発動機2の周りに複数の歪センサ3を配置し、前記発動機2の所定位置に計測用ピアノ線を設けて据付け状況を計測し、この計測結果を前記歪センサ3の初期値として設定して目視可能なディスプレイ8に表示し、このディスプレイ8に表示された発動機2の据付け状況に基いて発動機2の据付け調整を行い、この発動機2の据付け状況変化を前記該歪センサ3からの信号に基いて前記ディスプレイ8に表示させる。
(もっと読む)
トピードカー内部の耐火物ライニングの溶損度合いの判定方法
【課題】容易に実施が可能であり、従来以上に確実にトピードカーの耐火物ライニングの厚さを検知して、耐火物ライニングの溶損度合いを判定できる、トピードカー内部の耐火物ライニングの溶損度合いの判定方法を提供すること。
【解決手段】トピードカー内部の耐火物ライニングの厚さの判定方法であって、トピードカー内に溶銑を充填してからt1(時間)後、t2(時間)後(ただしt1<t2)にトピードカーの外壁温度T1(℃)、T2(℃)を測定し、該T1(℃)、T2(℃)の平均値であるT(℃)と、外壁温度の時間変化δT(℃/時間)=(T2−T1)/(t2−t1)の絶対値である|δT|(℃/時間)が、それぞれ所定の値以下の場合を、トピードカー内部の耐火物ライニングの厚さが所定値以上であると判定することを特徴とするトピードカー内部の耐火物ライニングの溶損度合いの判定方法を用いる。
(もっと読む)
三次元画像生成装置及び三次元画像生成方法
【課題】安全で測定精度の良い三次元画像を生成する三次元画像生成装置を提供する。
【解決手段】この三次元画像生成装置110は、被検査対象物6に超音波を送信する送信部と被検査対象物6から反射した超音波を受信する受信部とを備えたプローブ1と、プローブ1の三次元位置情報及び姿勢情報を生成するセンサ2と、所定のエリアに磁界ベクトルを形成するトランスミッタ4と、三次元位置情報及び姿勢情報に基づいてプローブ1から取得された反射画像の三次元形状を演算するPC(演算部)12と、演算結果を三次元画像として表示するモニタ(表示部)14と、センサ2からの座標をリアルタイムに演算する位置検出回路10と、プローブ1から得られた反射画像データを処理するイメージプロセッサ11と、を備えて構成されている。
(もっと読む)
ベルマウス模型の3次元計測を用いてベルマウスの図面を製作する方法
【課題】ベルマウス模型の3次元計測を用いることによって、ベルマウス図面の精密な製作と同時に図面製作時間の短縮を可能にするベルマウス模型を用いたベルマウス図面製作方法を提供する。
【解決手段】実際のベルマウスの模型の3次元計測を用いることによって実際のベルマウスの図面を製作する方法であって、実際のベルマウスから縮尺したベルマウス模型を複数の断面に分割するステップと、縮尺したベルマウス模型の複数の断面を複数の曲線で表示するステップと、複数の曲線の座標を計測するステップと、計測された座標を利用してベルマウス模型の複数の断面図を形成するステップと、断面図を拡大することによって実際のベルマウスの図面を製作するステップとを含む方法が提供される。
(もっと読む)
絶対位置測定装置
【課題】小型化を容易に図れ、製造上の負担を軽減でき、スピンドルの絶対位置を測定可能な絶対位置測定装置を提供すること。
【解決手段】スピンドル3の回転量を第1の周期で変化する位相信号として検出する第1のロータリーエンコーダと、スピンドル3の回転量を第2の周期で変化する位相信号として検出する第2のロータリーエンコーダとを備える。第1のロータリーエンコーダの第1のロータ42の回転は、第1の回転円筒43の外周に形成された第1の歯車48と、第2の回転円筒52の外周に形成された第2の歯車55とに噛合する中継歯車53によって、第2のロータ51に伝達される。従って、二つの異なる周期の位相信号に基づいてスピンドルの絶対位置を算出できる。また、従来のようなスピンドルの螺旋状のキー溝を設ける必要がなく、小型化を容易に図れる。また、製造上の負担を軽減させることができる。
(もっと読む)
テーブル位置決め装置
【課題】高精度位置決めを迅速かつ安定して行なえるようにする。
【解決手段】 ボールねじ軸(リード1mm)を利用した全域回転駆動型でかつテーブルを最小1nmずつ移動可能で、3つの光学格子(明・暗線が2μm)を用い信号分割数を2000として1nm/1パルスの移動変位量検出信号を生成でき、オープンループ制御による高速回転とクローズドループ制御による中速回転および低速回転をこの順序で切換えて位置決めでき、低速回転中にインポジション範囲内であることを確認して迅速停止可能に形成されている。
(もっと読む)
シャフトの過負荷を回避する方法
本発明は、例えば混練器のシャフトであるシャフトの曲げを監視することによって過負荷を回避する方法に関しており、ここでこのシャフトは少なくとも片側が支承されている。第1のステップでは、支承部とは異なる少なくとも1つのシャフト位置において、半径方向所定位置からのシャフトの偏差を測定する。別の1ステップでは、場合によっては上記の測定した半径方向所定位置からの偏差から比較量を求める。第3のステップでは、第1のステップで測定した半径方向所定位置からの偏差または第2のステップで形成した比較量と、あらかじめ定めた境界値とを比較する。  (もっと読む)
(もっと読む)
ハニカム構造体用載置台、及び、ハニカム構造体の検査装置
【課題】 ハニカム構造体の端面外周に欠けやクラック等が発生することなく載置することができるハニカム構造体用載置台を提供すること。
【解決手段】 ハニカム構造体の外周を含む端面全体と接する構造体載置面を有する載置部材と、上記ハニカム構造体が上記載置部材に先がけて載置される予備載置面を有する予備載置部材と、上記予備載置部材を上記載置部材に対して相対的に上下動させる昇降機構とを備え、上記予備載置面は、上記構造体載置面と平行であり、上記ハニカム構造体の端面と重ね合わせた場合、上記予備載置面の形状は、外周全体が上記ハニカム構造体の端面の外周より内側に存在しうるような形状であることを特徴とするハニカム構造体用載置台。
(もっと読む)
面形状評価方法
【課題】官能検査の結果とその傾向が一致するようにショックラインの程度を数値化し,定量的な合否判定を可能にする面形状評価方法を提供すること。
【解決手段】本発明の面形状評価方法では,検査対象品のショックラインの深さおよび幅の測定を,ショックラインの両側の凸部の高さの差が1.5μm以内となるように検査対象品をセットした状態で,ショックラインと垂直な走査線上で行い,あらかじめ検査対象品の種類に応じて合否判定ラインが定められた深さ−幅空間に前記測定の結果を当てはめ,合否判定ラインより浅いまたは幅広側である場合にその検査対象品を合格と判定し,深いまたは幅狭側である場合にその検査対象品を不合格と判定するものである。
(もっと読む)
3次元離散データのリサンプル方法、及び装置
【課題】センサのサンプリング・ポイント付近の物理量データの微細な変化の推定を容易に行う。
【解決手段】(x,y)=(X,Y)であるポイントを中心として、その周りを取り囲む、9個のサンプリング・ポイント中の6個のポイントを選択して、(X,Y)ポイントと当該6個のポイントから得られる6個の三角形中の任意のポイントのZ軸上の値を推定するための方法であって、
当該方法が、前記9個のポイントの最外周によって画定される矩形上の、ほぼ対角線上の2ポイントを選択し、当該2ポイントを除外した、6ポイントで前記6個の三角形を構成するものである方法。
(もっと読む)
測定方法及び測定冶具
【課題】板状体の表面に変形を生じさせることなく、高精度に板状体の表面形状の測定を行う測定方法を提供すること。
【解決手段】板状体を略垂直方向に自立させ、板状体の測定面を略垂直方向に立てることを特徴とする板状体の表面形状の測定方法、及び、この測定方法を好ましく用いることができる測定冶具を提供する。
本発明によれば、板状体の表面に変形を生じさせることなく、高精度に板状体の表面形状の測定を行う測定方法を提供することが可能である。
(もっと読む)
電子機器装置、空間変位計算装置及び空間変位計算方法
【課題】画像が細かく振動して非常に見づらくなることを防止することができる電子機器装置、角速度センサ部を有する装置及び空間移動変位の計算方法を提供すること。
【解決手段】この電子機器装置は、回転方向の角速度に応じた第1の信号を出力する角速度センサと、前記第1の信号から手振れ成分である高周波を除去するためのローパスフィルタと、前記ローパスフィルタにより手振れ成分が除去された前記角速度センサから出力される第1の信号に基づき、空間移動による変位を計算する手段とを具備することを特徴とするものである。
(もっと読む)
寸法測定装置及び寸法測定方法
【課題】被測定物の寸法精度の評価を的確に行うこと。
【解決手段】被測定物2の寸法を測定する寸法測定装置1であって、被測定物2を搬送する搬送手段5と、被測定物2が搬送される搬送領域10,11内の温度を制御する温度制御手段と、搬送領域10,11における測定部6に搬送された被測定物2の寸法を測定する寸法測定手段15と、寸法測定手段による寸法測定時の被測定物2の温度を測定する温度測定手段14とを備え、寸法測定手段15によって測定された被測定物2の寸法は、温度測定手段14によって測定された温度を用いて、予め定められた基準温度における寸法に補正される。
(もっと読む)
直流電動機の整流子診断装置及び整流子診断方法
【課題】整流子の軸方向の異常に対して、定量的な診断を行うことが可能な直流電動機の整流子診断装置及び整流子診断方法を提供する。
【解決手段】変位量測定手段2から照射したY軸レーザ光L1により、変位量測定手段2から整流子12の表面までの距離を測定し、位置検出手段8から照射したX軸レーザ光L2により、変位量測定手段2の整流子12の軸方向への移動量を検出し、変位量測定手段2から整流子12の表面までの距離の測定結果を含む変位量測定信号S1と、変位量測定手段2の整流子12の軸方向への移動量の検出結果を含む移動量検出信号S2を、表面形状診断手段10へ出力し、変位量測定手段2から出力される変位量測定信号S1と、位置検出手段8から出力される移動量検出信号S2に基づいて、整流子12の表面形状を診断する。
(もっと読む)
情報処理装置、情報処理方法
【課題】 第1の座標変換情報、第2の座標変換情報の概略値を外部から入力することなく、より簡便かつ確実に校正情報を取得する為の技術を提供すること。
【解決手段】 校正情報算出部540は、第2の座標変換情報の複数の候補と、センサ計測値と、世界座標系におけるビデオカメラ100の位置及び姿勢とを用いて、第1の座標変換情報の候補を複数求める。そして、求めた複数の候補を統合して1つの第1の座標変換情報を求める。そして、第2の座標変換情報の候補と、第1の変換情報とを校正情報の初期値とし、校正情報を補正する為の繰り返し演算を行う。
(もっと読む)
XYステージ
【課題】 バーミラーが大きく撓んでいる場合には、それを検出して、異常として操作者に通知することで、異常時の早期発見と異常個所(バーミラー)の特定を実現する。
【解決手段】 プラテン上をX軸方向及びY軸方向に位置制御されるスライダと、前記スライダ又は前記プラテンの一辺近傍に配置されたバーミラーと、このバーミラーに光を当てて距離を計測するレーザ干渉計と、前記スライダの原点を検出する原点センサとを具備するXYステージにおいて、
前記スライダを前記一辺と平行をなす方向に移動制御したときの、前記原点センサの距離測定値の変化量を検出する変化検出手段と、
前記変化量が所定の閾値を超えたときに警報を発生する警報手段と、
を備える。
(もっと読む)
情報処理プログラムおよび情報処理装置
【課題】加速度センサを備える装置の姿勢を正確に算出する。
【解決手段】コントローラは、所定の撮像対象を撮像するための撮像手段と、当該入力装置に加わる加速度を検出する加速度検出手段とを備えている。ゲーム装置は、撮像手段によって撮像された撮像画像に含まれる撮像対象の画像に関する当該撮像画像内における傾きに基づいて、撮像手段の撮像方向を軸とした回転に関するコントローラの傾きを第1の傾きとして算出する。さらに、ゲーム装置は、加速度検出手段によって検出された加速度に基づいて、撮像方向と異なる方向を軸とした回転に関する傾きを第2の傾きとして算出する。ゲーム装置は、第1の傾きおよび第2の傾きをコントローラの姿勢として用いて所定の処理を実行する。
(もっと読む)
マスクパターン修正方法、フォトマスク製造方法、及び半導体装置の製造方法
【課題】走査型プローブ顕微鏡を用いた、寸法精度の高いマスクパターン修正方法を提供すること。
【解決手段】マスクパターン修正方法は、マスクパターン5のパターンエッジに黒欠陥が存在しない第1の部分の3次元情報を走査型プローブ顕微鏡を用いて取得するステップと、前記3次元情報に基づいてマスクパターン1のパターンエッジに黒欠陥2が存在する第2の部分を前記走査型プローブ顕微鏡のプローブを用いて修正を行うステップとを含む。
(もっと読む)
熱処理用治具の形状測定方法及びその装置
【課題】半導体製造プロセスにおける熱処理装置で使用されるウェーハを載置するための熱処理治具を製造するにあたり、ウェーハに発生する損傷や結晶欠陥を低減できる形状であることを測定できる熱処理用治具の形状測定方法及びその装置を提供する。
【解決手段】形状測定時における熱処理用治具5の支持部9、18、27の位置を、縦型熱処理装置における保持部の位置と同一にした。これにより、熱処理用治具5の自重による撓みが計測器上で便宜的に再現できる。よって、半導体製造プロセスにおける縦型熱処理装置で使用されるウェーハ3を載置するための熱処理治具5を製造するにあたり、ウェーハ3に発生する損傷や結晶欠陥を低減できる形状であることを、簡易でかつ正確に測定できる。
(もっと読む)
101 - 120 / 367
[ Back to top ]