
Fターム[3C049AA02]の内容
3次曲面及び複雑な形状面の研削、研磨等 (13,165) | 装置の構造(工具) (4,425) | 工具の種類 (1,832) | 砥石を用いるもの (1,164)
Fターム[3C049AA02]の下位に属するFターム
回転砥石の周面を用いるもの (538)
回転砥石の端面を用いるもの (290)
Fターム[3C049AA02]に分類される特許
61 - 80 / 336
切削装置
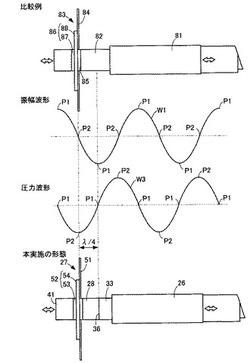
【課題】切削ブレードを径方向に伝達される超音波振動によるスピンドルシャフトの破損を防止しつつ、被切削物の加工を効果的に行うことができる切削装置を提供すること。
【解決手段】切削ブレード27と、先端側に切削ブレード27が取り付けられたスピンドルシャフト26と、スピンドルシャフト26の軸方向に超音波振動を発生させる超音波振動子43と、切削ブレード27とスピンドルシャフト26との間に介在されたスペーサ部材28とを備え、スピンドルシャフト26は、スペーサ部材28側の端面36を超音波振動の軸方向圧力が最小となる最大振動振幅点P1に位置付けており、スペーサ部材28は、スピンドルシャフト26の端面36に当接して、切削ブレード27を振動変換点となる最小振動振幅点P2に位置付ける構成とした。
(もっと読む)
動力伝達チェーン用ピンの研削装置及び研削方法

【課題】より小さな曲率半径も、容易に実現可能な、動力伝達チェーン用ピンの研削装置及び研削方法を提供する。
【解決手段】外周近傍に動力伝達チェーン用ピンの両端面を研削する一対の砥面を有する砥石3と、ピンを、砥石3の中心軸に平行な姿勢で保持して一対の砥面間に挿入するキャリア2と、キャリア2により研削上の最深位置までピンが挿入された状態において、当該ピンが砥石3の径方向に直交する仮想平面上で揺動するようにキャリア2ごとピンを揺動させる揺動機構10とを備えた構成とする。
(もっと読む)
ダイヤモンド表面の研磨方法
【課題】摩耗粉の発生が少なく、研磨部材の寿命が長く、その制御も容易であり、平滑度の高い表面を得ることができるばかりか、凹凸のある立体的な表面の研磨にも容易に適用することができるダイヤモンド表面の研磨方法を提供する。
【解決手段】ダイヤモンド表面1aの研磨方法において、炭素と易反応性の金属または浸炭性金属からなる表面を有する研磨部材3aを使用し、研磨部材3aでダイヤモンド表面1aを研磨するに先立って、ダイヤモンド表面1aにレーザー光5を照射し、レーザー光5の照射に続いて、レーザー光照射部に研磨部材3aを摺擦せしめて研磨を行う。
(もっと読む)
自動校正
本発明は、眼鏡のレンズのフレームを機械加工する装置のミリング、切削、または、研削の工具を校正するための方法に関し、a)第一機械加工工程において、前記ミリング、切削、または、研削の工具を用いて縁ないし面の形状RFを形成する前に、光学測定装置を用いてレンズが測定され、b)縁ないし面の形状RFを形成することは、前記ミリング、切削、または、研削の工具によって実行され、c)生成された縁ないし面の形状RFは、前記光学測定装置を用いて測定され、d)そのように製作された縁ないし面の形状RFと、所望の縁ないし面の形状の目標値と、の間の変差が決定され、e)前記工具は、少なくとも制御変数を調整することによって校正される。更に、本発明は、レンズの縁における縁取り、面取り、及び/または、溝彫りの初期加工のための装置に関し、レンズを機械加工する前及び/または後に、当該レンズの面ないし縁の形状RF及び/または稜線Kを測定するための光学測定システムが設けられている。  (もっと読む)
(もっと読む)
砥石工具による加工方法および加工装置
【課題】研削砥石による研削加工や砥石ブレードによる切削加工を効率良く実施することができる砥石工具による加工方法および加工装置を提供する。
【解決手段】被加工物保持部材の保持面に保持された被加工物に砥石工具を作用せしめて被加工物に加工を施す砥石工具による加工方法であって、被加工物保持部材は透明体によって形成されており、被加工物保持部材の保持面の反対側から被加工物に対して透過性を有する波長のレーザー光線を被加工物保持部材および被加工物を通して砥石工具における加工部に照射することによる砥石工具を加熱し、加熱された砥石工具による熱加工と機械加工の複合加工を施す。
(もっと読む)
眼鏡レンズの製造方法
【課題】仕上がり精度を向上させること。
【解決手段】セミフィニッシュレンズを加工して眼鏡レンズ本体を形成する加工工程と、眼鏡レンズ本体のレンズ面の幾何中心を回転中心として眼鏡レンズ本体を回転させつつ、レンズ面を研磨する研磨工程とを含む。
(もっと読む)
研削方法、電子デバイスの製造方法、及び研削装置
【課題】研削方法、電子デバイスの製造方法、及び研削装置において、砥石や研磨紙の目詰まりを抑制すること。
【解決手段】基材21上に樹脂層23を形成する工程と、樹脂層23に紫外光11を照射しながら、若しくは樹脂層23に紫外光11を照射した後に、砥石又は研磨紙により樹脂層23を研削する工程とを有する研削方法による。
(もっと読む)
セラミックス製部品の製造方法
【課題】セラミックス製部品を容易にかつ迅速に、しかも低い製造コストで得ることができる、セラミックス製部品の製造方法を提供する。
【解決手段】窒化ケイ素またはジルコニアを含有するセラミックス材料を成形し、焼結した中間素材13の少なくとも研削加工を施す部分を超臨界水または亜臨界水に浸漬させ、当該部分を脆くする。浸漬後の中間素材13の前記研削取代を有する部分に研削加工を施す。
これにより、転動面に研削加工が施されたセラミックス製の玉10を得る。
(もっと読む)
研削盤点線画像処理方法
【課題】加工位置表示の実線を点線や破線に変えて直線、曲線、円を描くることで線の
内側と外側を正確に判断し、精度を見極めることができる研削方法と研削盤。破線にすることで0.025mm〜0.0083mmの加工精度を熟練工でなくとも、切削を高い精度でミクロン単位の微細研削することが可能な研削方法と研削盤を提供する。
【解決手段】経験が少ない未習熟な作業者でも研削作業を手動運転で以って行うことが
できる。それには研削盤の表示画像による寸法測定を行い、加工する時に加工画像をリアルタイムに投影する。コンピューターによる映像の読み込みと研削部分の十字線の中心に加工寸法を重ね画像で直線ではなく破線で描くことで、内側の線と外側の線を手動運転で簡単に調整できるようになる研削盤画像処理装置。
(もっと読む)
硬質脆性板のくり貫き加工方法及び装置
【課題】ガラス板などの硬質脆性板に板厚方向に貫通する丸孔、長孔、溝孔などのくり貫き加工において、加工時に生ずる大きな欠けや割れを可及的に防止すると共に、寸法や形状の異なる丸孔や溝孔を加工することが可能な方法及び装置を提供する。
【解決手段】くり貫き砥石は、先端に硬質脆性板を板厚方向に研削してゆく先端面を備えた円筒形の砥石で、加工しようとする丸孔ないし溝幅より小径の砥石である。制御器は、ワーク軸の回転角をθ又はΔθ、砥石台の移動量をxとして、少なくとも以下の関係を保持して制御する溝孔加工手段を備えている。x=(A+R−r)/cosθ、x=CcosΔθ+(R−r)cosφ、但し、sinφ=CsinΔθ/(R−r)、及び、x=(A−R+r)/cosθ。上式中、Rは、溝孔の溝幅の1/2、rは、くり貫き砥石の半径(r<R)である。
(もっと読む)
レプリカ採取方法
【課題】対象物の狭隘部の金属組織が鮮明に転写されたレプリカフィルムを採取することができるレプリカ採取方法を提供する。
【解決手段】対象物2の狭隘部4の形状にあわせて、可塑性を有する第1研磨具6Aと、バフ材6Cとを選択する工程と、狭隘部4を第1研磨具6Aで研磨する工程と、第1研磨具6Aで研磨する工程の後に、狭隘部4をバフ材6Cで鏡面研磨する工程と、バフ材6Cで鏡面研磨された狭隘部4の研磨面8をエッチングする工程と、エッチングされた研磨面8にレプリカフィルム20を貼り付けて、研磨面8の金属組織をレプリカフィルム20に転写する工程と、金属組織が転写されたレプリカフィルム20を研磨面8から剥離する工程とによりレプリカ採取する。
(もっと読む)
研磨具
【課題】砥石の偏摩耗が発生し難く、そして研磨抵抗の小さい研磨具を提供する。
【解決手段】 研磨具1は、回転軸8の下端部に回転軸8に対して垂直に固定された支持板10に、円環状の砥石装着板の2個の接続部3a、3bを図示しないボルトにより接続する。砥石装着板2は、砥石5を保持するリング状の砥石保持部4と支持板10と接続するリング状の接続部3a、3bを持っている。また、砥石装着板2の上面に、リング状の接続部3a、3bの平均半径に合わせて円環状の超音波振動子7の平均半径を一致させてエポキシ樹脂を用いて接着する。研磨具1は、回転軸8の下端部に、例えば、ボルト9を用いて固定される。また砥石装着板2は、リング状の砥石保持部4を持つ。砥石保持部4の下面には、周溝6が形成されている。この周溝6に砥石5が嵌め合わせられて固定されている。
(もっと読む)
平板ディスプレイパネルの研磨方法
【課題】パネルの流れに従った各工程を効率的に配置することによって工程のタクトタイムを著しく短縮させることができる平板ディスプレイパネルの研磨方法を提供する。
【解決手段】パネルを第1のピッカーで吸着し、前記第1のピッカーが前記パネルを吸着した状態で前記パネルを整列し、前記パネルをテーブルに載置し、前記パネルの両側短辺(又は長辺)を研磨し、前記テーブルを90゜回転させ、前記パネルの両側長辺(又は短辺)を研磨し、前記パネルをアンローディングすることを含む平板ディスプレイパネルの研磨方法を構成する。
(もっと読む)
ウエーハの加工方法
【課題】環状補強部に発生する欠けを減少させ、エッチング液等の処理液を効率良くウエハ外に排出可能なウエハの加工方法を提供する。
【解決手段】複数のデバイスが形成されたデバイス領域とデバイス領域を囲繞する外周余剰領域とを表面に備えたウエハを加工する方法であって、外周テーパ面29を有する切削ブレード28をデバイス領域の外周縁に対応した裏面側の対応位置にテーパ面29を外周余剰領域側に向けて位置付け、チャックテーブル18を回転させつつ切削ブレード28を切り込ませて環状溝を形成し、裏面側外周部全体にわたり環状内周面が裏面側から表面側にいくにつれて半径方向内側に傾斜したテーパ面となっている環状外周補強部を形成する工程と、テーパ付外周補強部形成工程で切削した環状溝の底部と少なくとも同じ深さに達するまで研削し、テーパ面を有する環状外周補強部に囲繞された裏面領域に円形凹部を形成するウエハ研削工程とを含んでいる。
(もっと読む)
眼鏡レンズ加工装置
【課題】 新たに専用の検知機構を設けることなく、穴加工具の較正の自動化を図る。
【解決手段】 レンズチャック軸に保持されたレンズに穴を加工する穴加工具を持つ穴加工ユニットと、レンズ面に接触させる測定子を保持する保持部材のレンズチャック軸方向の移動を検知するセンサを持ち、センサからの出力信号に基づいてレンズのコバ位置を検知するレンズコバ検知ユニットと、を備え、入力された穴位置データに基づいてレンズ面に穴を加工する眼鏡レンズ加工装置は、レンズコバ検知ユニットを穴加工具の先端位置を検知する検知ユニットとして共用し、穴加工具の先端に保持部材の所定の接触部を接触させたときにセンサからの出力信号に基づいて穴加工具の先端位置の較正データを自動的に得る較正制御手段を備える。
(もっと読む)
レンズの粗研削方法およびレンズ粗研削機
【課題】回転、揺動するレンズ加工皿に被加工レンズを押圧して被加工レンズの粗研削を行うレンズ粗研削方法におけるスパークイン時のピリカケの発生を防止すること。
【解決手段】レンズホルダー7に被加工レンズ9を真空吸着し(ST1)、被加工レンズ9をレンズ加工皿8に押圧し(ST3)、レンズ加工皿8を回転させて、レンズホルダー7を連れ回りさせながら、レンズホルダー7に真空吸着されている被加工レンズ9に初期粗研削を施し(ST4)、レンズ加工皿8を回転および揺動させながら被加工レンズ9の粗研削を行う(ST6)。初期粗研削時にレンズ加工皿8に回転のみを行わせるので、スパークイン時に被加工レンズ9に大きな振動が加わることがなく、被加工レンズ9はレンズホルダー7によって安定した状態に保持され、ピリカケが発生せず、被加工レンズ9がレンズホルダー7内で芯ズレして片肉が発生することもない。
(もっと読む)
半導体ウェハを製造するための方法
【課題】半導体ウェハを製造するための新規のプロセスシーケンスを提供する。
【解決手段】
(a)20.0〜60.0μmの平均粒度を有する研磨材を含む研削ディスクによって半導体ウェハのエッジを丸味づけ、(b)ウェハの同時両面材料除去プロセシングを行い、ウェハは2つの加工ディスクの間において処理され、(c)ウェハの同時両面材料除去プロセシングを行い、ウェハは2つの加工ディスクの間において処理され、(d)1.0〜20.0μmの平均粒度を有する研磨材を含む研削ディスクによってエッジの丸味づけを行い、(e)ウェハの面ごとに、エッチング媒体を用いてウェハの両面を処理し、(f)0.1〜1.0μmの粒度を有する研磨材を含むポリシングパッドを使用してウェハの少なくとも一方の面をポリシングし、(g)ウェハのエッジのポリシングを行い、(h)少なくとも前面の化学機械的ポリシングを行う。
(もっと読む)
タイヤ研磨装置
【課題】浮出しマークの表面形状が極端に変化したときであっても、削り込み精度を格段に向上させ、手直しが不要で生産能率を向上させることができ、また、砥石の細かな動きを可能にして研削精度を向上させることができるタイヤ研磨装置を提供することを課題とする。
【解決手段】タイヤを保持する上リムおよび下リムと、浮出しマークの表面形状を測定する表面形状測定手段と、表面形状測定手段による測定結果に基づいてタイヤ形状を変化させて浮出しマークの表面形状を調整するマーク位置修正手段とを備え、マーク位置修正手段は、上リムおよび下リムの間隔を調整するリム間距離調整機構と、上リムおよび下リムにより保持されてタイヤの内圧を調整する内圧調整機構とを備えていることを特徴とする。
(もっと読む)
閉止水栓のシール座面を加工する方法および装置
本発明は、発電設備や産業設備(2)に組み付けられた閉止水栓(6)の、接続管(8a,b)の端部(26)に配置されたシール座面(24a,b)を加工する方法に関するものであり、次の各ステップを有している。すなわち、a)水栓上側部分(16)とハウジング取付部品(32)が閉止水栓(6)のハウジング(10)から取り外され、それによってハウジング開口部(14)が解放され、b)軸受支持部(56)を有するクランプ装置(40)がハウジング開口部(14)を通して接続管または別の接続管(8a,b)へ挿入されて、その内壁(50)に固定され、c)ハウジング開口部(14)を通して軸受(64)を担持する加工機械(58)がハウジング(10)の中に挿入されて、軸受(64)により軸受支持部(56)に支承され、d)加工機械(58)によってシール座面(24a,b)で加工ステップ(B1−4)が実施され、e)加工機械(58)が軸受支持部(56)から外されて、ハウジング開口部(14)を通して取り出され、f)必要に応じてステップc)からe)が別の工作機械もしくは同じ工作機械(58)で反復され、g)クランプ装置(40)が接続管(8a,b)から外されて、ハウジング開口部(14)を通して取り出され、h)水栓上側部分(16)と取付部品(32)がハウジング(10)に取り付けられる。発電設備や産業設備(2)に組み付けられた閉止水栓(6)の、接続管(8a,b)の端部(26)に配置されたシール座面(24a,b)を加工する装置は、閉止水栓(6)のハウジング開口部(14)を通って接続管または別の接続管(8a,b)へ挿入可能であるクランプ装置(40)を含んでおり、該クランプ装置は軸受支持部(56)と、接続管(8a,b)の内壁(50)と協働する固定部材(47)とを含んでおり、シール座面(24a,b)で加工ステップ(B1−4)を実行するためにハウジング開口部(14)を通してハウジングへ挿入可能な少なくとも1つの加工機械(58)を有しており、加工機械(58)は軸受支持部(56)で支承可能な軸受(64)を有している。 (もっと読む)
研削装置
【課題】カメラによる撮影データを利用してワークの研削加工を行う研削装置において、複数の加工ステージを備えてワークの生産効率を高めつつも、装置の大型化を防ぎ、コスト増大を防ぎ、さらに、カメラへの研削用冷却水の付着を防止することができる研削装置を提供する。
【解決手段】ワークWの研削加工を行う複数の加工ステージ30…と、ワークWの投入及び取出を行う投入取出ステージ4と、各加工ステージ30…と投入取出ステージ4と間で、各々ワークWを搬送する搬送ロボット2と、搬送ロボット2に設けられたカメラ23と、を備え、このカメラ23で、各加工ステージ30…を撮影して、各加工ステージ30…で用いる画像データを取り込むもの。
(もっと読む)
61 - 80 / 336
[ Back to top ]