
Fターム[2G047GG06]の内容
超音波による材料の調査、分析 (29,493) | 特徴箇所信号処理 (3,491) | しきい値の設定・調整 (155)
Fターム[2G047GG06]に分類される特許
41 - 60 / 155
積層ゴムの診断方法
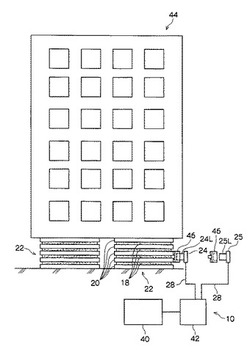
【課題】積層ゴムのゴム層を超音波で診断する診断方法を提供する。
【解決手段】非破壊検査装置10は、積層ゴム22が建物44を支持した状態でゴム層18の外周面から内部の損傷の有無を検査する。非破壊検査装置10は、制御及び解析装置としてのパソコン40を有し、パルス発生装置42は、パソコン40からの指示に従いパルスを発生させ、ケーブル28を介してパルスを超音波探触子24に送る。超音波探触子24は、パルス発生手段42からのパルスに基づき超音波を発生させる。発生させた超音波は、筒部24Lから検査治具46を介し、ゴム層18の外周面から内部へ入射される。入射された超音波は、ゴム層18の内部で反射され、受信側の検査治具46を介して超音波探触子25で受信される。超音波探触子25は超音波をパソコン40に送信する。パソコン40は、超音波が受信までに要した時間で損傷の有無を診断する。
(もっと読む)
火災感知器

【課題】周囲環境の変化に起因した減衰係数の変化の影響で非火災報や失報を生じることのない火災感知器を提供する。
【解決手段】音圧比算出手段40は、音源部1aから受波素子3aに伝わる第1の超音波の音圧と、第1の超音波より長い伝播経路を通して音源部1bから受波素子3bに伝わる第2の超音波の音圧との比を音圧比として算出する。音圧比補正手段45は、音圧比算出手段40の出力について、煙がない状態での監視空間における超音波の吸収減衰の減衰係数の変化に起因した変動分をキャンセルするように前記音圧比を補正する。煙濃度推定手段41では、減衰係数の変化に起因した変動分がキャンセルされた音圧比を用いて、監視空間の煙濃度を推定する。火災判断手段42は、煙濃度推定手段41にて推定された煙濃度と所定の閾値とを比較して火災の有無を判断する。
(もっと読む)
非接触空中超音波による管体超音波探傷装置及びその方法
【課題】鋼管等の被検査管に対する超音波探傷を非接触で高精度に実施する。
【解決手段】送信超音波探触子18と受信超音波探触子20とを被検査管14の周上に離間配置し、送信超音波探触子18の入射角θ1の被検査管14の外周面14aの法線に対する傾き方向と、受信超音波探触子20の外周面14aの法線に対する傾き方向とが互いに逆方向に設定することによって、送信超音波探触子18から出力された超音波パルスbが被検査管14でガイド波の伝搬モードで伝搬し、この超音波パルスが欠陥42に当接したときに、この欠陥から生じる超音波パルスbに対して逆方向にガイド波の伝搬モードで伝搬する欠陥エコーdを検出できるように受信超音波探触子20の外周面に対する姿勢を設定する。
(もっと読む)
鋼帯の合否判定方法
【課題】製缶時における非金属介在物に起因した不良発生を確実に防止したうえで、缶用鋼板の歩留りを向上させることができる鋼帯の合否判定方法を提案する。
【解決手段】鋼帯に内在する非金属介在物を探傷し、その探傷結果に基いて鋼帯を合否判定する方法において、上記鋼帯を長手方向および/または幅方向の複数の領域に分割し、それぞれの領域において前記合否判定を行うことを特徴とする鋼帯の合否判定方法。
(もっと読む)
超音波探傷法による検査方法及び超音波探傷法による検査システム
【課題】薄肉の被検物の欠陥部を検出でき、且つ正常部の肉厚をも測定できる、超音波探傷法によるチューブ検査方法及び超音波探傷法によるチューブ検査システムを提供する。
【解決手段】超音波探傷法による検査システムであって、超音波Uを射出し、反射波I,Oを受信する探触子10と、受信信号を増幅する増幅回路214a,214bと、メモリ110と、内面からの反射波Iを認識する内面反射波認識手段208と、増幅回路214a,214bで増幅された値が、第一閾値X以上になると、受信信号を増幅した値が、第二閾値Y未満になるように、増幅回路214a,214bの増幅度を下げ、その下げた状態から増幅回路214a,214bの増幅度を所定時間まで増加させる増幅度変換手段208,215,216と、外面からの反射波Oを認識する外面反射波認識手段208と、壁の厚さを検知する厚さ検知手段111を備える。
(もっと読む)
自動溶接/検査方法および自動溶接/検査システムならびにプログラム
【課題】溶接工程の中で溶接の良否を自動的に検査する。
【解決手段】重ね合わせた複数の金属板2−1、2−2に対し、溶接を施し、この溶接の良否の検査を行うためのプローブ6を金属板表面のスポット溶接部位33近傍に一時的に乗せておき、このプローブ6を介して複数の金属板2−1、2−2の境界面に対して斜め方向から超音波を入射させてスポット溶接部位33の検査を行う溶接/検査方法であって、溶接の実施に先立ってプローブ6が正常か否かを検査するプローブ検査ステップと、プローブ6が正常である場合に、溶接を施す溶接実施ステップと、溶接が施された後に、この溶接の良否の検査を行う良否検査ステップと、を有する。
(もっと読む)
自動溶接/検査システムおよび検査ロボット装置ならびに溶接/検査ロボット装置
【課題】熟練した検査者の技術を必要とせず、また、スポット溶接部位の温度が下がるのを待つ必要が無く、溶接工程の中で溶接の良否を自動的に検査する自動溶接システムを実現する。
【解決手段】検査ロボット装置5は、超音波を用いて溶接の良否の検査を行うためのプローブ6と、このプローブ6を金属板2−1表面の溶接部位近傍に一時的に乗せておく手段である検査ロボット制御装置7と、プローブ6を介して複数の金属板2−1、2−2の境界面に対して斜め方向から超音波を入射させる手段である探触子8と、を備える。
(もっと読む)
三次元超音波検査装置
【課題】従来よりも検査精度を向上させた三次元超音波検査装置を提供する。
【解決手段】三次元超音波検査装置10は、複数の圧電振動子20をm×nに配設した超音波トランスデューサ11、順次選択される圧電振動子20から発振された超音波を検査対象物14の接合部15に入射させて反射したエコーを受信し、当該エコーの電気信号を検出し信号処理して三次元画像化データを生成する信号処理部17、三次元画像化データの深さ(z)方向の強度分布の第1ピーク及び第2ピークを検出するピーク検出部51,52、第1ピークと第2ピークのz方向距離をx−y平面にマッピングして接合部15の三次元画像を生成する接合部画像生成部36、接合部15の接合良否を判定する良否判定部37、及び、接合部三次元画像及び接合部15の接合良否判定結果を表示する表示部38を備える。
(もっと読む)
大型鋳造構造体の内部欠陥診断方法及びこれを利用した大型鋳造構造体の使用寿命延長方法
【課題】疲労亀裂の発生起点となる鋳物内部欠陥の有無を精度よく検出することができる大型鋳造構造体の内部欠陥診断方法と、その診断結果に基づく大型鋳造構造体の使用寿命延長方法を提供する。
【解決手段】大型鋳造構造体の応力集中部位における使用時の発生応力分布をFEM解析により求め、そのFEM解析結果に基づいて、疲労亀裂が進展する可能性のある鋳物内部欠陥の限界寸法を表層からの深さ別に求め、疲労亀裂が進展する可能性のある鋳物内部欠陥の有無を、表層からの深さに応じて異なる探傷法によって検出する。その結果、疲労亀裂が進展する可能性のある鋳物内部欠陥が検出されたときには、切削加工を行なうことにより、使用寿命の延長が可能である。
(もっと読む)
シーム溶接検査方法およびシーム溶接検査装置
【課題】検査の手間を少なくし、作業性を高めると共に、検査の精度の高いシーム溶接検査方法およびシーム溶接検査装置を提供する。
【解決手段】重ね合わせた複数の金属板に対して行われたシーム溶接の良否を判断するためのシーム溶接検査方法において、金属板表面のシーム溶接部位近傍に一時的に乗せられた、シーム溶接の良否を超音波を用いて検査する装置のプローブ2が、複数の金属板の境界面に対して斜め方向から超音波を入射させる。
(もっと読む)
自動探傷における超音波の鋼中伝搬確認方法
【課題】 自動超音波探傷における超音波の鋼中伝播を確認する方法を提供する。
【解決手段】 自動探傷における超音波の鋼中伝播確認をする方法であって、鋼材に入射した超音波の反射波である底面エコーとキズエコーを監視することで、鋼中を超音波が伝播していることを自動で確認することを特徴とする自動探傷における超音波の鋼中伝播確認方法。上記において、底面エコーの閾値を20%以下に設定した超音波の鋼中伝播確認方法。
(もっと読む)
物体の表面上の衝撃位置を決定する方法
【課題】衝撃により生成された音響信号の解析に基づき物体の表面上の衝撃位置を決定する方法を提供する。
【解決手段】物体の境界での反射によるスプリアス寄与分を考慮するために音響信号を重み付けする信号処理工程を含み、前記重み付けは時間領域において行なわれる。
(もっと読む)
接着剤の硬化判定方法
【課題】実際の製品に組み込まれている被接着部同士を接着した接着剤に基づいて、接着剤の硬化を判定することができるとともに、製品の部位毎に接着剤の硬化を判定できる接着剤の硬化判定方法を提供する。
【解決手段】接着剤7に向けて超音波を発振させることで、接着剤中の超音波の音速または接着剤を通過した超音波の振幅を検知する第1ステップS1と、第1ステップS1で検知された音速または振幅が、接着剤の硬化前における音速または振幅の値である基準値から所定の割合以上変化したかどうかを判断し、該割合以上変化したら、接着剤が硬化したと判定する第2ステップS2と、を有する。第2ステップS2で接着剤が硬化したと判定するまで、第1ステップおよび第2ステップを繰り返して行う。
(もっと読む)
血液ポンプ装置
【課題】レーザ装置や超音波診断装置(ドプラ変位の利用)のような大掛かりな装置を必要としないで、血栓を検出することが可能な血栓検出機能付の血液ポンプ装置を提供する。
【解決手段】血液ポンプ2の入口と出口に接続された第1及び第2の接続管3,4に第1及び第2の超音波トランスデューサ7,8を設け、これらの部位を通過する血栓からの反射波(エコー)を表す第1及び第2の受信RF信号を得る。第1及び第2の受信RF信号は、コントローラ5の第1及び第2の送受信部25a,25bに送られ、その後、第1及び第2の信号処理部26a,26bによって検波、対数圧縮される。そして、第1及び第2の血栓計数部27a,27bによって所定の閾値を超える血栓数をそれぞれ計測し、その計測結果に基づいて、血液ポンプで血栓が生じているか否かを判断部28が判断する。
(もっと読む)
異常検出装置、寿命検出装置、異常検出方法、および、コンピュータを異常検出装置として機能させるためのプログラム
【課題】軸受の異常の検出精度を向上させる。
【解決手段】軸受の異常検出装置200は、アコースティックエミッションを検出する。
AE検出部210と、AE検出部210によって検出された信号に対して窓関数を設定する窓関数設定部220と、窓関数設定部220によって設定された窓関数によって規定される窓に含まれる信号波形のエネルギを算出するエネルギー算出部230と、エネルギーの積算値の最大値を特定する最大値決定部240と、窓関数を時間軸方向に移動させる窓移動部250と、軸受の異常を検出するために予め設定された基準値記憶部260と、当該最大値と当該基準値とを比較することにより、軸受に異常が発生しているか否かを判定する判定部270と、判定結果を出力する出力部280とを備える。
(もっと読む)
超音波探傷方法および超音波探傷装置
【課題】異常屈折等が発生する材料に対しても超音波を収束させることができ、検査性の向上を図ることができる超音波探傷方法および超音波探傷装置を提供する。
【解決手段】遅延時間パターンを用いて、検査対象の表面の一の送受波部の群から検査対象の底面に向けて第1の超音波を送信し、底面により反射された超音波のエコーを他の送受波部の群により受信する第1受信ステップS3と、超音波を送信するタイミングが異なる第1の変更遅延時間パターンを設定するパターン設定ステップS4と、第1の変更遅延時間パターンを用いて第1の変更超音波を送信し、第1の変更超音波のエコーを他の送受波部の群により受信する第2受信ステップS5と、超音波のエコー、および、第1の変更超音波のエコーのうち高い方の波形高さが所定の閾高さよりも低い場合には、パターン設定ステップS4に戻る判断ステップS9と、を有することを特徴とする。
(もっと読む)
壁の損傷検出装置および損傷検出方法
【課題】超音波センサを用いてコークスの押し出し操業と同時に実行することも可能な、壁の破孔などの損傷を迅速、高精度に、従来よりも簡便な装置構成、手順によって検出する技術を提供する。
【解決手段】超音波送受信センサ1が一端に取り付けられた導波管11を、走査方向と垂直な炉壁6の鉛直方向に多数並べる。センサ背面から送風して導波管11内でセンサを冷却するとともに、低温の導波層をつくる送風機構を設ける。受信超音波の振幅検出を行い、検出された振幅の最大値が存在すべき時間領域内にあり設定閾値以上ならば、最大値を与える時刻を受信時刻として送信時刻との差に基づいてセンサから壁までの距離を、設定閾値より小さければ欠測値を距離値として記録し、連続欠測回数を満たす壁の部分を損傷部として検出する。
(もっと読む)
光学フィルムの検査装置及び検査方法
【課題】簡単な構成で、高精度な欠陥検出を行うことができる検査装置を実現する。
【解決手段】パルス発生部1と、パルス発生部1で発生した制御信号に基づき超音波を発生し、光学フィルム10で反射した超音波を受信して電気信号に変換して出力する探触子2と、探触子2から出力される電気信号のレベルおよび/または発生期間としきい値とを比較して、光学フィルム10の欠陥を検出する信号処理部3と、信号処理部3における検出結果を表示する表示部4とを備えたものである。
(もっと読む)
品質評価装置
【課題】物体の品質評価をより適切に行うことができる品質評価装置を提供する。
【解決手段】評価対象物の空隙Vを検出する空隙検出部12と、隣接する空隙V間の距離に基づいて空隙VをクラスタCnに分類するクラスタ部13と、クラスタCnの大きさに基づいて評価対象物の品質評価を行う品質評価部14とを備えることで、評価対象物の空隙Vを検出し、隣接する空隙Vの距離に基づいて空隙VをクラスタCnに分類し、分類したクラスタCnの大きさに基づいて評価対象物の品質の評価を行うことができ、分類したクラスタCnの大きさは、空隙Vが集中して存在する度合いを示すため、空隙率が同一の物体であっても適切な品質評価をすることができる。
(もっと読む)
搬送装置の異常診断方法及び装置
【課題】 搬送路を走行中の搬送装置の異常診断を効率的に行うこと。
【解決手段】 搬送路の所定箇所に超音波検出装置を配設する。搬送装置が所定箇所を通過する毎に、超音波検出装置を用いて搬送装置からの超音波を検出し(S1)、検出された超音波の特性値を計算する(S4)。搬送装置が所定箇所を通過する毎に順次計算される特性値が所定のしきい値を超えることが連続して所定回数を超えると(S7,YES)、当該搬送装置は異常であると判定する(S9)。
(もっと読む)
41 - 60 / 155
[ Back to top ]