
Fターム[3C034AA19]の内容
研削盤の構成部分、駆動、検出、制御 (11,657) | 用途 (2,428) | その他の研削盤 (624)
Fターム[3C034AA19]に分類される特許
21 - 40 / 624
ベルト研磨装置
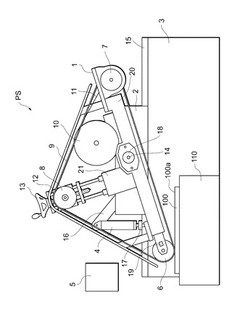
【課題】研磨面において研磨ムラを生じさせることなく、一様で意匠性の高い研磨面を形成することのできるベルト研磨装置を提供する。
【解決手段】このベルト研磨装置PSは、研磨ベルト9に加えられる加圧力の大きさを測定する加圧力測定手段17と、加圧力の大きさを調整する加圧シリンダ4とを有しており、加圧力測定手段17により測定された加圧力が一定となるように制御しながら研磨を行う。
(もっと読む)
研磨パッド用補助板および研磨装置

【課題】化学的機械研磨に際して研磨パッド表面の温度を速やかに且つ省エネルギー効率をもって昇温して適温に維持することができる、新規な構造の研磨パッド用補助板と研磨装置を提供すること。
【解決手段】研磨パッド16を重ね合わせて固着状態で支持するパッド支持面を表面40に有していると共に、裏面42において回転定盤14に重ね合わされて着脱可能に装着される装着面を有している研磨パッド用補助板10において、通電により補助板本体38(パッド支持面40)を昇温して適温に維持する通電式温度制御手段50を設けた。
(もっと読む)
切削装置及び分割方法
【課題】被加工物に形成された2本のV溝から露出したアライメントマークを検出しアライメントマークを基準として加工予定ラインを設定する場合において、アライメントマークを効率よく検出できるようにする。
【解決手段】被加工物を撮像する撮像手段と、被加工物を回転可能に保持する保持テーブルと、被加工物を切削する切削ブレードを備える切削手段とを少なくとも備え、保持テーブルと切削手段とが相対的に切削送り方向に切削送りされるとともに、切削送り方向と直交する割り出し送り方向に相対的に割り出し送りされる切削装置において、撮像手段は、撮像素子が切削送り方向に一列に配列されたラインセンサであり、撮像手段と保持テーブルとを相対的に割り出し送りすることで被加工物の切削領域を検出する。割り出し送り方向に形成された2列の溝のアライメントマークを同時に検出することができるため、切削加工の生産性を向上させることができる。
(もっと読む)
ブレード着脱補助治具
【課題】トルクレンチを使用することなく、固定ナットを回転して規定のトルクで固定ナットを締結又は弛緩することのできるブレード着脱補助治具を提供する。
【解決手段】スピンドル10と、ブレードマウント22と、固定ナット38と、スピンドル10の回転を停止する回転停止機構と、を備えたブレード着脱補助治具であって、該回転停止機構により該スピンドル10の回転が停止された状態で、該固定ナット38に形成された被係合部と係合して該固定ナット38を回転させるナット回転部70と、該ナット回転部70の外周に配置され、該固定ナット38の外周部を把持するナット把持部80と、該ナット回転部70に回転トルク規制部88を介して連結された本体把持部90とを具備し、該回転トルク規制部88は、該本体把持部90を回転させて該固定ナット38を締結又は弛緩する際、該ナット回転部70に掛かる回転トルクを所定のトルク以下に規制する。
(もっと読む)
レンズ研磨方法およびレンズ研磨装置
【課題】揺動回転型のレンズ研磨装置を用いて10ミクロン以下の精度でレンズ研磨を行うことのできるレンズ研磨方法を提案すること。
【解決手段】レンズ研磨装置1は、ホルダーシャフト13が第1位置T1に至るまで、第1押圧力P1、第1回転速度N1の研磨条件で被加工レンズ15の研磨を行う(ST2,3,4)。ホルダーシャフト13が第1位置T1から第2位置T2に至るまで、第2押圧力P2(<P1)、第2回転速度N2(<N1)の研磨条件で被加工レンズ15の研磨を行う(ST5,6,7)。第1位置T1は、第1押圧力P1の下で被加工レンズ15のレンズ中心肉厚が目標レンズ中心肉厚よりも予め定めた量だけ厚い肉厚となるまで研磨が行われた時点のホルダーシャフト13の移動位置であり、第2位置T2は、第2押圧力P2の下でレンズ中心肉厚が目標レンズ中心肉厚となるまで研磨が行われた時点のホルダーシャフト13の移動位置である。
(もっと読む)
加工装置
【課題】被加工物と、被加工物を保持するチャックテーブルのミスマッチを未然に防止できる加工装置を提供すること。
【解決手段】被加工物Wを保持するチャックテーブル10と、保持された被加工物Wを加工するための加工手段20と、加工手段20およびチャックテーブル10を制御する制御手段100と、識別マーク13を検出する検出手段30と、識別マーク13とチャックテーブル10が保持することができる被加工物Wとの対応関係に関する情報を被加工物Wごとに記録する記録手段110と、警告を発生する警告手段120とを有する加工装置1であって、チャックテーブル10は、被加工物Wを保持する保持部11と、チャックテーブル10を識別するための識別マーク13とを備える。制御手段100は、加工動作開始前に検出された識別マーク13と加工動作を開始しようとする被加工物Wとが対応関係を具備しない場合には警告手段120に警告を発生させる。
(もっと読む)
エアースピンドルユニットにおけるスピンドルのロック装置
【課題】エアースピンドルユニットAにおけるスピンドル5のロック状態又はロック解除状態の切換制御及びその確認作業を自動的に行い、作業の安全性と作業効率を向上する。
【解決手段】ロック装置(B)における装置本体10にロックピン部材11及びロックピン部材11に対する位置制御ピン部材12と位置制御ピン部材12の位置検出センサ13bとを設ける。また、ロックピン部材11をスピンドル5の軸心方向へ進退可能に設け、スピンドル5の周面にはロックピン部材11の先端係合部11aと嵌合する少なくとも一個のロック孔5bを設ける。また、位置検出センサ13bにて位置制御ピン部材12の位置を検出することにより、ロックピン部材の先端係合部11aとスピンドルのロック孔5bとが嵌合するスピンドル5のロック状態検出信号16をインタロック機構側に伝え、更に、インタロック機構を介してスピンドル5のロック状態を解除した後にモータ部の動作を開始させる。
(もっと読む)
エアースピンドルユニットにおけるスピンドルのロック装置
【課題】簡単なロック用器具Bを用いてエアースピンドルユニットAにおけるスピンドル5のロック、又は、ロック解除操作を確実に行うのみならず、そのロック状態又はロック解除状態を目視により容易に確認すると共に、その状態を確実に維持させる。
【解決手段】エアースピンドルユニットAのシンクロモータ6におけるロータ6aに設けた軸方向の係合凹部12(または、係合孔部)に対してスピンドルハウジング1側に固定したロックピン部材11を係脱可能に装設する。また、スピンドルハウジング1側に固定したロック装置本体のロックピン部材(または、ロックプレート部材)をブレード9装着用のフランジ部8に設けた嵌合孔部(または、ブレード9装着用のフランジ部8に設けた止着面)に対して係脱可能に装設する。
(もっと読む)
光学素子加工用治具、光学素子加工装置、及び光学素子製造方法
【課題】同時に加工可能な光学素子の数を従来よりも増やすことができる光学素子加工用治具、光学素子加工装置、及び光学素子製造方法を提供する。
【解決手段】光学素子加工用治具10は、光学素子材料の表面を研磨又は研削する光学素子加工装置において用いられる光学素子加工用治具10であって、球面形状の表面に、光学素子材料の一部が配置される凹部11が複数設けられた形状をなす部材からなる。
(もっと読む)
ガラス板の両サイド加工装置
【課題】生産効率が良く、良質の研削加工が得られる両サイド加工装置を提供すること。
【解決手段】ガラス板2の両サイド加工装置1は、ガラス板2の下面を支持して送るコンベア装置3の両側に設けられ、ガラス板2の両側短辺の近部を吸着支持する一対の短辺支持吸盤6と、ガラス板2の両側長辺の近部を吸着支持する一対の長辺支持吸盤7とを備えており、短辺支持吸盤6と長辺支持吸盤7とは互いに反対位置から行き違いの往復直動を行うようになっている。
(もっと読む)
距離測定装置及び研磨ユニット並びに欠陥修正装置
【課題】温度ドリフト等のノイズによる影響を受けにくく、高精度な距離測定又は変位量測定を行うことができる距離測定装置を実現する。
【解決手段】光源10から透明体12を介してワーク表面に向けて測定ビームを投射すると、透明体12の第1の面12aを透過して第2の面12bで反射し、第1の面12aから出射する第1の反射ビーム13aと、透明体12の第1の面12a及び第2の面12bを透過し、ワーク表面で反射し、再び透明体12の第2の面12bを透過して第1の面12aから出射する第2の反射ビーム13bとが光検出手段15に入射する。信号処理装置16は、第1の反射ビーム13aを受光した受光素子と第2の反射ビーム13bを受光した受光素子との間の距離情報に基づいて透明体12の第2の面12bからワーク表面までの距離又は変位量を出力する。
(もっと読む)
硬質脆性板の周縁加工装置
【課題】搬入された板状のワークの位置及び角度の誤差を補正する補正手段を備えた、小型で装置構造も簡単かつ部品点数も少ない、周縁加工装置を提供する。
【解決手段】鉛直軸回りに回転するテーブル、ワークの周縁を加工する工具、工具送り装置及びワークの角部の画像を取得する1個のカメラを備える。テーブルにワークが搬入されたとき、カメラでワークの第1の角部と180度対向する第2の角部の画像を取得し、それらの角部のあるべき位置からの2次元平面方向の偏差を検出し、それらの偏差から、テーブル中心に対するワークの中心の位置偏倚及び角度偏倚を演算する。
(もっと読む)
四角柱状インゴットの四隅R面の円筒研削方法
【課題】 四角柱状シリコンインゴットの四隅R面の面取り研削加工時間を短縮できる面取り加工方法の提供。
【解決手段】
カップホイール型砥石11gを軸承する前後移動可能な砥石軸11o,11oの一対の砥石軸間高さを離間させ、ワークテーブルに搭載されたクランプ機構7の主軸台7aと心押台7b間に支架されたワークのC軸心を前後に26度揺動回転させながら前記カップホイール型砥石11g,11gの刃先に当接触させてワークのインフィード研削を開始し、ついで、この揺動するワークを前記カップホイール型砥石11g,11g間を通過させてトラバース研削を行ってワークのR面を面取り研削加工する。
(もっと読む)
研磨監視方法および研磨装置
【課題】研磨装置の稼働率を低下させることなく渦電流センサの較正を行うことができ、精度の高い膜厚監視を可能とする研磨監視方法および研磨装置を提供する。
【解決手段】回転する研磨テーブル1上の研磨面2aに研磨対象の基板Wを押圧して基板W上の導電膜mfを研磨し、研磨中に研磨テーブル1に設置された渦電流センサ50により導電膜mfの厚さを監視する研磨監視方法であって、研磨中の渦電流センサ50の出力信号を取得し、渦電流センサ50の上方に基板Wが存在しない時の出力信号を用いて渦電流センサ50の出力調整量を算出し、出力調整量を用いて渦電流センサ50の上方に基板Wが存在する時の出力信号を補正して基板W上の導電膜mfの厚さを監視する。
(もっと読む)
ワイヤソー
【課題】ワイヤの断線の有無を高精度かつ安定して検出する。
【解決手段】走行するワイヤ3に被加工物Wを押し付けて当該被加工物Wを切断するワイヤソー1である。回転駆動されるワイヤガイド2,2間に略平行なワイヤ群3aが形成されている。一対のワイヤ送り装置5,6がワイヤ3の巻き出し及び巻き取りを交互に行う。ワーク保持部7が被加工物Wを押し付けるワイヤ群3aに液供給装置8が加工補助液を供給する。断線検出部材16、振動センサ17を有するワイヤ断線検出装置9が支持部4に取り付けられている。制御装置10は、ワイヤ3が断線するとワイヤ3の走行を停止する。断線検出部材16、振動センサ17は除振部材15を介して支持部4に取り付けられている。
(もっと読む)
切削ブレードの外径サイズ検出方法
【課題】マルチブレードを備える切削装置において、装置構成を複雑とすることなく、短時間でマルチブレードのZ軸方向の位置決めを可能とするために、マルチブレードを構成する各切削ブレードの外径サイズを容易に検出する技術を提供する。
【解決手段】外径サイズ検出用被加工物の上方から切削手段を下降させて所定高さに位置付けることで外径サイズ検出用被加工物に複数の切削ブレードを切り込ませ、外径サイズ検出用被加工物に複数の切削痕を形成する切削痕形成ステップと、複数の切削痕を撮像して各切削痕の長さを検出する長さ検出ステップと、長さ検出ステップで検出した各切削痕の長さとスピンドルの軸心高さ位置から外径サイズ検出用被加工物の上面高さ位置までの距離とから各切削ブレードの外径サイズをそれぞれ算出する外径サイズ算出ステップと、を備えた切削ブレードの外径サイズ検出方法とする。
(もっと読む)
加工装置
【課題】ウェーハの加工を行う加工装置において、ウェーハの形状を円滑に認識して生産効率を良好にするとともに、透明なウェーハについても形状を認識できるようにする。
【解決手段】保持手段2に保持された被加工物Wを撮像して加工すべき領域を検出し、その領域を加工手段3によって加工する加工装置1において、被加工物Wの保持手段2に対する着脱が行われる領域である着脱領域Aから被加工物Wが加工手段3による作用を受ける領域である作用領域Bまでの被加工物Wの移動経路に、ライン照明とラインセンサとからなるスキャナ10を配設し、被加工物Wが着脱領域Aから作用領域Bまで移動している間に、ライン照明からの光を被加工物において全反射させラインセンサでとらえることで、透明な被加工物Wの形状認識を可能とするとともに、形状認識のために保持手段2の動きを停止させず、デバイスの生産性を向上させる。
(もっと読む)
全自動式マイクロドリルの研磨装置及びその研磨方法
【課題】設備の設置コストを下げ、且つマイクロドリル研磨時の効率及び品質を有効に向上させる全自動式マイクロドリルの研磨装置及びその研磨方法を提供する。
【解決手段】全自動式マイクロドリルの研磨装置及びその研磨方法として、その装置は機台、ブラシ装置、取出しモジュール、挟持モジュール、第1検査モジュール、第2検査モジュール及び研磨モジュールを含む。これらによって、研磨及び検査前のマイクロドリルを該挟持モジュールへ移動し、移動過程で同時に塵除去を行い、続いて第1次検査を行う。合格と判定したものは該研磨モジュールで第1次研磨を行い、不合格のものは不良品区へ送る。第1次研磨が完了した該マイクロドリルは第2次検査へ進み、良品は該放出区へ送り、不良品は前述ステップを繰り返してから第2次研磨へ進み、良品を該放出区へ送り出す。それでも尚、不良品の場合は該不良品区へ移動させ、自動化マイクロドリルの研磨を実現し、その効率と品質を大幅に向上させる。
(もっと読む)
硬質脆性板の周縁加工装置
【課題】小径砥石の摩耗による自動運転時間の制約をなくし、長時間の自動連続運転が可能な硬質脆性板の周縁加工装置を提供する。
【解決手段】摩耗した小径砥石を自動的に新しい砥石に交換する自動交換手段を備えた周縁加工装置を提供する。ワーク軸の上方で水平方向に移動する横送り台と、この横送り台に設けた縦送り台と、この縦送り台に、横送り台の移動方向と平行でかつワーク軸の軸心を含む平面に軸心を一致させて、ワーク軸と平行な砥石駆動軸と、砥石マガジンを備えている。砥石マガジンは、複数の小径砥石を、それらの軸心を砥石駆動軸の軸心を通り横送り台の移動方向と平行な平面上に位置させて保持する。
(もっと読む)
磁石固定治具
【解決手段】本発明は、回転砥石による磁石切削又は研削加工において、ワックスによる接着固定が不要で、被切断物の着脱が容易で且つ切断中及び切断後の磁石のずれがなく精度よく加工可能となる磁石固定治具を提供する。
【効果】円板状又は円筒状の台金の外周部に砥石を固着した外周刃又は研削砥石を回転軸に取り付け希土類磁石を切削又は研削加工する際に使用する希土類磁石を固定するための磁石固定治具であって、磁石を挟む一対の固定治具は、金属からなる部品と円柱状のゴムから構成され、金属部品にはゴムの直径よりも浅い溝を設け、その溝の中にゴムをはめ込むと共に、溝の体積はゴムの体積以上の空間を持つようにして、ゴムの突き出しを設け、磁石に先ずゴムが接触しゴムとの摩擦力で横ずれが防止され、更にゴムが突き出し分変形して金属部と磁石が接触することで把持方向のずれがなくなり、強固に保持することができる。
(もっと読む)
21 - 40 / 624
[ Back to top ]