
Fターム[3C049AA02]の内容
3次曲面及び複雑な形状面の研削、研磨等 (13,165) | 装置の構造(工具) (4,425) | 工具の種類 (1,832) | 砥石を用いるもの (1,164)
Fターム[3C049AA02]の下位に属するFターム
回転砥石の周面を用いるもの (538)
回転砥石の端面を用いるもの (290)
Fターム[3C049AA02]に分類される特許
141 - 160 / 336
平面ディスプレイ用の面取り機及びその面取り加工方法
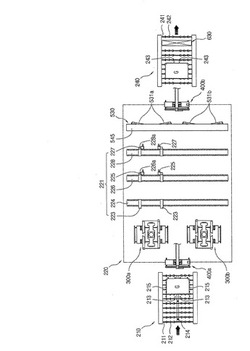
【課題】平面ディスプレイ用の面取り機及びその面取り加工方法を提供する。
【解決手段】本発明の平面ディスプレイ用の面取り機は、基板ローディングユニットと基板アンローディングユニットとの間に設けられて、基板のコーナー及び辺に対する面取り加工を進行する面取り加工ユニットを含み、面取り加工ユニットは、上面に基板が載置支持される少なくとも一つのステージと、基板の第1辺エッジに対する面取り加工を進行する第1面取り加工用のホイールと、第1面取り加工用のホイールに対して相互離隔配されて基板の第1面両側コーナーに対する面取り加工を進行する第2面取り加工用のホイールとを備えたグラインダーと、を含むことを特徴とする。本発明によれば、面取り加工作業時にかかるタクトタイムを従来よりさらに減少させることができて生産性を向上させうる。
(もっと読む)
炭化珪素半導体装置の製造方法

【課題】トレンチ内をエピタキシャル層で埋め込んだ後、平坦化する際にSiC基板の表面に対して並行に平坦化が行うことができるようにする。
【解決手段】SiC基板10の裏面を基準面としつつ該SiC基板10の裏面を可変な状態で加圧することにより研磨部材3に押し当てると、突起状生成物13を研磨にて除去することができる。このため、突起状生成物13を除去した後のエピタキシャル層12の表面を基準面としてSiC基板10の裏面を研削することで、SiC基板10の裏面を平坦面にでき、この裏面を基準面とすれば、エピタキシャル層12をSiC基板10の表面に対して並行に平坦化することが可能となる。
(もっと読む)
研削装置
【課題】大型の玉軸受の玉の軌道及びリニアガイドのレールにおける玉転動溝等を精度良く超仕上げ加工する研削装置を提供する。
【解決手段】研削装置は、2つの横ロッド5,6、2つの縦ロッド14a,14b、砥石30保持用ホルダ15、及び縦ロッド、ホルダを横ロッドに揺動可能に連結する揺動軸31a,…による平行リンク機構7を有し、1の縦ロッドは一端が外部で揺動伝達軸39に固定され、他の縦ロッドは一端が揺動伝達軸側で揺動可能に従動軸38に支持され、ホルダは、揺動伝達軸の側に砥石を保持可能で、そのときの砥石の揺動中心軸とホルダを各横ロッドに連結する各揺動軸との位置関係の全てが、揺動伝達軸と1の縦ロッドを各横ロッドに連結する各揺動軸との対応する各位置関係、及び従動軸と他の縦ロッドを各横ロッドに連結する各揺動軸との対応する各位置関係のいずれにも同一となっている。
(もっと読む)
レンズ保持治具装着装置
【課題】枠入れ後の眼鏡枠をそのまま本装置にセットする事ができ、前記作業を左右両枠で自動で行い熟練が必要でかつ、時間を要していた作業工程を自動化することで、誰にでも簡単に確実なレンズ保持治具装着装置、その検出装置を備えた眼鏡枠形状測定装置を提供すること。
【解決手段】レンズ保持治具装着装置は、レンズ保持治具がブロックされた眼鏡レンズMLを玉型形状レンズに加工した後、加工した玉型形状レンズ(眼鏡レンズLa,Lb)をメガネフレームに装着した状態で測定手段(全体検出光学系100,隠しマーク検出光学系200,CL測定装置300)により光学的な位置情報を検出し、その検出した位置情報と、治具取付手段(レンズ吸着機構68)でブロックしたときの位置情報とを比較し、枠入れ後の玉型形状レンズの状態が所望する範囲に入っているのかを検査するための検査手段(演算制御回路130)を有する。
(もっと読む)
小型チルト式研磨方法及び装置
【課題】簡易な機構により、研磨荷重を効率良く掛けて、微小な研磨物品である微小レンズ、その微小レンズの金型などを研磨する方法および装置を提供する。
【解決手段】ワークをワーク保持手段で保持した状態で、ワークの研磨面の上方に研磨面と接触するようにツールを配置して、ワークを研磨する小型チルト研磨方法であって、ツールを揺動させる一方で、ワークを回転軸心のまわりで回転させつつ、ワークをワーク保持手段と一緒に傾動軸心のまわりで傾斜させることを特徴とする小型チルト研磨方法。
(もっと読む)
ワーク保持装置
【課題】被加工物の研削や研磨加工において、被加工物等の損傷を生じることなく、加工前後の段取り作業や被加工物の着脱を効率よく容易に行う。
【解決手段】被加工レンズ2を保持する受けホルダー3の背面を、弾性体6を介して押えホルダー5に支持させるレンズ保持装置H1において、受けホルダー3の背面に突設され、軸方向にエアー導入路3dが貫通して穿設された突起軸3bと、この突起軸3bが挿入されるように押えホルダー5に設けられたエアー導入路5dと、突起軸3bの外周の縮径溝部3mと、エアー導入路5dの内周の拡径溝部5mに隙間Gをなすように装着されるOリング8a等の連結部材8を設け、受けホルダー3と押えホルダー5が連結部材8を介して非拘束状態に連結されることで受けホルダー3の脱落を防止するとともに、必要に応じてエアー導入路3dを通じて真空吸引することで、被加工レンズ2が受けホルダー3に吸着固定されるようにした。
(もっと読む)
軸受軌道面の鏡面仕上げ加工方法
【課題】セラミックス製の軸受軌道輪における軌道面の表面粗さを小さくすることができるとともに、加工コストを安くすることができる軸受軌道面の鏡面仕上げ加工方法を提供する。
【解決手段】軸受軌道輪としての内輪4を軸線L回りに回転させつつ、当該内輪4の軌道面4aに、所定の曲率半径を有し且つケイ素を含むセラミックスからなるボール6を、水酸基を有する加工液3中で摺接させることにより、軌道面4aの表面を鏡面仕上げする。
(もっと読む)
ポストプロセス定寸制御装置
【課題】研削時の研削盤の状態に応じて定寸制御の寸法測定間隔を切替えて制御できるポストプロセス定寸制御装置を提供する。
【解決手段】研削箇所の寸法を寸法測定装置18により測定し、研削箇所の計算上の寸法と前記寸法測定装置により測定された寸法との差に応じた位置補正量だけ砥石台19の原点位置の補正を行う原点位置補正手段と、該原点位置補正手段により砥石台19の原点位置の補正が行われてから次に原点位置の補正が行われるまでの寸法測定間隔の間に研削される工作物の個数を設定する寸法測定間隔設定手段とを有するポストプロセス定寸制御装置にして、寸法測定間隔設定手段は、今回の寸法測定間隔における最後の工作物についての原点位置補正手段による位置補正量を、今回の寸法測定間隔における工作物の個数で除した1個当りの位置補正量に基づいて次回の寸法測定間隔における工作物の個数を設定する。
(もっと読む)
レンズ研削加工装置の研削水処理方法及び装置
【課題】研削加工滓(かす)と水の良好な分離性能や研削加工粕(かす)の良好な処理作業性を維持すると共に、研削水の交換作業性,泡処理性能,メインテナンス作業性の向上を図ることができるレンズ研削加工装置の研削水処理方法及び装置を提供すること。
【解決手段】研削水タンク(一次槽3)、ろ過装置13、レンズ研削加工装置本体1の順序で研削水をポンプ(給排水ポンプ20)により循環させ、研削水タンク(一次槽3)の水位を検知することにより、循環内での研削加工粕の量を検知し、循環内の研削水の水量を制御するようになっている。
(もっと読む)
3次元曲面加工装置および3次元曲面加工方法
【課題】複雑な3次元曲面形状を有する加工物に対し、精度良く加工を行なうこと。
【解決手段】3次元CAD装置1により生成された加工対象物8の3次元形状データ2を切削加工用NCプログラム演算装置4に入力し、この切削加工用NCプログラム演算装置4において工作機械による切削加工面に残るカッターマークの幅と深さが一定となるように切削加工用NCプログラム3を生成する。前記切削加工用NCプログラム演算装置4から出力された前記切削加工用NCプログラム3を研削用NCプログラム演算装置6に入力する。この研削用NCプログラム演算装置6において、切削加工面のカッターマークに沿った研削軌跡に基づいて研削軌跡データを作成し、この研削軌跡データに基づいて、時間および研削距離のいずれかに対応させて砥石接触角度、研削送り速度、押付け力の少なくともいずれか1つを調整する研削加工用NCプログラムを生成する。
(もっと読む)
窒化物半導体ウエハ−加工方法
【課題】 窒化物半導体結晶から裏面研削、外周研削(チャンファー)、表面研削・研磨してミラーウエハーとする際に、反りが少なく、クラックが発生せず、基板作製プロセス歩留まりが高く、デバイス面内歩留まりが高い加工方法を提案する。
【解決手段】 窒化物半導体ウエハー外周部を0〜40重量%の酸化物砥粒を含むゴム砥石或いは発泡レジンボンド砥石でチャンファーし、外周部に加工変質層を0.5μm〜10μmの厚さで残すようにする。
(もっと読む)
ガラス基板吸着テーブル、及びガラス基板加工方法
【課題】本発明は、ガラス基板の位置決め時に要求される滑り性を維持しつつ、ガラス基板を吸着保持した時のガラス基板の瑕発生を抑制することができるガラス基板吸着テーブル及びガラス基板加工方法を提供することを目的とする。
【解決手段】ガラス基板加工機のガラス基板吸着テーブルに貼着されるシート材18として、JIS K6253、又はJIS K7215に準拠する硬度が90〜95度であり、厚さが0.7mm以下であり、動摩擦係数が0.3以下とした。また、好ましいシート材18は、すくなくともウレタンシート材32とオレフィンシート材(又はニトフロンシート材)34からなる複層構造とし、総厚を0.7mm以下とした。
(もっと読む)
保持具
【課題】コバ部分が薄いレンズや小径レンズ等の光学素子においても安定した研磨や研削加工を行うことが可能な保持具を提供する。
【解決手段】レンズ1の保持面2aを、シート材3を介して保持する受け材4を外筒6で支持する構造の保持具H10において、レンズ1のコバ部1aを支持する外径環5を受け材4に嵌合させ、この外径環5の外側を外筒6にて保持する構造とするとともに、シート材3を介した受け材4とレンズ1の保持面2aとの間の摩擦力を、滑り部材7を介した受け材4と外筒6との間の摩擦力よりも大きくしてレンズ1の受け材4に対する滑り(空転)を防止し、コバ部分が薄いレンズや小径レンズ等の光学素子においても安定した研磨や研削加工を行う。
(もっと読む)
導波路成形用型の研磨治具
【課題】導波路を成形する型の凸部の面の高精度な研磨を容易に行うことができる研磨治具を提供する。
【解決手段】凹部32の各面が別々の部材に具備されるように研磨治具30を分割可能にすることにより、凹部の各面を高精度に仕上げることができる。研磨治具30が第1、第2及び第3の治具部材34、36及び38に分割可能であり、第1治具部材34が凹部32の側面32a、第2治具部材36が凹部32の底面32b、第3治具部材38が凹部32の側面32cをそれぞれ備える。
(もっと読む)
半導体結晶ウェハの面取部の鏡面加工方法およびその方法で得られるウェハ
【課題】キズ、カケを発生させず、バッチ処理が可能な半導体結晶ウェハの面取部の鏡面加工方法およびその方法で得られるウェハを提供する。
【解決手段】インゴットをスライスして得られたウェハの外周を砥石で面取加工した後、そのウェハを、複数枚同時にウェハにウエットエッチングを施して面取部の鏡面加工を行うものである。
(もっと読む)
ガラス板の研削装置
【課題】ガラス板を一貫した流れ作業で供給することができ、連続して研削することができ、而して、生産量を向上させることができるガラス板の研削装置を提供すること。
【解決手段】ガラス板の研削装置1は、ガラス板2をX方向に直線搬送する直線搬送手段3と、直線搬送手段3により直線搬送されるガラス板2のX方向に伸びた両側縁4a及び4bを夫々研削する研削ヘッド5及び6を備えた第一の研削装置と、X方向において第一の研削装置に隣接していると共に、直線搬送手段3により直線搬送されるX方向に直交するY方向に伸びた前縁7及び後縁8を夫々研削する可動の研削ヘッド9及び10を備えた第二の研削装置とを具備している。
(もっと読む)
バリ取り工具を備えたロボット
【課題】バリの取り残しや削りすぎを防止し、かつティーチングを容易にするバリ取り工具をアーム先端に備えたロボットを提供する。
【解決手段】フローティング機構が、圧縮空気が供給された低摩擦シリンダ3によって構成され、低摩擦シリンダ3の出力シャフト15の先端に電動工具2が支持され、通常状態で電動工具2の工具先端4の回転軸がロボットの先端軸21と同軸になるよう構成した。
(もっと読む)
光学素子を製造するための研削装置、光学素子の製造方法、及び光学素子を製造するための金型または光学素子の形状・寸法を精密に測定する精密測定装置
【課題】 大型光学素子を大型望遠鏡などへ組み込む場合は、加工機のワーク支持治具へ被研削物を載置している場合と支持状態や荷重分布が異なるため、加工機に取り付けられた状態で測定される面形状が、組み込んだ状態の面形状とは異なるため、自重で変形する光学素子の製造装置は存在しなかった。
【構成】 光学素子となる被研削物の研削面に対向する裏面と研削状態において密着する形状のワーク支持面を有するワーク支持治具であって、ワーク支持面に開放部を備え、中心軸が垂直方向に向いている、複数のピエゾアクチュエータ内蔵穴を所定の穴配置位置に設け、それぞれのピエゾアクチュエータ内蔵穴の中に、ピエゾアクチュエータ及びロードセルを昇降自在に内蔵したワーク支持治具を備えた、自重で変形する光学素子を製造するための研削装置である。
(もっと読む)
人工水晶の加工方法、人工水晶及び人工水晶加工用冶具
【課題】人工水晶をウェハ状に切断する時の切断角度を正確に求めることができる人工水晶の加工方法、この方法により製造された人工水晶及びこの方法を行うための人工水晶加工用の冶具を提供する。
【解決手段】人工水晶3の表面のZ面が基準面となるように当該Z面を研磨して、この人工水晶3の長さ方向であるY方向の端部に形成されたr面4が上を向き、且つこのr面4が水平となるように、Z面の支持面の傾斜角度が設定された冶具を用いて、研磨したZ面がこの冶具の傾斜面に沿うように人工水晶3を固定して、当該人工水晶の上面が水平となるように研磨する。
(もっと読む)
窒化ガリウム独立基板を製造する方法
【課題】GaN結晶体およびGaAs基板の外周に形成される窒化物堆積物を効率よく除去して、窒化ガリウム独立基板を製造する方法を提供する。
【解決手段】窒化ガリウムと異なる材料から成る基板9上に気相成長法で成長された窒化ガリウム結晶体24から窒化ガリウム独立基板を製造する方法であって、成長によって、基板9および窒化ガリウム結晶体24の側面上に窒化物堆積物26が形成される。この方法は、窒化物堆積物26を外周加工により除去する工程と、この外周加工の後に、基板9を窒化ガリウム結晶体24から剥離して、基板9および窒化ガリウム結晶体24を互いに独立させる工程とを備える。基板9を窒化ガリウム結晶体24から剥離するとき、窒化ガリウム結晶体24と基板9との境界に力を加えて基板9を窒化ガリウム結晶体24から剥離する。
(もっと読む)
141 - 160 / 336
[ Back to top ]