
Fターム[2F069BB40]の内容
測定手段を特定しない測長装置 (16,435) | 測定対象物の種類 (1,053) | その他の特定された測定対象物の種類 (367)
Fターム[2F069BB40]に分類される特許
121 - 140 / 367
レンズの評価方法
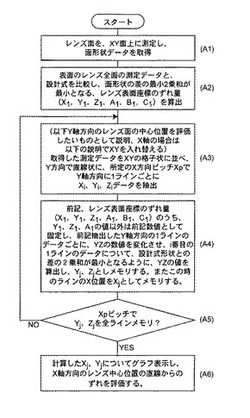
【課題】レンズ単体で直線性、フォーカスずれ量等の長尺レンズの特性を評価するレンズの評価方法の提供。
【解決手段】レンズ測定面のXYZ測定データ点列とレンズ設計式の座標ずれ量から得たXYZ位置のずれ量と各XYZ軸周りの回転方向の各ABC方向の各チルトずれ量のうちの所定断面内での平行移動2方向とチルトの計3方向の位置ずれ量以外はレンズ全面での各位置と各チルトずれ量を用い、レンズ所定断面の測定データを所定ピッチで順次抽出した測定データを用いて計算してレンズ全面での各断面の平行移動量とチルトを求め、レンズ特性を評価する。
(もっと読む)
封込建物の損傷の危険性を確認するための方法およびシステム
本発明は、封込建物、特に製品を保管するか又は貯蔵するためのコンクリートで作られる封込建物についての損傷の危険性を確認する方法であって、前記方法が、建物及び/又は製品に関するデータから、前記建物に貯蔵すべき製品を充填する段階において建物の計画された理論的挙動を決定する段階と、前記建物に前記製品を充填する段階において建物の実際の挙動を決定する段階と、理論的挙動と実際の挙動を比較することにより損傷の危険性を決定する段階とを含む、前記方法に関する。又、本発明の方法は、前記封込建物を空にする段階に応用することができる。 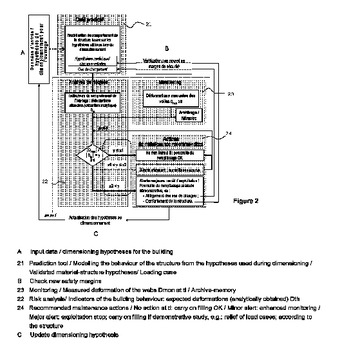 (もっと読む)
(もっと読む)
トルクロッド装置

【課題】トルクロッドの構造を大幅に変更せずに、簡単な構造によって低コストでゴムブッシュの交換時期を自動的に運転者へ報知するトルクロッド装置を提供することを課題とする。
【解決手段】Vロッド4の軸線と直角方向にまたは一定の角度方向に筒状の空間部を設けた外筒部22と、外筒部22に内嵌される球面状の軸部24と軸部24の両側部に一体形成されアクスルハウジング3またはサイドフレーム1への取付部25とを有した芯金26と、芯金26の軸部24と外筒部22との間に介装されたゴムブッシュ27と、ゴムブッシュ27が磨耗して外筒部22と芯金26の軸部24とが直接当接したときに、電気的導通を検知して警報を発するランプ54とを備えたことを特徴とする。
(もっと読む)
表面形状測定装置
【課題】被検物の表面形状測定中に発生する触針子の接触異常を迅速かつ的確に検知することができる表面形状測定装置を提供する。
【解決手段】触針子2を被検物13に接触させた状態で相対的に水平走査させて、前記被検物13の表面形状を測定する表面形状測定装置1であって、所定時間内の前記触針子2の変位量の変動に相当する周波数を求める演算部と、前記周波数の相対的時間変化量に基づいて、前記触針子2と前記被検物13の接触状態を判定する判定部とを備えることを特徴とする。
(もっと読む)
鋳造製品の肉厚・形状検査方法と、その装置
【課題】外面から内部が透視又は視認できない三次元物体の肉厚を検査でき、粉塵、塵埃等による現場の作業環境の悪化を回避し、また作業者が粉塵、塵埃等を吸込むことがなく、健康障害が発生しない、三次元物体の肉厚の計測方法を提供する。
【解決手段】鋳造製品の肉厚検査装置で、鋳造製品を固定する切削機のテーブルと、この鋳造製品を切削する前記切削機と、この切削機に対峙するように設けた鋳造製品を計測する非接触三次元測定機と、この非接触三次元測定機の数値を入力するコンピュータとで構成し、この非接触三次元測定機をロボット操作で駆動する自動化された鋳造製品の肉厚検査装置である。
(もっと読む)
水車構造物の三次元欠陥検査装置
【課題】水車におけるステーベン5の欠陥を高い精度で効率的に求める。
【解決手段】 先端部19の三次元位置と向きとを読取る三次元デジタイザ7の先端部19に距離計8を取付けて、先端部をステーベン5に対する倣い操作を行なうことによって、ステーベンの三次元形状を測定する。次に、三次元デジタイザの先端部に超音波探触子9を取付けて、ステーベンの表面の各位置へ超音波探触子を順次当接していくことによって、ステーベンに対して超音波パルスを送信してエコーを受信する。そして、超音波探触子のステーベンにおける各当接位置、エコー受信情報、及び測定した三次元形状に基づいてステーベンにおける欠陥の3次元位置と欠陥規模とを算出する。算出した三次元欠陥を三次元グラフィック表示する。
(もっと読む)
非接触ブレード振動測定装置及び方法
回転ブレード(10)で形成されたローター(3)の外周にセンサー(6,7,8,9)が配置され、信号検出ユニット(14)及び評価ユニット(13)を備えた非接触ブレード振動測定装置であって、ローターの位置及び/またはハウジングの歪みを測定するために供給される、ことを特徴とする、非接触ブレード振動測定装置。
さらに、本発明に係る方法は、非接触ブレード振動測定のために特定された方法である。本発明は、先行技術の技術的な問題を回避し、非接触ブレード振動測定のための、改良された装置及び改良された方法を提供する。特に、本発明における改良によって、ローターの半径方向への移動とハウジングの歪み(楕円変形)の測定データへの影響が回避されるようになり、すべての条件下で振動解析に対する高い振幅解析能を保つことができる。
【代表図】図1 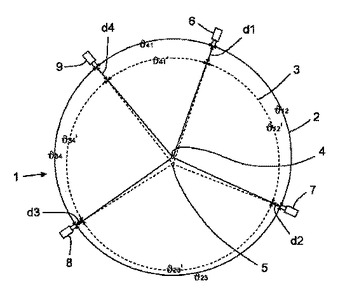 (もっと読む)
(もっと読む)
内視鏡挿入形状解析システム
【課題】内視鏡の挿入部により形成されるループ形状を従来に比べて高精度に検出可能な内視鏡挿入形状解析システムを提供する。
【解決手段】本発明の内視鏡挿入形状解析システムは、被検体内に挿入された内視鏡の挿入部における複数の箇所の座標値を取得する挿入状態取得部と、前記複数の箇所の座標値に基づき、前記被検体内に挿入された前記挿入部のうち、少なくとも一部の挿入形状を検出する挿入形状検出部と、前記所定の複数の箇所の座標値及び前記挿入形状に応じて複数の座標平面を設定する座標平面設定部と、前記挿入形状を前記複数の座標平面各々に投影する挿入形状投影部と、前記複数の座標平面各々に投影された前記挿入形状に所定の形状が存在するか否かを判定する挿入形状判定部と、を有することを特徴とする。
(もっと読む)
変位計測装置を備えた二重殻構造タンク装置、及びタンク設備
【課題】大型の地震が発生した場合等において、外槽に対する内槽の変位量を計測し、内槽の変位後の位置を特定することができる二重殻構造タンク装置を提供する。
【解決手段】外槽5と内槽1とを有する二重殻構造タンクにおいて、外槽の上部を貫通する径方向変位計測用パイプ30b、30dと、径方向変位計測用パイプの外槽の外部に設けられた遮断弁35と、径方向変位計測用パイプの上端に設けられたレーザー送受信器用着脱座とを備えた。
(もっと読む)
配管肉厚測定装置及び方法
【課題】施工が容易で配管の高温部においても配管の肉厚を測定できる配管肉厚測定装置を提供することである。
【解決手段】圧力検出器15で配管の内圧を検出し、歪み検出装置16で配管表面の周方向または軸方向の歪みを検出し、温度検出器11で配管の温度を検出する。ヤング率算出手段13は温度検出器11で検出した配管温度に基づいて配管材のヤング率を求め、肉厚算出手段14は、圧力検出器15で検出した配管の内圧、歪み検出器16で検出した配管表面の歪み及びヤング率算出手段13で求めた配管材のヤング率に基づいて配管の肉厚を求める。
(もっと読む)
曲がり形状測定方法および装置
【課題】鋼管などの円筒状長尺材料で、特に局所的な曲がりが小さい材料の、材料全長に亘る空間的に長波長の曲がり形状を高精度で求めるのに適した、曲がり形状測定方法および装置を提供することを目的とする。
【解決手段】材料が距離d/m(mは自然数)だけ搬送される毎の変位測定値を得、これらの測定値と前記材料の軸方向d/m間隔の形状データS1、S2、S3、…を関連付ける方程式を立て、前記材料の局所的な形状変化Si−2Si+1+Si+2(i=1、2、3、…)の前記材料全長に亘る2乗和が最小になるように上記方程式を解く。
(もっと読む)
金属ストリップのストリップ張力を測定するための装置
本発明は、1つの平坦なテーブル(2)を備え、このテーブルを介して金属ストリップが走行可能であり、テーブルの一端(3)に、ストリップ張力の測定に適した多数の測定要素(4)が配設されており、冷却要素(5)が設けられており、これら冷却要素がテーブル(2)の下に配設され、その冷却液、特に水、を、測定要素(4)の領域に誘導可能である、金属ストリップ、特にスチールストリップ、のストリップ張力を測定するための装置(1)に関する。テーブルを簡単な方法で撓まないように保護するために、本発明によれば、冷却要素(5)が、ボックス状の冷却液容器(6)を備え、この冷却液容器が、金属ストリップの両側で、少なくとも1つのサポート要素(7)上に配設されており、テーブル(2)の下面が、ボックス状の冷却液容器(6)に間接的又は直接的に当接する。 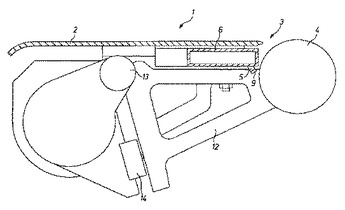 (もっと読む)
(もっと読む)
運動誤差測定基準及び運動誤差測定装置
【課題】ピッチング誤差やローリング誤差を抽出でき高精度な測定を行える運動誤差測定基準、運動誤差測定装置を提供する。
【解決手段】運動誤差測定基準は、例えばベースに対して所定の方向に移動可能に支持されたステージの運動誤差を求める測定装置で利用することが出来るものであり、前記母線に沿って前記原点からの距離が既知である所定点において、実際の物体面と、母線が構成すべき数学的理想面との差が、面外への微小変位と、面法線の方向の微小角変位に関して校正されており、その校正値が記憶されて演算に供しうる数値データとして付与されているものである。
(もっと読む)
微細形状測定装置
【課題】本発明の目的は高精度な形状測定を行う微細形状測定装置を提供することにある。
【解決手段】固定端14bに保持された状態でワーク40をなぞるスタイラス34を自由端14aに持つ可撓性カンチレバー14と、該固定端14bを上下動する駆動手段20と、該ワーク40に対する位置及び姿勢が変化しない基準部材22と、該基準部材22とスタイラス34との上下方向の相対変位を測定し、自由端変位情報を出力する自由端変位計24と、該基準部材22と固定端14bとの上下方向の相対変位を測定し、固定端変位情報を出力する固定端変位計26と、該自由端変位情報及び固定端変位情報に基づきカンチレバー14の上下方向のたわみ量を求める演算手段28とを備え、該たわみ量が所定値となるように該固定端14bを上下させつつ該ワーク40を走査して得られた、該自由端変位情報に基づき、該ワーク40の形状を把握することを特徴とする微細形状測定装置10。
(もっと読む)
情報処理方法、情報処理装置およびプログラム
【課題】 金型部品のような物品を検査する際、物品の実測により得られた点群データと、物品に関する規定の設計データとの関連付けに誤りが生じることを防止する。
【解決手段】 部品に関し規定された設計データの面の形状を表す特徴値と、部品の実測により得られた点群データについて算出した特徴値とを対比することにより、点群データと設計データの面とを関連付ける。
(もっと読む)
室内GPSを用いて隙間埋めパッドの取付位置及び厚さを計算する方法及び装置
【課題】平面度を精密に測定し、隙間埋めパッドの取付位置及び厚さを計算するために用いられる入力データとして平面度検出結果を入力する時間を短縮し、それによって作業時間を短縮する。
【解決手段】部材に取り付けられる隙間埋めパッドの取付位置及び厚さを計算する方法であって、部材の設計中に予め計算されている平面度計測点に関する情報を統合管理サーバから受信する第1ステップと、部材上の受信した平面度測定点の各々における3次元座標を計算する第2ステップと、計算した3次元座標に基づいて、部材に取り付けられる隙間埋めパッドの取付位置及び厚さを計算する第3ステップとを含み、第2ステップが、平面度測定点の各々において部材に室内GPSセンサを接触させるステップと、部材上に設置されている別の室内GPSを用いることによって、部材と接触している室内GPSセンサの端部における3次元座標を計算するステップとを含む方法が提供される。
(もっと読む)
ボビン操作装置におけるボビンコアセンタの決定
【課題】
ボビンが迅速かつ正確に検出、即ち把握されるように簡単な方法でボビンの位置の確認を改善する。
【解決手段】
センサ(11〜14,21〜24)が、空間的に互いに分離されるようにセンサグループモジュール(2A,2B)内に配設されていることを特徴とする、ボビンを把持するための要素(3,4,5)を有するグリッパ(1)と、グリッパ(1)に配設された、センサ(11〜14,21〜24)を有するセンサ装置(2)と、センサ装置(2)から信号を受信し、処理する評価及び制御装置(9)と、評価及び制御装置(9)によって制御され、グリッパ(1)を移動させる位置決め装置(10)とを有する、特にタバコ加工産業のボビン操作装置。
(もっと読む)
位置検出装置、および画像形成装置
【課題】温度変化が生じても、マークの位置を正確に検出すること。
【解決手段】転写ベルト10上のマーク5を検出する光ピックアップ6a、6bと、光ピックアップ6a、6bを収容するケース1011、1012と、ケース1011、1012を固定位置1021、1022に固定して保持する回路基板1005とを備え、固定位置1021、1022を含む面であって、転写ベルト10の移動方向に垂直な面である固定位置面から、検出位置1031、1032を含む面であって、転写ベルト10の移動方向に垂直な面である検出位置面までの、ケース1011、1012における部位の温度変化による転写ベルト10の移動方向に平行な方向の膨張量の合計である総膨張量と、回路基板1005における固定位置1021、1022の間の部位の温度変化による膨張量とが略同一であること。
(もっと読む)
角度計測装置、撮影装置、及び角度計測方法
【解決課題】低コストな構成で、手ぶれ防止機能を有すると共に、精度よく姿勢角を計測することができるようにする。
【解決手段】加速度検知部によってデジタルカメラのx軸方向及びz軸方向に生じる加速度を検知し(100)、検知された加速度のAC成分とDC成分とを抽出する(102)。また、抽出されたDC成分のピーク値を検出して(104)、デジタルカメラの横方向が水平となっている状態におけるDC成分値を検出する。そして、抽出されたDC成分の値と検出されたDC成分のピーク値との差分に基づいて、水平方向に対するデジタルカメラの横方向の姿勢角を計測し(106)、LCDに計測された姿勢角を表示する(108)。また、抽出された加速度のAC成分に応じて、手ぶれ補正レンズを移動させて、手ぶれによる光軸のずれを打ち消し、手ぶれを防止した被写体像を示す画像データを取得する。
(もっと読む)
鍛造機の芯出し方法
【課題】実際にダイスとパンチとが鍛造加工を行う位置で芯ずれ量を精度良く求めることができるとともに、芯出し作業の作業性を格段に改善した鍛造機の芯出し方法を提供する。
【解決手段】基台と、該基台に設けられたダイスホルダと、該ダイスホルダに交換可能に装着されたダイスと、前記基台に対して往復動するラムと、該ラムに設けられたパンチホルダと、該パンチホルダに交換可能に装着されて前記ダイスとの間で鍛造加工を行うパンチと、を備える鍛造機において、前記ダイス及び前記パンチの一方に代えて距離検出手段(距離検出用治具1)を装着するとともに、他方に代えて被検出部材(被検出用治具5)を装着し、前記ラムを動作させ、該距離検出手段(垂直用距離センサ31)と該被検出部材(被検出部材6)との距離を検出することにより芯ずれ量を求め、該芯ずれ量を基にして前記ダイスホルダ及び前記パンチホルダの少なくとも一方で位置調整を行う。
(もっと読む)
121 - 140 / 367
[ Back to top ]