
Fターム[3C047AA15]の内容
研削機械のドレッシング及び付属装置 (4,541) | ドレッシング一般 (865) | ロータリードレッサを用いるもの (91)
Fターム[3C047AA15]に分類される特許
1 - 20 / 91
ロータリドレッサ及びその製造方法
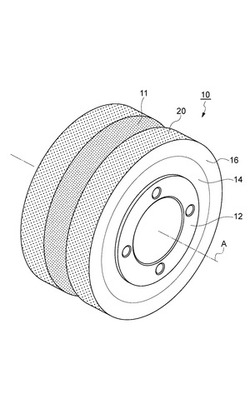
【課題】切れ味が良好で精度良くドレッシングを行なえるロータリドレッサ及びその製造方法を提供する。
【解決手段】ロータリドレッサ10は、芯金12と電鋳層16と電鋳層16の外周面17に固着された超砥粒20とを備え、複数の超砥粒20が集合した島領域21が外周面17に間隔をおいて複数設けられる。複数の超砥粒20が集合した島領域21が間隔をおいて複数設けられるため、安価な小さな超砥粒で高価な大きな超砥粒を低密度で固着した場合と同様のドレッシング精度が得られ、一個の超砥粒の接触面積は小さくでき良好な切れ味が得られる。また同じ粒径の超砥粒を用いた場合において、外周面の面積に対して同じ砥粒数でも、超砥粒が外周面に一様に分散している場合に比べ、ロータリドレッサの回転時に一個の島領域の超砥粒と次の島領域の超砥粒との間隔を広げ、砥粒のない領域を広くでき、切れ味を向上できる。
(もっと読む)
超砥粒工具およびその製造方法

【課題】工具寿命を長くすることが可能な超砥粒工具を提供することを目的とする。
【解決手段】ダイヤモンドロータリードレッサー1は、台金10と、台金10に配置された柱状ダイヤモンド20とを備える。柱状ダイヤモンド20の表面が露出している先端部25にはR0.05mm〜R1mmの丸みが設けられている。
(もっと読む)
ドレッシング装置、ドレッシング方法および研磨装置
【課題】研磨パッドの磨耗とドレッサの汚染を防ぎながらドレッシングを行なうこと。
【解決手段】研磨パッド1のドレッシング処理に用いるドレッシング液として、純水に微細気泡を混ぜたものを用いる。さらにドレッサ10を円環状とし、この円環状の中空部分にドレッシング液を供給しながらドレッシング処理を行なう。ドレッサの中空部分に供給された、微細気泡を含有するドレッシング液は、ドレッサの中空部分に一定時間滞留し、ドレッシング液中の微細気泡が、研磨パッド1やドレッサ10等についたゴミを吸着、除去する。
(もっと読む)
超仕上げ砥石の製造方法、その方法により製造された超仕上げ砥石、及び、転がり軸受の超仕上げ方法
【課題】砥石交換後1個目から精度のよい超仕上げ加工が可能な転がり軸受の外輪軌道加工用の超仕上げ砥石の製造方法、その方法により製造された超仕上げ砥石、及び、転がり軸受の超仕上げ方法を提供する。
【解決手段】ロータリードレッサー50で成形される、転がり軸受の外輪軌道加工用の超仕上げ砥石の製造方法であって、ロータリードレッサー50の中心軸線Oに直交する直交線Xに対して超仕上げ砥石の中心線Yをオフセットさせた状態で、超仕上げ砥石の先端部11をロータリードレッサー50に押し付けて成形する少なくとも2回のプランジ加工を行うことで先端部11の一方側と他方側にそれぞれ湾曲面12a、12bを形成させて、先端の尖った頂部13を形成する。
(もっと読む)
歯面加工装置及び歯車製造方法
【課題】高硬歯車の面粗さの改善などを目的として加工圧を調節することができる歯面加工装置及び歯車製造方法を提供する。
【解決手段】歯面処置装置10は、はす歯状砥石2と、はす歯状砥石2の回転軸Cと被加工歯車Wの回転軸Xとの相対位置を移動できる位置調節手段3と、はす歯状砥石2の回転軸Cと被加工歯車Wの回転軸Xとの相対位置を調節して、被加工歯車Wの1つの歯を形成する歯面のうち一方の被加工歯面11のみ、はす歯状砥石2の砥石歯面21に当接させてはす歯状砥石2及び被加工歯車Wを噛み合わせるように位置調節手段3を作動させる相対位置制御部71と、砥石回転手段4を作動させる砥石回転手段制御部72と、回転トルクを所定範囲に調節するように回転トルク制御手段5を作動させるトルク制御手段制御部73と、をもつ制御手段7とを有する。
(もっと読む)
アンギュラ研削方法およびアンギュラ研削装置
【課題】アンギュラ研削において、熱変位等により砥石軸が伸縮した場合でも、ドレッシング加工の基本構成を改変することなく、また機械的構造を改変することもなく、ワークを所定の仕上がり寸法に研削するアンギュラ研削技術を提供する。
【解決手段】ワークWの内径面Wbおよび端面Wa、Wcを同時に研削するアンギュラ研削において、砥石車10の内径研削部10bおよび端面研削部10a、10cを、砥石ドレッサ20が所定の基準砥石面輪郭に沿って相対的にトラバース移動しながらドレッシング加工するとともに、このドレッシング加工時に検出した上記砥石車10の内径研削部10bと端面研削部10a、10cとのドレス量の差に基づいて、砥石車10のワークWに対する切込み量を補正することで、ワークWの内径面Wbと端面Wa、Wcを所定の仕上寸法に研削する。
(もっと読む)
超砥粒工具およびその製造方法
【課題】高精度で超砥粒の脱落が起こらない長寿命のロータリードレッサを提供することを目的とする。
【解決手段】ダイヤモンドロータリードレッサ1は、溶射により形成されて、気孔率が3%以下である溶射層23と、溶射層23上に形成されて、1層の超砥粒21が結合材22により保持されている超砥粒層20とを備える。
(もっと読む)
首振り型の砥石成形装置
【課題】首振りロータリードレッサ装置と首振り単石ダイヤモンドドレッサ装置を一体化した砥石車成形用ドレッシング装置。
【解決手段】砥石車17の研削面に対して成形砥石27a,29aの角度調整をサーボモータ駆動により旋回軸14を旋回させることにより成形砥石台8を旋回させて行わせる角度調整機構12を有し、旋回軸14の軸心の長手方向先端に前記成形砥石台8を設け、この成形砥石台8にロータリー成形砥石27aと単石ダイヤモンド砥石29aをロータリー成形砥石27aの直径面が前記砥石車17の直径面と平行となるように、かつ、ロータリー成形砥石27aの直径を含む垂直面が単石ダイヤモンド砥石29aの成形軸心面を含むように支持ア−ム8b,8cを利用して並設した首振り型の砥石成形装置100。
(もっと読む)
ツルーイング方法及びツルーイング装置
【課題】ツルアから遊離した砥粒の研磨作用を効率よく利用すると共に、砥石の回転軸の指向方向を変化させる必要がない簡単な装置により砥石の外周部を成形することが可能なツルーイング方法を提供する
【解決手段】砥石6を支持する支持部9が、X軸、Y軸及びZ軸の3軸のそれぞれに沿った方向に移動するに際し、回転軸7の軸心71は常にY軸方向を指向している。そして、円錐面に形成されたツルア1の砥面2により、砥石6の外周部8を成形するに際し、砥面2を形成する母線5上の点P1における法線と、外周部8上の点P21における法線とのそれぞれの方向が同一となるように、ツルア1と砥石6との位置関係が保持されている。即ち、点P1と点P21とが接触した接触部が、母線5に沿って移動するようになっている。
(もっと読む)
総型砥石の製造方法
【課題】本発明は、1回の研削だけで、所望の形状の総型砥石が得られる総型砥石の製造方法を提供する。
【解決手段】縁部を面取り前の円板状の加工用砥石11を水平回転させつつ、水平に保持した円柱形状のツルアー2を、加工用砥石11の縁部に、該縁部が断面円弧状に面取りされるよう上下動させながら接触させるとともに加工用砥石11の中心に向けて前進させる研削工程を有する総型砥石の製造方法であって、上記研削工程において、ツルアー2の工具軌跡を、総型砥石の加工形状にツルアー2の研削後の半径(r´)だけ離間した軌跡とする総型砥石の製造方法。
(もっと読む)
ドレッシング装置、およびこのドレッシング装置によりドレッシングされる加工工具を用いた製造装置
【課題】ドレッシングが行われる時間を正確に把握することができるドレッシング装置を提供する。
【解決手段】本発明に係るドレッシング装置は、ドレッシング工具1と、ドレッシング工具1を回転駆動するサーボモータ21とを備え、ドレッシング工具1をドレッシング面2内で回転させてドレッシング工具1のドレッシング面2に当接する研磨パッド15のドレッシングを行うドレッシング装置DAにおいて、サーボモータ21の回転駆動トルクを測定するトルク測定器35と、トルク測定器35により測定されたサーボモータ21の回転駆動トルクに基づいてドレッシング面2が研磨面16に当接していた時間を測定するコントローラ30とを有して構成される。
(もっと読む)
加工液供給装置
【課題】フローティングノズルの磨耗を簡単な位置検出器で検出できる加工液供給装置1を提供。
【解決手段】研削砥石3の外周面4をツルーイングやドレッシングするドレッサ5と、外周面に向かって加工液を供給するノズル25を設ける。ノズルは外周面に開口する開口部26と、開口部の両側に研削砥石両側面側に延出する鍔部27a、27bを設け、ノズルを研削砥石外周面に付勢する付勢部材14と、ノズルを付勢方向自在に支持するノズル支持部材11と、ノズル支持部材とノズルとの相対位置を検出する位置検出器32と、を設け、ノズル支持部材をドレッサを軸支するドレッサ支持台6に固定する。ドレッサはロータリードレッサとする。さらに、単結晶ダイヤモンドドレッサを砥石軸方向に移動可能にし、ノズル支持部材を研削砥石に対して鍔部により位置保持できるように、砥石軸方向に移動可能にドレッサ支持台に取付ける。
(もっと読む)
ガラスディスクの製造装置
【課題】ガラスディスクの研削砥石及び又は研磨砥石を研削作業及び又は研磨作業に続いて装置内でドレッシングができるガラスディスクの製造装置を得る。
【解決手段】内周面砥石50の駆動軸31に外周面ドレス砥石60を設け、且つ前記外周面砥石51の駆動軸41に内周面ドレス砥石61をそれぞれ設け、前記内周面砥石の駆動軸に外周面ドレス砥石の駆動軸を兼用させ、且つ前記外周面砥石の駆動軸に内周面ドレス砥石の駆動軸を兼用させてなる。
(もっと読む)
研削盤および砥石車のツルーイング方法
【課題】ツルアの支持剛性を十分に確保することにより砥石車の形状成形精度を良好にしつつ、ツルアの偏摩耗の発生を防止することができる研削盤および砥石車のツルーイング方法を提供する。
【解決手段】砥石台60は、砥石車63の中心軸である第二軸C1の回りに回転可能に砥石車63を支持すると共に、第二軸C1に直交する第三軸Bの回りに回転可能にベッド10に支持される。制御手段80は、ベッド10に対して砥石台60を第三軸Bの回りに回転させながら、砥石車63におけるツルア72との接線Eに対するツルア72の向きが一定の状態となるように砥石車63のツルーイングを行う。
(もっと読む)
ロータリドレッサ
【課題】円周上のダイヤモンド砥粒の個数を揃えることにより、ドレス抵抗を低減させるとともに、偏摩耗を抑制して、ドレッサの形状精度を長期に亘って維持できるロータリドレッサを提供することを目的とする。
【解決手段】軸方向位置の径が異なる円弧部あるいは傾斜部からなる外周面を有するロール11と、ロールの外周面に埋め込まれた多数のダイヤモンド砥粒12とを備え、ロールの外周面のいかなる軸方向位置においてもダイヤモンド砥粒の個数を一定にした。
(もっと読む)
工作物に複雑な形状を仕上げる研磨工具および方法
切削ウォームのねじ山間隙にドレッシング工具をセンタリングするための装置ならびに方法
【課題】ドレッシング工具のセンタリングを自動的に行い大幅に時間短縮することを可能とする方法並びに装置を得る。
【解決手段】ドレッシング工具(27)を予備センタリングするために軸方向の移動を伴わずに放射方向の装入によって回転する切削ウォーム(11)の周囲部と接触させるとともに切削スピンドル(16)の音響センサの信号および回転角度センサ(18)を使用してねじ山間隙(36)の横断が開始または終止する切削ウォーム(11)の回転角度位置を検出する。次に、ねじ山間隙(36)内に装入されるドレッシング工具(27)を正確にセンタリングするために軸方向の移動によって左右のフランク(38,39)と接触させ、この際音響センサ信号によって予め設定可能な信号レベルを超過した際に軸方向の装入を停止するとともに、ここで到達したドレッシング工具(27)の接触位置から切削ウォームのねじ山間隙(36)の正確な中央を計算する。
(もっと読む)
内歯車研削用ねじ状砥石のドレッシング方法
【課題】高精度に製作したドレスギヤを用いることにより、内歯車を研削するためのねじ状砥石を高精度にドレッシングすることができる内歯車研削用ねじ状砥石のドレッシング方法を提供する。
【解決手段】内歯車Wの研削時に与えられた当該内歯車Wに対する軸角Σで配置した樽形のねじ状砥石11と、この軸角Σで配置したねじ砥石11の換わりに内歯車Wと噛み合うように仮想された仮想外歯車14と噛み合い可能な外歯式のドレスギヤ13とを、噛み合わせた状態で、これらねじ状砥石11とドレスギヤ13とを同期回転させながら、X−Y平面内において円弧状に相対的に移動させることにより、ドレスギヤ13がねじ状砥石11の砥石軸方向全域に亘ってドレッシングするようにした。
(もっと読む)
砥石のドレッサの径管理方法
【課題】手間が省かれ簡易な方法でありながら精度の高い砥石のドレッサの径管理方法を提供する。
【解決手段】砥石95の側面に形成したスピンドル91と同心状のドレッサ径測定リング部953の径を測定し、次いで、ドレッサ軸84をスピンドル91と平行にしてドレッサ83をリング部953の外周面であるドレッサ径測定部955に接触させ、この時のスピンドル91の位置とドレッサ軸84の位置とリング部953の径とに基づいてドレッサ83の径を求める。以降は、ドレッサ83がリング部953の外周面に接触した後に摩耗したリング部953の径を測定して1回の摩耗量を把握し、ドレッサ83がリング部953に接触した回数から現在のリング部953の径を算出して、ドレッサ83の径を求める。
(もっと読む)
ワーク支持装置付き複合平面研削装置
【課題】 被研削材の研削加工時間を短縮できる複合平面研削装置の提供。
【解決手段】 左右方向に往復移動するワークテーブル31上に載置された被研削物の表面を、ワークテーブルの中心点31cと第一研削砥石車26aの直径方向と第二研削砥石車26bの直径方向を含む鉛直平面上に、かつ、ワークテーブルの中心点31c位置が、研削加工開始時待機位置の第一砥石軸の中心点25aと第二砥石軸の中心点25bから等距離の位置に砥石車26a,26bを配置してなり、ワークテーブル31上にワーク軸チルト機構を備えるワーク支持装置33を搭載した複合平面研削装置1。砥石車の交換をすることが不要であり、研削加工時間を短縮できる。ワークをチルト機構32により傾斜させることによりV溝研削加工やR面研削加工も可能である。
(もっと読む)
1 - 20 / 91
[ Back to top ]