
Fターム[3C034AA19]の内容
研削盤の構成部分、駆動、検出、制御 (11,657) | 用途 (2,428) | その他の研削盤 (624)
Fターム[3C034AA19]に分類される特許
61 - 80 / 624
CMP装置、研磨パッド及びCMP方法
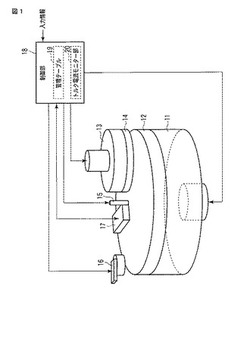
【課題】高平坦性の確保と研磨傷の低減を両立可能なCMP技術を提案する。
【解決手段】実施形態に係わるCMP装置は、水溶性粒子を含んだ研磨パッド12の表面部にスラリーを供給する供給部15と、被研磨物14を保持した状態で被研磨物14を研磨パッド12の表面部に接触させる保持部13と、研磨パッド12の表面部に配置され、研磨パッド12の表面部の温度を設定する温度設定部17と、供給部15、保持部13及び温度設定部17の動作を制御する制御部18とを備える。制御部18は、研磨パッド12の表面部の温度を第1の温度範囲内に設定した状態で被研磨物14を研磨する第1の研磨工程を実行した後に、研磨パッド12の表面部の温度を第2の温度範囲内に設定した状態で被研磨物14を研磨する第2の研磨工程を実行する。
(もっと読む)
ウエーハ加工装置

【課題】クリーンルーム内の単位面積当たりにおける生産数量を高めることができるウエーハ加工装置を提供する。
【解決手段】ウエーハ保持手段21とウエーハ10を加工する加工手段とを具備する加工機2a,2bと、カセット32に収容されたウエーハ10を搬出する搬出手段34および搬出されたウエーハの仮置き手段33とを具備するウエーハ搬出機3と、仮置き手段33に仮置きされたウエーハ10を加工機2a,2bのウエーハ保持手段21に搬送するウエーハ搬送機4とを含むウエーハ加工装置1であって、加工機2a,2bとウエーハ搬出手段34およびウエーハ搬送機4はそれぞれ独立して構成されており、少なくとも2台以上の加工機2a,2bとウエーハ搬出機3およびウエーハ搬送機4の台数を適宜選定して配置し、仮置き手段33に仮置きされたウエーハ10をウエーハ搬送機4によって2台以上の加工機2a,2bのウエーハ保持手段21に搬送する。
(もっと読む)
ダイシング装置
【課題】ブレードの位置検出を精度良く行いブレードの摩耗状態を正しく把握するとともに、装置の小型化を図る。
【解決手段】ワークに対して相対的にY方向にインデックス送りとZ方向に切り込み送りとがされる回転ブレードと、前記ワークを載置して前記回転ブレードに対し相対的にX方向の切削送りがされるワーク加工テーブルを有し、前記回転ブレードにより前記ワークの切削加工を行うダイシング装置において、前記ワーク加工テーブルに関して前記回転ブレードとは反対側で、前記ワーク加工テーブルが駆動しても干渉しない位置にその検出部が位置するように、前記回転ブレードを保持するスピンドルと同じ支持部材に取り付けられた、前記回転ブレードの先端位置を検出するブレード位置検出器を備えたことを特徴とするダイシング装置を提供する。
(もっと読む)
研磨装置
【課題】研磨精度を維持するために定期的に交換が必要な消耗部品点数を削減できる研磨装置を提供する。
【解決手段】ワークの端面を研磨する研磨面20aを表面に有する研磨盤20と、研磨盤20の裏面20bを所定平面に沿って移動自在に支持する支持機構30と、研磨盤20の研磨面にワークの端面が当接するようにワークを保持するワークホルダ50と、研磨盤20に円運動をさせつつ往復直線運動をさせる駆動機構70とを有する。
(もっと読む)
切削装置
【課題】チャックテーブル上からのガイド枠の取り外し忘れにより、ガイド枠、切削ブレード、又は装置を破損させる恐れのない切削装置を提供する。
【解決手段】パッケージ基板11を保持するチャックテーブル機構38と、パッケージ基板11を切削する切削ブレードを有する切削手段とを備えた切削装置であって、該チャックテーブル機構38は、パッケージ基板11を保持する保持面18aに分割予定ラインに対応した切削ブレードの逃げ溝34が形成されたチャックテーブル18と、パッケージ基板11の該分割予定ラインを該チャックテーブル11の該逃げ溝34に対応させてパッケージ基板11を該チャックテーブル18上に載置するためのパッケージ基板11に対応した開口36aを中央に有し、該チャックテーブル18上に着脱可能に装着されるガイド枠36とを含み、該チャックテーブル18上の該ガイド枠36の有無を検出するガイド枠検出手段を具備する。
(もっと読む)
加工装置
【課題】比較的安価な機構により高精度な位置決めが可能な加工装置を提供する。
【解決手段】可動部と、該可動部を移動させるモータとボールねじとを含む移動手段と、該移動手段を制御する制御手段とを備えた加工装置であって、簡易スケールユニットを具備し、該制御手段は、所定のタイミングで該モータを回転させて該可動部を該基準距離の始点から終点まで移動させた際の該モータの回転角を記憶する回転角記憶部72と、記憶した回転角と該基準距離とから単位回転当たりの該可動部の移動距離を算出する単位回転角移動距離算出部74と、該単位回転角移動距離算出部74で算出した該単位回転当たりの移動距離に基づいて、該可動部を所定距離移動させるのに必要な該モータの回転角を算出する回転角算出部76を、該回転角算出部76で算出した該回転角だけ該モータを回転させて該可動部を該所定距離移動させるモータ制御部78と、を含む。
(もっと読む)
円盤状工具及び円盤状工具を備えた電動工具
【課題】回転軸に対する着脱を容易にした円盤状工具、円盤状工具を備えた電動工具を提供する。
【解決手段】回転軸63への螺合用のネジ孔30を中心に備えた円盤状工具であって、ネジ孔を中心とする円周上に、複数の貫通孔40を円周方向に所定間隔をおいて形成すると共に、少なくとも一部の貫通孔の間隔Cを、回転軸への着脱操作用の工具70に設けた一対の係合部72、72が係合可能な間隔とした。さらに貫通孔40を、使用時に発生する粉塵を集塵する集塵孔と兼用した。
(もっと読む)
硬脆性材料のスライス方法
【課題】ウェーハの反りを抑制しながら、硬脆性材料のスライス時間を短縮可能な硬脆性材料のスライス方法を提供する。
【解決手段】スライス初期では、第1の固定砥粒による硬脆性材料の切断が進行し、これに伴い、電着固定砥粒ワイヤの走行モータの負荷電流が徐々に低下し、電着固定砥粒ワイヤに撓みが生じてくる。しかしながら、第1の固定砥粒の粒度が第2の固定砥粒の粒度に達した時、鋭角な角部を有した未使用の第2の固定砥粒が、硬脆性材料の切断溝の底部に当接し、それ以降、切断溝の底部の主な研削は第2の固定砥粒が引き継ぐ。これにより、走行モータの負荷電流の低下が徐々に回復し、撓みが徐々に減少する。その結果、一定の押し付け速度のままで硬脆性材料をスライス可能となる。よって、ウェーハの反りを抑制しながら、硬脆性材料のスライス時間を短縮できる。
(もっと読む)
超音波補助回転機械加工用工具ユニット
【課題】工作物を超音波補助回転機械加工するための工具ユニットを提供する。
【解決手段】工具ユニットは、超音波振動を生成し、伝達するために少なくとも1つの電気音響変換部(22)を含む変換器(23)と、変換器に結合された工具(30)と、内部に変換部を含む変換器が配置構成され、工具スピンドル(10)の保持部(11)に少なくとも部分的に挿入可能であり、着脱式接続部(27)によって工具スピンドルに接続可能であるホルダ(21)とを有する。
(もっと読む)
研磨装置
【課題】 キャリアから発生した切り粉によって非磁性体のワークが傷つけられてしまうことを防止しつつ、非磁性体のワークの厚さを正確に測定可能とする。
【解決手段】 研磨装置は、上面に研磨布が貼り付けられた磁性体からなる下定盤と、非磁性体のワークを保持し、当該ワークとともに下定盤の研磨布上に載置される非磁性体のキャリアと、キャリアにより保持された前記ワークの上面を研磨する研磨布が下面に貼り付けられ、下定盤の上方に昇降自在に配置された上定盤と、上定盤に内蔵されて、下定盤までの距離を測定する渦電流式変位センサと、渦電流式変位センサの測定結果を基にワークの厚みを算出する算出部とを備えている。キャリアは、ワークの硬度よりも小さい素材によって形成されている。
(もっと読む)
スラブの研削方法及び研削装置
【課題】スラブの形状を精度よく認識することができ、搬送方向に対して斜めに搬送路上に配置されているスラブ、あるいは幅方向両側のエッジ部が直線でないスラブに対しても良好な研削面性状を得られるスラブの研削方法及び研削装置を提供する。
【解決手段】X方向に搬送されるスラブ17を上方から撮像しその形状を計測する工程と、スラブ17の幅方向外側にあって、所定の距離位置に配置された対となる距離計測手段を用いて、スラブ17の幅方向の両側面までの距離をその全長にわたって計測する工程と、スラブ17の形状のデータを用いて、距離計測手段によって計測された距離のデータに含まれる異常値を検出してその補正を行う工程と、補正された距離のデータを用いて、X方向及びX方向に直交するY方向に移動可能な砥石を制御して、エッジ部の面取り加工を行う工程とを備える。
(もっと読む)
切削溝の計測方法
【課題】切削ブレードの変位量を検出するためにワークに形成する計測溝を撮像手段で撮像することができない場合があるという問題を回避する。
【解決手段】第2の撮像手段46Bによる計測溝G3の撮像範囲を、割り出し方向に延びる任意のストリート2を基準線Lとして基準線Lから加工方向にストリート2の間隔の整数倍にプラスアルファの距離移動した箇所とすることにより、計測溝G3がどのストリート2に形成されていても撮像される画像を同じようなものとして計測溝G3の撮像を可能とする。
(もっと読む)
研磨方法及び研磨装置
【課題】十分な研磨速度を維持しつつ基板の被研磨面(表面)の研磨を行い、しかも、研磨後の基板表面に研磨残りを生じさせることを防止して、所望の研磨プロファイルを得ることができるようにする。
【解決手段】研磨パッド14aに向けてガスを噴射して研磨パッド14aの温度を制御しながら研磨する研磨方法において、研磨中、ガス噴射流量又はガス噴射方向をPID制御しつつ、被研磨面の研磨状態を監視し、所定の膜厚に到達する前後で、制御する研磨パッド14aの温度を切り替えて研磨する。
(もっと読む)
加工装置
【課題】切削ブレードの傾斜を正確に制御可能とする。
【解決手段】ワークWを保持する保持手段2と、切削ブレード30が装着されたスピンドル31がスピンドルカバー32で覆われ、切削ブレード30をワークWの表面W1に対して傾斜させる傾斜機構33を有する切削加工手段3と、保持手段2と切削加工手段3とを加工進行方向と加工進行方向に交わる割り出し方向とに相対移動させる移動手段8とを有する切削加工装置において、加工進行方向を回転軸としてスピンドルカバー32を回転可能とするとともに、切削ブレード30が保持手段2側に回転する方向に向けてスピンドルカバー32を付勢する付勢部を設け、切削ブレード30がワークWの表面W1に対していずれの方向に傾く場合でも、常に切削ブレード30が保持手段2側に回転する方向に力が働く構成とし、バックラッシュを回避し切削ブレード30の傾斜角度を正確に制御することを可能とする。
(もっと読む)
動力工具
【課題】弾性部材の永久変形を抑制し、長期間に渡って振動の低減効果が持続する動力工具を提供することにある。
【解決手段】スピンドル17に装着されたホイルワッシャ22とダイヤモンド砥石ホイール12の基板12aとの間に弾性部材としてリングゴム25を配置し、スピンドル17の先端にねじ結合させたロックナット27でこれらを固定することにより、研削作業時にダイヤモンド砥石ホイール12が受ける振動をリングゴム25により吸収する構成とする。基板12aの取付孔12cをホイルワッシャ22のボス部24に隙間嵌めし、また、ホイルワッシャ22とロックナット27の押さえプレート26の部分とで両端を支持したスプリングピン28を基板12aの挿通孔12dとリングゴム25の挿通孔25aとに隙間嵌め状態で挿通させる。
(もっと読む)
ガラス基板の製造方法
【課題】本発明の課題は、ガラス基板の研磨位置に応じて最適に研磨するガラス基板の製造方法を提供することにある。
【解決手段】本発明に係るガラス基板の製造方法は、搬送されたガラス基板の両端面を研磨する研磨工程を含むガラス基板の製造方法において、両端面を研磨する一対の研磨砥石は、回動自在に保持されると共にガラス基板方向へ第1の力が付与され、且つ、ガラス基板の幅方向の変動に対して追従可能に保持されている。また、一対の研磨砥石は、研磨工程におけるガラス基板の搬入時、及び搬出時において、回動が規制されるように第2の力が付与されていることを特徴とする。
(もっと読む)
液中研削装置
【課題】水等で希釈して使用可能な液状の金属と溶存化学物質の化合物を極めて簡単な構造で、短時間で大量に、かつ、安価に製造し、海水、淡水、上水、下水工業排水、農業及び畜産排水、その他様々な一般排水などを清浄する。
【解決手段】回転体32は、支持軸16に回転不能かつ軸方向に移動可能に支持され、支持軸16の回転により回転体32を回転させ、第1の羽根32aと第2の羽根32bを回転により、液体を液体流入通路21から研削室20に流入させるとともに、回転体32は、推進力によって支持軸16上を移動して研削物30により被研削物31を研削し、研削により生じる研削微粉を液体に混入させて液体流出通路から流出させる。
(もっと読む)
ポリッシング装置およびポリッシング方法
【課題】基板の中心部および周縁部を含む全面において、精度の高い膜厚データを取得することができるポリッシング装置を提供する。
【解決手段】ポリッシング装置は、基板Wの表面を研磨パッド22に対して押圧するトップリング24と、光源16a,16bからの光を基板Wの表面に照射し、基板Wからの反射光を受光する第一の光学ヘッド13Aおよび第二の光学ヘッド13Bと、反射光の各波長での強度を測定する分光器14a,14bと、反射光の強度と波長との関係を示すスペクトルを生成する処理部15とを備える。第一の光学ヘッド13Aは、トップリング24に保持された基板Wの中心に対向するように配置され、第二の光学ヘッド13Bは、トップリング24に保持された基板Wの周縁部に対向するように配置されている。
(もっと読む)
ガラス板を隅取りする方法及びその装置
【課題】ガラス板の移動速度に変化が生じても、ガラス板と砥石との位置関係に誤差が生じることなく、ガラス板の隅部を所望に隅取りするガラス板を隅取りする方法及びその装置を提供すること。
【解決手段】 ガラス板2をその一縁6と平行なX方向に移動させる移動手段7と、ガラス板2の一縁6側の隅部3を研削する研削工具としての環状の砥石4と、砥石4をX方向に直交するY方向に移動させる移動手段8と、ガラス板2の一縁6に対向するX方向に伸びた他の一縁11側の隅部3aを研削する研削工具としての環状の砥石5と、砥石5をY方向に移動させる移動手段9と、ガラス板2をX方向に移動させながら、ガラス板2のX方向の移動に応答して、砥石4及び5をY方向に移動させるように、移動手段8及び9を制御する制御手段10とを具備しているガラス板隅取り装置1。
(もっと読む)
ブレード着脱装置
【課題】切削加工装置のスピンドルBにおけるブレードCの装着部位に対して、ブレード挟圧用のフランジDとブレード着脱用のナットEとを、同時に又は個別に着脱する。
【解決手段】ブレード着脱装置は、切削加工装置のブレード装着部位に対してフランジDを着脱操作するフランジ把持部1及びナットEを着脱操作するナット回転支持部2とを含む。更に、フランジ把持部1とナット回転支持部2との両者を分離可能に構成する。そして、スピンドルBのブレード装着部位に対して、フランジ把持部1の各係合爪11bに保持したフランジDとナット回転支持部2の凹部21d内に保持したナットEとを、両者を嵌合一体化させた状態のブレード着脱装置にて同時に着脱操作し、また、両者を分離させた状態のフランジ把持部1とナット回転支持部2とによって個別に着脱操作する。
(もっと読む)
61 - 80 / 624
[ Back to top ]