
Fターム[3C034DD13]の内容
研削盤の構成部分、駆動、検出、制御 (11,657) | 目的 (2,044) | 原点設定 (216) | ワークの位置設定 (171)
Fターム[3C034DD13]に分類される特許
1 - 20 / 171
ウエーハの位置補正方法
【課題】 簡単な方法でチャックテーブル上に搬入されたウエーハの中心とチャックテーブルの回転中心とを容易に一致させることのできるウエーハの位置補正方法を提供することである。
【解決手段】 ウエーハの位置補正方法であって、撮像ユニットによってチャックテーブルに保持されたウエーハの外周縁の少なくとも3箇所を検出してウエーハの中心座標を算出し、ウエーハの中心座標とチャックテーブルの回転中心の座標との間の距離(ずれ量)を算出する。次いで、ウエーハの中心とチャックテーブルの回転中心を結ぶ直線がスピンドルの軸心の投影と一致するように、チャックテーブルを加工送り方向へ移動させるとともに所定角度を回転する。そして、チャックテーブルの負圧を解除してから、切削ブレードの先端をウエーハの側面に当接させた状態で切削ブレードを割り出し送り方向にずれ量分だけ移動し、ウエーハの中心とチャックテーブルの回転中心を一致させる。
(もっと読む)
レンズ芯取機の芯出し方法及び装置

【課題】レンズを傷つけることなく、Z値の小さいレンズに対する正確な芯出しを行うことができる技術手段を得る。
【解決手段】ホルダ上のレンズ表面に向けて投射された光ビームの反射光又は透過光を受光してその受光位置を出力する光学計測器と、レンズの外周を加工する回転砥石とは別に設けたプッシャと、このプッシャをホルダの軸心に向けて移動する送り装置とを備えている。光学計測器の計測値に基づいてレンズの偏芯方向をプッシャに向ける方向にホルダを回転させ、光学計測器の計測値に基づいてプッシャをホルダ中心に向けて進出させる。
(もっと読む)
研磨装置及び研磨方法
【目的】、過研磨を防止することが可能な研磨装置を提供する。
【構成】実施形態の研磨装置(100)は、ステージ(101)と研磨部(102,104)と検出部(110)とロック機構(120)とを備えた。ステージ(101)は、半導体基板を載置する。研磨部(102,104)は前記半導体基板の上方から前記半導体基板の周縁部を研磨する。検出部(110)は前記半導体基板の基準高さ位置を検出する。ロック機構(120)は、前記研磨部(102,104)が前記基準高さ位置から所定の距離だけ前記半導体基板面側へ移動した場合に、研磨部(102,104)の半導体基板面側への更なる移動が停止されるように、前記研磨部(102,104)の移動を拘束する。
(もっと読む)
SAWデバイス用ウェーハの研削方法
【課題】SAWデバイス用ウェーハの樹脂層を一定厚さに研削するにあたり、作業者の手作業をなくし、圧電基板や保護テープの厚さばらつきに影響されることなく樹脂層の研削量を正確に算出でき、樹脂層の研削量の算出から研削実施までの自動化を可能とする。
【解決手段】SAWデバイス用ウェーハ1の樹脂層6の研削前に、近赤外光照射手段62のヘッド部61と樹脂層6との間に形成される空間に少なくとも水が存在しない状態でヘッド部61から樹脂層6に近赤外光Lを照射し、樹脂層6の表面6aと基板2の表面2aで反射した各反射光の干渉波から、樹脂層6の厚さを算出し、必要な樹脂層6の研削量をウェーハ1ごとに求める。水に近似した屈折率を有する樹脂で形成された樹脂層6の厚さを水に影響されることなく算出するため、研削前の樹脂層6の正確な厚さ測定値をウェーハ1ごとに得る。
(もっと読む)
加工装置
【課題】チャックテーブルやウェーハの表面の高さを高精度で認識することを可能とする加工装置を提供する。
【解決手段】チャックテーブルと、チャックテーブルに保持された被加工物を加工する加工手段と、被加工物の表面を撮像する撮像手段と、Z軸方向に加工手段又は撮像手段を移動させチャックテーブルに向かって接近・離反させるZ軸移動手段と、Z軸移動手段の駆動を制御する制御手段と、を備えた加工装置において、Z軸移動手段は、加工手段又は撮像手段が固定された基台部と、基台部をZ軸方向に移動させる駆動部を備え、基台部には、下端部に配設される当接部と、Z軸の下降によってチャックテーブルの保持面又は保持面に保持された被加工物の表面に当接部が当接したことを電気信号で制御手段に出力する出力部と、を備えるタッチセンサーが搭載されていることを特徴とする加工装置とする。
(もっと読む)
切削装置
【課題】ダイシングテープに貼着固定される被加工物の向きや位置がターゲットパターン登録時とずれていた場合にもターゲットパターンをいち早く検出することを可能とする切削装置を提供することを目的とする。
【解決手段】チャックテーブル19は、鉛直方向を回転軸として回転する回転角度がコントローラにより制御され、カセット載置部9と仮置きテーブル12との間には撮像ユニット30(撮像手段)が配設され、撮像ユニット30は被加工物上面を撮像して得られた画像情報から仮置きテーブル12上での被加工物の分割予定ラインの角度を割り出し、撮像ユニット30によって割り出された分割予定ラインの角度がチャックテーブル19の加工送り方向と平行又は直交方向になるよう、チャックテーブル19が被加工物ユニットを保持後、所定の角度回転される。
(もっと読む)
被加工物保持治具
【課題】 照明光を照射して光導波路を検出するときに検出を補助する機能を備えた被加工物保持治具を提供することである。
【解決手段】 被加工物を保持するチャックテーブルと、該チャックテーブルに保持された被加工物に加工を施す加工手段とを有する加工装置の該チャックテーブルに着脱自在に装着され、上面に被加工物を載置して吸引保持する被加工物保持治具であって、鏡面加工された上面と、該上面に形成された吸引溝と、一端が該吸引溝に連通し他端が底面側に貫通する貫通吸引路を有し、加工装置の該チャックテーブル上に載置されて、該鏡面加工された上面に載置された透明体からなる被加工物に該チャックテーブルからの負圧を該貫通吸引路及び該吸引溝を介して作用させて該被加工物を吸引保持し、該上面で吸引保持した該被加工物の上方から照明光を照射することで、該被加工物を透過し該鏡面で反射した反射光で該被加工物を下面側から一様に照らすことができることを特徴とする。
(もっと読む)
工具経路算出装置、工具経路算出方法、及び加工装置
【課題】研削工具(砥石)を持つ加工装置の制御に係わり、工具の磨耗に対処して好適な経路を算出し、費用等を抑える。
【解決手段】本工具経路算出装置10は、加工装置20での研削中に工具に生じる磨耗を考慮した経路を算出する機能を有する。処理部201は、被削材と工具との組合せについて、(1)第1の研削加工(試加工)の結果データに基づき、研削諸元値と工具磨耗量との関係情報を含むデータをDB50に格納する処理と、(2)第2の研削加工(実加工)を行うためのNCデータ52を生成する際に、当該研削諸元値と、DB50とをもとに、第2の研削加工の工具磨耗量を算出する処理と、(3)工具の磨耗を考慮しない経路に対し、上記第2の研削加工の工具磨耗量を反映して補正した工具の経路を算出する処理とを行う。
(もっと読む)
切削装置および切削方法
【課題】低コストで高精度な、積層セラミックコンデンサを製造するためのワークの切削装置を提供する。
【解決手段】積層セラミックコンデンサを製造するためのワーク10を切削する切削装置100であって、ワーク10を切削するブレード22と、ブレード22を回転させるモータを備えたスピンドル20と、リング照明および同軸落射照明を切り換えてワーク10を撮像可能に構成された撮像装置30と、撮像装置30により取得されたワーク10の画像に対して画像処理を行うことによりワーク10の切削位置を特定し、特定された切削位置においてワーク10を切削するようにブレード22を制御する制御部40とを有する。
(もっと読む)
切削装置及び分割方法
【課題】被加工物に形成された2本のV溝から露出したアライメントマークを検出しアライメントマークを基準として加工予定ラインを設定する場合において、アライメントマークを効率よく検出できるようにする。
【解決手段】被加工物を撮像する撮像手段と、被加工物を回転可能に保持する保持テーブルと、被加工物を切削する切削ブレードを備える切削手段とを少なくとも備え、保持テーブルと切削手段とが相対的に切削送り方向に切削送りされるとともに、切削送り方向と直交する割り出し送り方向に相対的に割り出し送りされる切削装置において、撮像手段は、撮像素子が切削送り方向に一列に配列されたラインセンサであり、撮像手段と保持テーブルとを相対的に割り出し送りすることで被加工物の切削領域を検出する。割り出し送り方向に形成された2列の溝のアライメントマークを同時に検出することができるため、切削加工の生産性を向上させることができる。
(もっと読む)
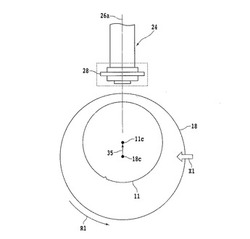
偏芯ワークの偏芯部の高速自動芯出し方法、及びその装置
【課題】1つの偏芯部を有する偏芯ワークにおいて、研削盤の加工中心(スピンドル軸の軸芯)と前記偏芯部の中心とを正確に一致させる高速自動芯出し方法を提供する。
【解決手段】測定装置Dにより測定された偏芯ワークW1の偏芯部Bの中心位置C2と研削盤の加工中心C0との上下方向のずれ量をdとすると共に、前記偏芯部Bの中心C2と加工中心C0を一致させるために、前記偏芯ワークW1の軸部Aを回転させる位相回転角度をθとした場合に、(sinθ=d/e)が成立する位相回転角度θを演算するための演算装置を備え、ワーク回転装置は、偏芯ワークW1の軸部Aを把持するクランプ具がエンコーダ付のサーボモータで回転される構成であり、前記エンコーダにより割り出された前記位相回転角度θだけ、前記ワーク回転装置により偏芯ワークW1の軸部Aを一挙に回転させて芯出しを行う。
(もっと読む)
硬質脆性板の周縁加工装置
【課題】搬入された板状のワークの位置及び角度の誤差を補正する補正手段を備えた、小型で装置構造も簡単かつ部品点数も少ない、周縁加工装置を提供する。
【解決手段】鉛直軸回りに回転するテーブル、ワークの周縁を加工する工具、工具送り装置及びワークの角部の画像を取得する1個のカメラを備える。テーブルにワークが搬入されたとき、カメラでワークの第1の角部と180度対向する第2の角部の画像を取得し、それらの角部のあるべき位置からの2次元平面方向の偏差を検出し、それらの偏差から、テーブル中心に対するワークの中心の位置偏倚及び角度偏倚を演算する。
(もっと読む)
研削加工盤及び研削加工方法
【課題】ティーチングレス化、ワークのセット替えの自動化により、セット替え時間の短縮化を図ると共に、不良品の発生を完全に無くし、一発で良品を出す。
【解決手段】砥石4支持用の支持軸6のセンター位置CPを基準に、研削加工前の最初のワーク2の直径ID、砥石の直径WD、研削加工後の最初のワークの研削完了位置S4、研削加工前の2番目以降の各砥石の実際の研削開始位置S0から仮の研削開始位置S0′を演算する場合、砥石を、仮の研削開始位置から移動させて研削加工を実行し、研削完了位置S4近傍で、砥石を、S4分だけ最初のワークから離間させることで、実際の研削開始位置S0を確定させる。仮の研削開始位置は、実際の研削開始位置との間に余裕量Sαを考慮し、S0′=ID−WD−S4−Sαなる演算で設定される。
(もっと読む)
インゴットブロックの自動クランプ方法
【課題】円筒状サファイアインゴットブロックの外周面を円筒研削加工する際、研削屑の発生量を減少させたい。
【解決手段】 オートローダー機器13でワークをクランプ装置7a,7bに自動クランプさせる際、一旦ワークをクランプさせた後、クランプされたワークの外周面高さを高さ測定機器HSで測定し、最大高さ(Hh)と最小高さ(Hm)の差の半分の値(Hh−Hm)/2だけワークのC軸心位置を移動させる再クランプを行った後にカップホイール型砥石10gを用いてワークのインフィード円筒研削加工を開始する。
(もっと読む)
分割予定ライン検出方法
【課題】分割予定ラインの間隔が等間隔でないとともに平行でない被加工物の分割予定ラインを正確に迅速に検出可能な分割予定ライン検出方法を提供する。
【解決手段】分割予定ライン検出方法であって、撮像手段を分割予定ラインに沿って相対的に移動して、第1アライメントマークPと、中間アライメントマークRと、第2アライメントマークQとの間隔に対応して各アライメントマークP、R、Qを撮像して記憶する往路アライメントマーク撮像工程と、撮像手段を隣接する分割予定ラインに移動し、各アライメントマークP,R,Qを撮像して記憶する復路アライメントマーク撮像工程と、該往路アライメントマーク撮像工程と該復路アライメントマーク撮像工程とを複数回繰り返して複数の分割予定ラインに関するアライメント情報を取得した後、位置情報から最小二乗法により、分割予定ラインを検出する分割予定ライン検出工程と、を具備した。
(もっと読む)
加工装置
【課題】可動部が比較的早い速度で移動中であってもチャックテーブルに保持された被加工物の撮像すべき領域を確実に撮像できる加工装置を提供する。
【解決手段】被加工物を撮像するカメラと、該カメラの撮像領域にストロボ光を照射するストロボ光源と、該位置検出部から出力される信号に基づき該ストロボ光源を駆動する制御手段とを含み、該制御手段は、被加工物の撮像すべき領域の座標が記憶された座標記憶部と、該ストロボ光源を駆動する照射指示部とを含み、該照射指示部は、該位置検出部から出力される位置信号と該座標記憶部に記憶された座標とが一致したときからストロボ光が照射されるまでの遅れ時間を(S)とし、該可動部の移動速度を(V)としたとき、該座標記憶部に記憶された座標から(VS)を減じた値と該位置検出部から出力される信号とが一致した際、該ストロボ光源を駆動する駆動信号を出力することを特徴とする。
(もっと読む)
加工装置
【課題】被加工物に応じて光の当て具合を適宜調整可能な加工装置を提供する。
【解決手段】撮像手段は、チャックテーブル20に保持された被加工物Wを撮像するカメラ94と、ハーフミラー72と、被加工物Wを照明する第1ストロボ光源70と、環状に配設された複数の光ファイバ112と、該複数の光ファイバ112の他方の端面に光を入射して該チャックテーブル20に保持された被加工物Wをリング照明する第2ストロボ光源98と、該第1ストロボ光源70と該ハーフミラー72との間に配設された第1光量調整器82と、該第2ストロボ光源98と該複数の光ファイバ112の他方の端面との間に配設された第2光量調整器100と、を含み、該第1光量調整器82及び該第2光量調整器100は、回転軸を有する回転板88,106と、開口部とを備え、該開口部は該回転軸の回転角度に応じて透過する光量が連続的に変化するように末広がりに形成されている。
(もっと読む)
自動ドリル先端加工機
【課題】ドリルと砥石との相対位置検出時にドリルと砥石との衝突による損傷を防止する。
【解決手段】既定方向に移動自在に設けられかつ被加工材となるドリルWが把持されるチャックを有する主軸1と、既定方向に移動自在に設けられて主軸に把持されたドリルの先端にホーニングを形成するための加工を施す砥石4と、これら主軸と砥石とを既定方向に移動させるための駆動機構と、を具備する。主軸と一体に設けられてチャック内にあるドリル取り付け軸線と平行な位置関係に配置された計測用プローブ3と、主軸の移動範囲内に配置されてチャックに把持されたドリル及び計測用プローブを撮影する撮影カメラ20,21と、撮影カメラからのドリル及び計測用プローブの撮像情報並びに駆動機構からの駆動情報を取得し、それらの情報を基に、砥石によるドリルの先端にホーニングを形成する情報を駆動機構に発する制御手段と、を有する。
(もっと読む)
ワーク切削ラインの表示方法
【課題】半導体ウェハのようなワークでの切削ラインの位置を直観的に認識し易くし、切削ラインの位置の確認を混乱せずに確実に行えるようにする。
【解決手段】第1カメラ22で撮影したワーク全体を映し出す広範囲画像および第2カメラ24で撮影した前記ワークの一部を拡大して映し出す高倍率画像であって工作機械の制御軸座標との対応関係が既知の画像を画像処理装置28により生成し、工作機械の制御装置に記憶しているワークの切削位置データに基づいて画像処理装置により切削ラインの描画データを生成し、ワークの広範囲画像および高倍率画像に切削ラインを重ね合わせてディスプレイ装置30に表示する。
(もっと読む)
ガラス板の面取り方法及び面取り装置並びにガラス板
【課題】本発明は、直角度が許容値から外れたガラス板を直角度が良好なガラス板に効率よく加工するガラス板の面取り方法及び面取り装置並びにガラス板を提供する。
【解決手段】本発明のガラス板の面取り装置10は、ガラス板12の基準辺S1を砥石28の移動方向Aに対して直交方向となるように、CPU40が姿勢変更装置26を制御してガラス板12の姿勢を変更する。これにより、砥石28、28によって面取りされる辺S2、S3と基準辺S1との直角度が略直角になる。砥石28、28による辺S2、S3の面取り、及び直角度修正加工が終了すると、ガラス板12の姿勢を平面視において90度変更し、残りの辺S1、S4を面取り加工する。
(もっと読む)
1 - 20 / 171
[ Back to top ]