
Fターム[3C043AA12]の内容
Fターム[3C043AA12]に分類される特許
1 - 20 / 51
同時研磨機
【課題】加工材料の加工時間を低減する。
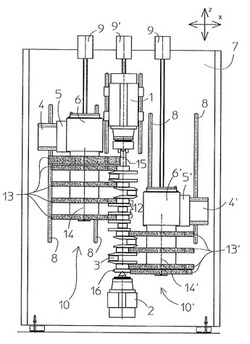
【解決手段】1つの軸3の中心にある回転面12を研磨するための研磨機で、加工材料スピンドル1、心押し台2、および、2つの研磨スピンドル台6、6′を備えており、軸3が中心軸線を中心として、回転駆動可能に装着されており、その際、これら研磨スピンドル台6、6′が、これら回転面12に対して半径方向に送られ得、多数の個別研磨ディスク13、13′を有する研磨ディスクセット10、10′が設けられており、これら個別研磨ディスクの輪郭が、加工されるべき回転面12に適合されており、その際、研磨スピンドル台6、6′が、軸3の相対して位置している側に設けられており、これら研磨スピンドル台のスピンドル軸線14、14′の方向内において、相対して位置ずれされており、従って、全ての回転面12が同時に加工可能である。
(もっと読む)
円柱状インゴットの複合面取り加工装置ならびにそれを用いてワークに円筒研削加工およびオリフラ研削加工をする方法

【課題】円筒状インゴットブロックの外周面の円筒研削加工を短くしたい。およびワークの結晶方位を高精度に検出したい。
【解決手段】 XRD機600を挟んで同一タイプのn(n=2〜4の整数)台の円筒研削
装置500を配置した複合面取り加工装置1とし、円筒研削装置500でワーク外周面の皺を取り除いた後に、円筒研削加工されたワークの結晶方位をXRD機600で検出、マーキング
する。
その後、前記円筒研削装置500を用いてワークのオリフラ研削加工を行う。
(もっと読む)
アンギュラ研削方法およびアンギュラ研削装置
【課題】アンギュラ研削において、熱変位等により砥石軸が伸縮した場合でも、ドレッシング加工の基本構成を改変することなく、また機械的構造を改変することもなく、ワークを所定の仕上がり寸法に研削するアンギュラ研削技術を提供する。
【解決手段】ワークWの内径面Wbおよび端面Wa、Wcを同時に研削するアンギュラ研削において、砥石車10の内径研削部10bおよび端面研削部10a、10cを、砥石ドレッサ20が所定の基準砥石面輪郭に沿って相対的にトラバース移動しながらドレッシング加工するとともに、このドレッシング加工時に検出した上記砥石車10の内径研削部10bと端面研削部10a、10cとのドレス量の差に基づいて、砥石車10のワークWに対する切込み量を補正することで、ワークWの内径面Wbと端面Wa、Wcを所定の仕上寸法に研削する。
(もっと読む)
ワークの複合面取り加工装置およびそれをもちいる複合面取り加工方法
【課題】円筒状インゴットブロック(ワーク)の外周面を円筒研削加工およびオリフラ研削加工する際の生産時間を短くしたい。
【解決手段】 XRD機600を挟んで同一タイプの円筒粗研削装置500a,500bおよび円筒仕上げ研削装置700a,700bの4台を設け、4台の円筒研削装置500a,500b,700a,700bのワークの面取り加工作業を同時間帯に平行に稼動できるように、ワーク
の搬送ロボット200を付随させた。
(もっと読む)
磁気記録媒体用ガラス基板の製造方法
【課題】ポリッシュ工程において酸化セリウムを用いることなく、又はその使用量を低減しつつ、十分な耐衝撃強度が得られると共に、そのような磁気記録媒体用ガラス基板を高い生産性で製造できる磁気記録媒体用ガラス基板の製造方法を提供する。
【解決手段】中心孔を有する円盤状のガラス基板の内外周端面に対して、少なくとも研削加工を施す工程を含み、研削加工を施す工程は、ダイヤモンド砥粒を金属からなる結合剤で固定したメタルボンドダイヤ砥石を用いて、ガラス基板の内外周端面を研削する1次研削加工と、ダイヤモンド砥粒を樹脂からなる結合剤で固定したレジンボンドダイヤ砥石を用いて、ガラス基板の内外周端面を研削する2次研削加工とを含む。
(もっと読む)
ガラスディスクの製造装置
【課題】ガラスディスクの研削砥石及び又は研磨砥石を研削作業及び又は研磨作業に続いて装置内でドレッシングができるガラスディスクの製造装置を得る。
【解決手段】内周面砥石50の駆動軸31に外周面ドレス砥石60を設け、且つ前記外周面砥石51の駆動軸41に内周面ドレス砥石61をそれぞれ設け、前記内周面砥石の駆動軸に外周面ドレス砥石の駆動軸を兼用させ、且つ前記外周面砥石の駆動軸に内周面ドレス砥石の駆動軸を兼用させてなる。
(もっと読む)
ワーク研削装置、ワーク研削方法、エンジンバルブ研削装置、及びエンジンバルブ研削方法
【課題】同一の設備で、短時間のうちに粗研削から仕上げ研削までを行って高精度な仕上げ面を得ることができるワーク研削装置、ワーク研削方法、エンジンバルブ研削装置、及びエンジンバルブ研削方法を提供する。
【解決手段】ワーク2を把持して研削砥石19によりワーク2の被加工面4Cを研削するワーク研削装置3において、前記研削砥石19が、一の砥石体の研削面25に粗研削を行う粗研削領域25C1と仕上げ研削を行う仕上げ研削領域25C2とを区別して備え、粗研削領域25C1を被加工面4Cに当接させて、トラバース加工により被加工面4Cの粗研削を実施し、仕上げ研削領域25C2を粗研削実施後の被加工面4Cに当接させて、プランジ加工により被加工面4Cの仕上げ研削を実施する構成とした。
(もっと読む)
加工装置および加工方法
【課題】 ころのクラウニング加工やクラウニング超仕上げ加工に適用され、加工時間の短縮を図り、量産に適用できると共に、微小な曲率のクラウニングや対数曲線形状のクラウニング加工に対応することができる加工装置および加工方法を提供する。
【解決手段】 加工装置は、それぞれ螺旋状に続く案内ねじ面4,4を外周を有し中心軸L1,L2回りに回転駆動される2本のフィードドラム1,2を平行に設置し、フィードドラム1,2は、互いに対向する案内ねじ面4,4にころWを転接させて回転により両フィードドラム1,2間にころWを通過させるものであり、フィードドラム1、2間を通過するころWのクラウニング部を加工する砥石を備える。フィードドラム1,2の案内ねじ面4は、ころWの外周面を同ころWの前後2箇所で支持するように軸方向に並ぶ2つの分割ねじ面部4a,4bに分割されている。
(もっと読む)
研削装置におけるワーク保持装置および軸受軌道輪の製造方法
【課題】研削時の研削力によってズレ動きが生じたり、変形が生じたりすることなくワークを安定よく保持することができるようにした研削装置におけるワーク保持装置を提供することである。
【解決手段】主軸1の先端にマグネットチャック2を介してドライブプレート3を取付け、そのドライブプレート3に形成された円筒部4の先端のワーク吸着面5によりワークWを吸着支持する。円筒部4の内側にピンブロック7を周方向に間隔をおいて設け、それぞれのピンブロック7に形成されたピン孔11に保持ピン12を出没自在に組込む。保持ピン12の下方に形成された加圧室11bに圧縮エアを供給して保持ピン12を上方に移動させ、ピン孔11から外方に突出する保持ピン12の先端部をワークWの内径面の端部に形成された面取りcに当接させて、ワークWの内径部を保持し、その保持状態でワークWの内径面あるいは外径面の研削加工を行うようにする。
(もっと読む)
流体動圧軸受装置用のハブ一体軸及びその製造方法
【課題】ハブ部を薄肉化した場合でも、寸法精度を十分に高めることが可能なハブ一体軸を提供する。
【解決手段】板材の塑性加工により軸部21及びハブ部22を一体に有する素形材30成形し、この素形材30のうち、少なくとも軸部21の外周面21b及びハブ部22の回転体搭載面(鍔部22cの上側端面22c1)に研削仕上げを施す。
(もっと読む)
研削盤
【課題】外周面研削と内周面研削を行う複合研削盤1において、異なる外周面研削用砥石整形装置と内周面研削用砥石整形装置を備えると、内周面研削から外周面研削へ切り替える場合または逆の場合に、砥石整形装置を交換する必要があり段取り変えに時間を要し、砥石整形装置を2式必要とし機械コストが高くなる。
【解決手段】外周面研削用砥石車13の回転方向と内周面研削用砥石車14の回転方向を同じとし、工作物Wの回転方向を、外周面研削時には外周面研削用砥石車13と同じ方向に回転させ、内周面研削時には外周面研削時と逆の方向に回転させることで砥石整形装置15を共用する。
(もっと読む)
複合研削盤による研削方法
【課題】ワークを挟持する方向を入れ替えることなく、且つよりシンプルな構造の研削盤にてワークの両端部近傍の研削が可能である、複合研削盤による研削方法を提供する。
【解決手段】一対の主軸装置を用い、一対のセンタ部材21、31にてワークWを挟持するステップ(A)、2つのセンタ部材を主軸回転軸ZWの一方側にスライドさせるステップ(B)、他方側用砥石TBをワークの他方側の端部近傍WTbに対向させるステップ(C)、一方側の駆動ピン23を回転させて他方側用砥石にてワークの他方側の端部近傍を研削するステップ、他方側用砥石を離間して一方側の駆動ピンの回転を停止して2つのセンタ部材を主軸回転軸の他方側にスライドさせるステップ(D)、一方側用砥石TAをワークの一方側の端部近傍に対向させるステップ(E)、他方側の駆動ピン33を回転させて一方側用砥石にてワークの一方側の端部近傍WTaを研削するステップ、とを有する。
(もっと読む)
研削盤
【課題】一対の砥石台の回転砥石を含む加工領域のみを有効に封鎖して、加工領域からのクーラント液等の飛散を防止できる研削盤を提供する。
【解決手段】ベッド11上にワークWをクランプして回転させるための一対のワーク支持装置12,13を設ける。ベッド11上に一対のサドル14をワークWの回転軸線に沿ってそれぞれ移動可能に設ける。各サドル14上には、それぞれ回転砥石16c及びその駆動機構16dを備えた砥石台16をサドル14の移動方向と直交する方向へ移動可能に支持する。両ワーク支持装置12,13のクランプ部12a,13a及び回転砥石16cが加工領域Tの内側に位置するとともに、両ワーク支持装置12,13の軸受部12b,13b及び両砥石台16の軸受部16bと駆動機構16dが加工領域Tの外側に位置するように、加工領域Tを密閉状に区画するための固定カバー21及び伸縮カバー22よりなる区画構造体20を設ける。
(もっと読む)
圧延ロール研削装置
【課題】再研削の効率を向上させこの再研削による製品精度を飛躍的に向上させることができる画期的な圧延ロール研削装置を提供すること。
【解決手段】複数個が突き合い夫々の外周面に設けた型溝1に合致する形状に圧延する圧延ロール2を研削する圧延ロール研削装置であって、前記突き合う一組の圧延ロール2の双方を砥石4で研削する研削機構5を備え、この研削機構5の砥石4を移動制御して前記双方の圧延ロール2を研削した後、この圧延ロール2の研削結果を測定検査するワーク測定検査部6を備えると共に、このワーク測定検査部6の検査結果に応じて前記ワーク保持部3に前記双方の圧延ロール2を保持したまま移動させて前記研削機構5で再研削するワーク保持部移動機構7を備えた圧延ロール研削装置。
(もっと読む)
棒状の被加工物を研削する心なし円筒研削盤及び棒状の被加工物を心なし円筒研削する方法
心なし円筒研削盤において、被加工物(1)は、調整ディスク(3)、研削ディスク(5)及び受け板(7)よりなる研削間隙(15)内に存在している。調整ディスク(3)は、調整ディスク(3)の回転軸線周りに回転方向(11)で回転し、これにより被加工物(1)を回転方向(13)で回転駆動する。研削ディスク(5)は、研削ディスク(5)の回転軸線(6)周りに回転方向(12)で回転駆動されている。被加工物(1)は、被加工物(1)の長手方向軸線の方向で、それぞれ同軸的に相前後して配置されている調整ディスク(3)及び研削ディスク(5)の複数のセットを通走する。調整ディスク(3)及び研削ディスク(5)は、それぞれの軸線に沿って軸方向の中間スペースを有する。調整ディスク(3)は、研削ディスク(5)間の中間スペースに係合し、研削ディスク(5)は、調整ディスク(3)間の中間スペースに係合するので、側方のオーバラップ領域(19)がディスク(3,5)間に形成される。その結果、下方にずらされた研削間隙(15)が生じる。研削間隙(15)は、下向きに拡幅しており、調整ディスク(3)及び研削ディスク(5)における被加工物(1)の確実な支持を保証する。1つの共通の基準平面(14)と三角形(21)とは、本願の利点を明確に表している。小さな直径の被加工物(1)も、下方にずらされた研削間隙(15)内で確実に締め付けられているので、高い切りくず排出量での研削が可能である。 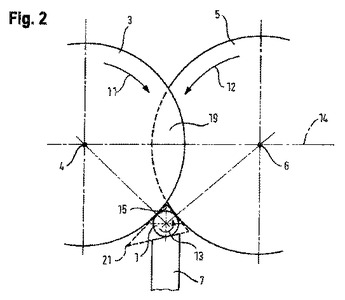 (もっと読む)
(もっと読む)
筒状ワークの研削方法
【課題】外研砥石と内研砥石と外径側を測定可能な測定手段を用い、内径側を直接的に測定することなく、外径側も内径側も所望する寸法にて研削できるとともに、より短時間に研削加工することができる、筒状ワークの研削方法を提供する。
【解決手段】筒状ワークWの外径の加工個所の一部を内研砥石TNにて試し研削し、内研砥石の位置情報を得るとともに、外径測定手段60にて試し研削した個所(WK)の寸法を測定するステップと、試し研削した際の内研砥石の位置情報と、試し研削した個所の外径の寸法と、に基づいて内研砥石における筒状ワークの径方向の先端部の位置である内研砥石先端位置を求めるステップと、内研砥石先端位置に基づいて内研砥石の位置を制御して筒状ワークの内径を研削するステップと、外研砥石を用いて試し研削した個所を含む筒状ワークの外径を研削するステップと、を有する。
(もっと読む)
複合研削盤
【課題】複数の砥石を配置した旋回台をより小さくするとともに、旋回台上に配置する砥石をより適切な位置に配置することで、旋回台を更に小型化できるとともに、加工時間をより短く、更に複合研削盤の全体も小型化することができる複合研削盤を提供する。
【解決手段】第1アンギュラ砥石とプレーン砥石(互いの回転軸は平行、且つ旋回軸に直交)が旋回軸周りに旋回する旋回台上に配置されており、旋回軸を通り砥石回転軸に平行な基準対称面MAと、基準対称面に直交して旋回軸を通る基準直交面MBを仮定し、第1アンギュラ砥石TA1の研削基準点PA1と、プレーン砥石TP1の研削基準点PP1と、が基準対称面に対して非対称となる位置に配置されており、プレーン砥石の研削基準点が、第1アンギュラ砥石の研削基準点よりも基準直交面に近い位置に配置されているとともに第1アンギュラ砥石の研削基準点よりも基準対称面から遠い位置に配置されている。
(もっと読む)
研削支持装置
本発明は、クランクシャフト(20)などのワークピース(10)の多重ベアリング研削のための方法及び装置に関し、メインベアリング(21)の研削と同時にベアリングポイントにおいて支持要素座部(28)が発生する。少なくとも1つの研削ディスクと、旋回可能な支持顎または支持体で構成される支持要素(34)とを有する研削スピンドルヘッドを含む研削支持ユニット(30)が使用される。支持ポイント座部(28)が研削された後、支持要素(34)は支持ポイント座部に接触し、更なる機械加工の間ワークピース(10)を支持する。支持ポイント座部(28)といくつかのベアリングポイント(27)との同時研削により、ワークピース(10)の研削にかかる加工時間が従来技術よりも短縮される。  (もっと読む)
(もっと読む)
一対の給油孔を備えたドリル用ワーク、及び孔付ワークの芯出し方法、並びに芯出し装置
【課題】一対の給油孔を備えたドリル用ワークの当該一対の給油孔の孔中心を結ぶ線分の中点位置と、加工中心位置とが一致するように芯出しして、刃付面である先端テーパー面を研削して得られる製品の孔配置バランスを最適にする。
【解決手段】偏芯しているドリル用ワークW1の切刃面を研削するための芯出しする方法であって、研削盤のスピンドル軸が回転しないように固定した状態で、中点Kの位置が偏芯軸を中心とする加工中心を通る特定円弧上に配置されるように、偏芯クランプ装置で仮固定されたドリル用ワークW1をワーク回転装置により指令角度だけ回転させる第1芯出し工程と、前記偏芯軸を中心にして、ドリル用ワークW1の前記中点Kの位置が前記スピンドル軸の軸芯である加工中心上に配置されるように、当該偏芯軸を指令角度だけ指令方向に回転させる第2芯出し工程とを含む。
(もっと読む)
シャフトを機械加工する方法および装置
本発明は、加工物台(6)を有し、研削ディスク(4)および制御ディスク(5)を備えたディスク装置(3)を有し、軸方向ストッパ装置(7)を有する、段付きシャフト(2)を機械加工する装置(1)に関し、軸方向ストッパ装置(7)は、シャフト(2)の端面部分(9)と接触させて一時的に置くことができ、ストッパ装置(7)のストッパ部分(11)に対接する点状接触面(10)を有する接点アダプタ(8)を有する。 (もっと読む)
1 - 20 / 51
[ Back to top ]