
Fターム[3C034AA19]の内容
研削盤の構成部分、駆動、検出、制御 (11,657) | 用途 (2,428) | その他の研削盤 (624)
Fターム[3C034AA19]に分類される特許
101 - 120 / 624
切削装置の切削ブレード検出機構
【課題】切削ブレードを構成する環状の切れ刃が基台の外周縁から離脱して全破損したことを確実に検出することができる切削ブレード検出機構を提供する。
【解決手段】チャックテーブルに保持された被加工物を切削する環状の切れ刃を備えた切削ブレードの回転軸方向の一方の側に配設された発光手段と、切削ブレードの回転軸方向の他方の側に発光手段と対向して配設され発光手段によって照射された光を受光する受光手段と、該受光手段によって受光された光の受光量に基づいて該環状の切れ刃の状態を判定する制御手段とを具備する切削装置の切削ブレード検出機構であって、切削ブレードは円形状の基台と円形状の基台の外周部側面に装着され基台の外周縁から突出して形成された環状の切れ刃とからなり、発光手段の発光面および受光手段の受光面は円形状の基台の外周部によって一部が遮光される位置に配設されている。
(もっと読む)
内径面加工方法、内径面加工用ツールおよび内径面加工装置

【課題】砥石部の径方向への拡幅振動により、ワークの被加工穴内径面についての高い加工能率化を実現することができる内径面加工技術を提供する。
【解決手段】ツール本体30と、このツール本体30の一部に設けられ、軸方向振動により径方向へ拡幅振動する構造を有する砥石加工部31と、ツール本体30に軸方向振動を与える超音波振動子32とを備えてなり、超音波振動子32によりツール本体30に軸方向振動が与えられると、この軸方向振動により砥石加工部31が径方向へ拡幅振動して、ワークの被加工穴内径面に対して径方向振動を伴った加工を行う。これにより、ホーニング加工等の内径面加工における加工効率を向上させることができる。
(もっと読む)
基板加工方法および基板加工装置
【課題】積層した多数枚のガラス基板をずれないように保持して精度良く切削加工などの加工を各ガラス基板に同時に施すことのできるガラス基板加工方法を提案すること。
【解決手段】本発明のガラス基板加工方法では、加工対象の複数枚のガラス基板3を、液体を含浸させて湿潤状態の液体吸収性シート31を挟み、厚さ方向に重ね合わせて基板積層体4を形成し、これを厚さ方向の両側からクランプ機構5によってクランプし、クランプ状態の基板積層体4に、走行状態の1本のワイヤー2を押し付けてガラス基板に対して同時に同一の切削加工を施す。湿潤状態の液体吸収性シートを挟んだ状態で多数枚のガラス基板3がクランプされるので、ガラス基板間の密着力が高く、加工時におけるガラス基板のずれを防止でき、加工精度を高めることができる。
(もっと読む)
樹脂成形品のパートライン研磨装置及びその研磨方法
【課題】パートラインが様々な形状からなる樹脂成形品の何れも研磨処理することができ、かつ迅速に研磨する。
【解決手段】樹脂成形品Wのパートライン52のばり又は段差を研磨する、略垂直方向に回転するように配置した無端ベルト状の研磨ベルト1と、研磨ベルト1の一部を裏面から押圧して、研磨ベルト1の傾斜面の傾斜角度を可変可能に形成するために、研磨ベルト1を裏面に設けた可動自在になるベルト押圧用プーリ21と、仕上研磨をするための、研磨ベルト1よりヤスリ目が細かく、かつその硬さも柔らかい、板状の研磨板2と、樹脂成形品Wを、パートライン52が略水平方向になるように着脱自在に担持するワーク保持具3と、から成る。
(もっと読む)
回転砥石装置
【課題】乾式で加工を行っても、砥石に目詰まりが生じにくい回転砥石装置を提供する。
【解決手段】回転砥石装置1は、円板状の砥石15と、砥石の中心を通る第一軸P1を軸心とし、砥石と一体的に回転する第一軸部10と、第一軸部を砥石の両側で回転自在に挿通させている一対の支持部41と、第一軸部と一体的に回転する第一回転子11と、一対の支持部が一端に設けられていると共に、第一軸に平行な第二軸P2を軸心とする第二軸部20を回転自在に挿通させている円筒体40と、円筒体の中心軸と一致すると共に第一軸と直交する直交軸Z周りに円筒体を回転させる回転駆動機構と、円筒体と同心の円環状で、円筒体を回転自在に挿通させている第一傘歯車45と、第一傘歯車と噛合し、第二軸部と一体的に回転する第二傘歯車25と、円筒体内で第二軸部と一体的に回転すると共に第一回転子を従動回転させる第二回転子21とを具備する。
(もっと読む)
切削ブレード検出機構
【課題】マルチブレードの個々の切刃の状態を独立して検出可能な切削ブレード検出機構を提供する。
【解決手段】第1の切刃28aの状態を検出する第1ブレード検出手段と、第2の切刃28bの状態を検出する第2ブレード検出手段とを具備し、第1ブレード検出手段は、第1の切刃28aを挟むように第1発光部76と第1受光部80が位置づけられるとともに、第1発光部76と第1受光部80を結ぶ光軸が該スピンドル26の軸心に対して傾斜して配設されており、第2ブレード検出手段は、第2の切刃28bを挟むように第2発光部84と第2受光部88が位置づけられるとともに、第2発光部84と該第2受光部88を結ぶ光軸が該スピンドル26の軸心に対して傾斜して配設されている。
(もっと読む)
心出し方法および心出し装置、レンズ心取り方法、レンズ心取り装置、枠切削方法および枠切削装置
【課題】保持軸の連続回転を妨げることなく光学部品の偏心調整が可能に心出しする技術を提供すること。
【解決手段】心出し装置フレームFに回転自在に設置された保持軸22と、保持軸22の先端で光学部品Lを保持固定する保持具23と、保持具23に保持固定された光学部品Lの光軸と保持軸22の回転軸22aとの偏心状態を測定する偏心測定部25と、保持具23を保持軸22の回転軸22aに対して直交する方向および傾き方向に移動可能とする位置調整部24と、偏心測定部25により測定された偏心状態に基づいて保持具23の位置調整量を算出する演算処理部26と、心出し装置フレームFに設置され、演算処理部26により算出された位置調整量に基づいて位置調整部24を駆動する駆動部27とを備える。
(もっと読む)
切削ブレードを装着した切削装置および切削ブレードの装着方法
【課題】フランジ部の挟持面に切削ブレードの環状の基台を形成するアルミニウムが付着するのを抑制することができる切削ブレードを装着した切削装置を提供する。
【解決手段】チャックテーブルと、切削ブレード5を備えた切削手段とを含み、切削手段が回転スピンドル42と、側面に挟持面611を備えたフランジ部61と装着部62とを有するブレードマウント6と、ブレードマウント6の装着部62に嵌合する嵌合穴511を備えた円環状の基台51および基台51の外周部側面に装着された砥石ブレード52とを有する切削ブレード5と、ブレードマウント6における装着部62に形成された雄ネジ622に螺合し切削ブレード5の基台51の前面を挟持する挟持面71を備えた挟持ナット7とからなっている切削装置であって、挟持ナット7の挟持面71には、ブレードマウント6のフランジ部の挟持面611より摩擦係数が小さい潤滑材が装着されている。
(もっと読む)
超音波加工方法およびその装置
【課題】加工開始時から高い加工速度で安定した加工を行うことができる超音波加工方法を提供する。
【解決手段】超音波振動が付与された工具を前進させて工具の先端部により被加工物の加工が開始され(T1)、工具の先端部が被加工物の表面から所定の微小深さD1にまで到達すると(T2)、工具が所定の後退量D2だけ後退して工具の先端部が被加工物の表面から離れ(T3)、次に、工具が所定の前進量D3だけ前進して被加工物の加工が進行し(T4)、以降、工具の先端部が被加工物の表面から予定していた加工深さに到達するまで、所定の後退量D2の後退と所定の前進量D3の前進が繰り返される。
(もっと読む)
研磨装置及び研磨方法
【課題】生産性を低下することなく、研磨後の膜厚の目標値からのずれ量を小さくし、高精度な研磨を行う。
【解決手段】複数の基板Wにおける被処理膜の初期膜厚を測定する初期膜厚測定手段6と、初期膜厚の測定結果に基づき、各基板間の被処理膜の初期膜厚差が所定値以下となるように複数の基板を並べ替えるソート手段10と、並べ替えられた複数の基板の被処理膜を1次研磨する第1研磨手段14と、研磨後の被処理膜の膜厚を測定する研磨後膜厚測定手段15と、測定した初期膜厚と研磨後の被処理膜の膜厚、及びその時の研磨時間に基づき1次研磨における研磨レートを算出し、更に算出した研磨レートと次に1次研磨する基板の初期膜厚、及び研磨後の被処理膜の膜厚の目標値に基づき研磨時間を算出し、該研磨時間を次に1次研磨する基板の研磨時間としてフィードバックする制御を初期膜厚の厚さ順に逐次行う制御手段20と、を備える。
(もっと読む)
マグネシウム合金コイル材
【課題】マグネシウム合金からなる長尺な板材を巻き取ったコイル材であって、その全長に亘って厚さのばらつきが小さいマグネシウム合金コイル材、マグネシウム合金コイル材の研削方法、マグネシウム合金用研削装置、及びマグネシウム合金板を提供する。
【解決手段】マグネシウム合金コイル材から繰り出されて走行する板材(素材板100)を研削ベルト13により研削するにあたり、素材板100の幅方向の複数箇所の厚さを厚さ測定器(フォワードセンサ31)により測定し、コンタクトロール11とビリーロール12との間のギャップの幅方向の大きさが不均一になるように調整してから研削する。上記研削工程により、研削後の研削板1の全長に亘って、当該研削板1の幅方向における厚さのばらつきを40μm以内とすることができる。
(もっと読む)
研磨終点検出装置、及び研磨終点検出方法
【課題】研磨中のウェハからの光反射率の絶対量に変化が生じたり、スラリーがウェハ表面に介在してノイズが混入しても、研磨終了点を正確に検出できるようにする。
【解決手段】図は、分光スペクトルにおける波形の節の波長変化を時間軸に対してプロットした特性図である。この波長変化のプロットに対して、予め設定した近似線、例えば、y=−at+bの一次式で近似した近似線を描く。尚、yは波長、tは研磨時間、a,bは定数である。そして、近似線が任意の波長に達したタイミングを研磨終了点とする。例えば、分光スペクトルの波長が510nmに達した時刻(研磨開始時点からの時刻)110secを研磨終了時刻として予測する。このようにして、近似線を用いることにより、研磨中のウェハの膜厚むらの有/無に関わらず、ウェハの膜厚変化に対する波長のシフト量からウェハの研磨終了時刻を正確に予測することができる。
(もっと読む)
ガラス基板の位置決め装置、位置決め方法、端面研削装置及び端面研削方法
【課題】受止部材の構成に改良を加えると共に、位置決めの基準となる要素を適切なものとし、もってガラス基板の位置決め精度の向上を図る。
【解決手段】ガラス基板2の一辺2a(2c)に当接可能な受止部材3と、その一辺2a(2c)と平行な他辺2b(2d)に当接可能とされ且つガラス基板2を受止部材3の側に押動させる押付部材4とを備え、受止部材3を、押付部材4によるガラス基板2の押動に追従してその押動方向に移動可能となるように弾性支持すると共に、受止部材3に、その弾性支持による移動可能な状態を維持してガラス基板2の一辺2a(2c)を当接させた状態で、押付部材4による押動時におけるガラス基板2の他辺2b(2d)から一辺2a(2c)に向かう方向の変位量を基準として、ガラス基板2の位置決めを行う。
(もっと読む)
金属リング研削装置
【課題】金属リング研削装置において、研削効率を向上させる。
【解決手段】金属リング研削装置において、加工ヘッド220に研削ブラシ410を取り付けるための一端が開放した円筒状の内壁を有する取付け部214を設け、研削ブラシの結束部材412は、取付け部への嵌合に適した径を有する円柱状の嵌合部412bを結束部材の結束部412aの端面上において結束部と同軸上に有するものとし、加工ヘッドへの研削ブラシの取付けは、その結束部材の嵌合部を加工ヘッドの取付け部に嵌合させて行うようにし、結束部材の結束部の内径を結束部材の嵌合部の外径よりも大きくする。
(もっと読む)
金属リング研削装置
【課題】金属リング研削装置において、研削ブラシの偏磨耗を防止する。
【解決手段】金属リング研削装置において、加工ヘッド200により各研削ブラシ211を回転自在に保持し、各研削ブラシに、アイドルギア213aと固定ギア213bとを設け、各研削ブラシを、これらのギアの配置順が異なる第1及び第2の研削ブラシの2種類とし、第1及び第2の研削ブラシを交互に配置し、各第1研削ブラシのアイドルギアが、隣接する第2研削ブラシの固定ギアと噛み合い、各第1研削ブラシの固定ギアが、隣接する第2研削ブラシのアイドルギアと噛み合うようにする。
(もっと読む)
ワークの研削加工方法及び研削盤、それに用いる移動経路データの演算プログラム並びにその記憶媒体
【課題】砥石車の先端形状データとワークの加工形状データとに基づいて、傾斜角が3次元曲面的に変化するワークの被研削斜面に対する砥石車の移動経路データを求めてNCプログラムを容易に生成することができる研削盤を提供する。
【解決手段】CPU42に設けられた先端形状三次元座標データ変換部51によって砥石車の先端形状の三次元座標データを演算する。加工形状三次元座標データ変換部52によって、ワークの加工形状三次元座標データを演算する。両座標データに基づいて、移動経路データ演算部53によって傾斜角が3次元曲面的に変化するワークの被研削斜面に対する砥石車の移動経路データを演算する。この移動経路データに基づいて、NC指令データ演算部54によってNC指令データを生成する。
(もっと読む)
フレームクランプ装置
【課題】 環状フレームをクランプしない状態で被加工物の切削を開始したり、又は押さえ部材の上面に環状フレームが載置された状態で被加工物の切削を開始して、クランプ装置や切削ブレードを破損させてしまうことのないクランプ装置を提供することである。
【解決手段】 チャックテーブルの外周に配設されて、粘着シート上に貼着された被加工物を支持する環状フレームを固定するフレームクランプ装置であって、該環状フレームを支持する支持部材と、回転軸を有し、該支持部材に固定されたエアアクチュエータと、該エアアクチュエータの該回転軸に固定され、該エアアクチュエータを駆動することによりクランプ位置と解放位置との間で回動される押さえ部材と、該押さえ部材が該クランプ位置又は該解放位置に位置づけられたことを検出する検出手段と、を具備したことを特徴とする。
(もっと読む)
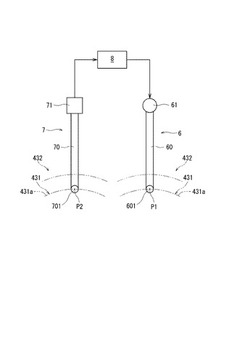
研磨装置
【課題】研磨体の研磨面が消耗しても、研磨面が設定したワーク研磨位置に移動するように制御されて安定した研磨作業が行われる研磨装置を提供すること。
【解決手段】昇降機構4を介して研磨体2を支持部1に対し上昇移動若しくは下降移動した際にこの研磨体2下端の研磨面3が予め設定した基準位置P1に位置したことを検出する基準位置検出手段5と、基準位置検出手段5が前記基準位置P1に位置した研磨体2の研磨面3を検出した際に、この基準位置P1から研磨体2を予め設定した移動量Lだけ上昇移動若しくは下降移動させてこの研磨体2の研磨面3がワーク研磨位置P2に位置するように昇降機構4を駆動制御する制御部を備えた研磨装置。
(もっと読む)
ワイヤ切断装置用取付板、ワイヤ切断装置用取付板含むワイヤ切断装置、及びワイヤ切断装置によって実行されるワイヤ切断プロセス
【課題】切断される部材を取り付けるための装置の改善。
【解決手段】ワークピース接合面152を有する板15と、板15内に少なくとも部分的に形成された少なくとも1つの溝を含む、ワイヤ切断装置にワークピースを取り付けるための装置。
(もっと読む)
圧電振動子の両面ポリッシング加工装置、及び、両面ポリッシング加工方法
【課題】周波数掃引法によって厚み検出を行う圧電振動子の両面ポリッシング加工において、非導電性のポリッシングパッドの厚み、弾性、あるいは使用時間の影響を実質的に受けることなく、共振周波数の高周波数化と表面粗度への要求とに対応することを課題とする。
【解決手段】上定盤11には、流体貯留部34内に開口し、樋25から通電用流体を供給するための注入路32が設けられている。流体貯留部34内には、電極端面331が流体ポケット35より突出しない位置になるように測定電極33が設けられている。測定電極33は、電極端面331を除いて周囲が絶縁壁332により電気的に絶縁されている。
(もっと読む)
101 - 120 / 624
[ Back to top ]