
Fターム[3C049AA02]の内容
3次曲面及び複雑な形状面の研削、研磨等 (13,165) | 装置の構造(工具) (4,425) | 工具の種類 (1,832) | 砥石を用いるもの (1,164)
Fターム[3C049AA02]の下位に属するFターム
回転砥石の周面を用いるもの (538)
回転砥石の端面を用いるもの (290)
Fターム[3C049AA02]に分類される特許
41 - 60 / 336
加工装置および加工方法
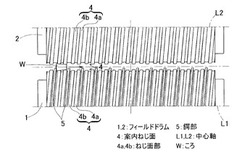
【課題】 ころのクラウニング加工やクラウニング超仕上げ加工に適用され、加工時間の短縮を図り、量産に適用できると共に、微小な曲率のクラウニングや対数曲線形状のクラウニング加工に対応することができる加工装置および加工方法を提供する。
【解決手段】 加工装置は、それぞれ螺旋状に続く案内ねじ面4,4を外周を有し中心軸L1,L2回りに回転駆動される2本のフィードドラム1,2を平行に設置し、フィードドラム1,2は、互いに対向する案内ねじ面4,4にころWを転接させて回転により両フィードドラム1,2間にころWを通過させるものであり、フィードドラム1、2間を通過するころWのクラウニング部を加工する砥石を備える。フィードドラム1,2の案内ねじ面4は、ころWの外周面を同ころWの前後2箇所で支持するように軸方向に並ぶ2つの分割ねじ面部4a,4bに分割されている。
(もっと読む)
樹脂成形品のパートライン研磨装置及びその研磨方法

【課題】パートラインが様々な形状からなる樹脂成形品の何れも研磨処理することができ、かつ迅速に研磨する。
【解決手段】樹脂成形品Wのパートライン52のばり又は段差を研磨する、略垂直方向に回転するように配置した無端ベルト状の研磨ベルト1と、研磨ベルト1の一部を裏面から押圧して、研磨ベルト1の傾斜面の傾斜角度を可変可能に形成するために、研磨ベルト1を裏面に設けた可動自在になるベルト押圧用プーリ21と、仕上研磨をするための、研磨ベルト1よりヤスリ目が細かく、かつその硬さも柔らかい、板状の研磨板2と、樹脂成形品Wを、パートライン52が略水平方向になるように着脱自在に担持するワーク保持具3と、から成る。
(もっと読む)
内径面加工方法、内径面加工用ツールおよび内径面加工装置
【課題】砥石部の径方向への拡幅振動により、ワークの被加工穴内径面についての高い加工能率化を実現することができる内径面加工技術を提供する。
【解決手段】ツール本体30と、このツール本体30の一部に設けられ、軸方向振動により径方向へ拡幅振動する構造を有する砥石加工部31と、ツール本体30に軸方向振動を与える超音波振動子32とを備えてなり、超音波振動子32によりツール本体30に軸方向振動が与えられると、この軸方向振動により砥石加工部31が径方向へ拡幅振動して、ワークの被加工穴内径面に対して径方向振動を伴った加工を行う。これにより、ホーニング加工等の内径面加工における加工効率を向上させることができる。
(もっと読む)
切削装置
【課題】1台でウエーハの外周加工と直線加工を可能とする切削装置を提供する。
【解決手段】被加工物に直線加工と外周加工を施す切削装置であって、被加工物を保持するチャックテーブル6と、回転駆動される第1スピンドル28と、該チャックテーブルで保持された被加工物に直線加工を施すための該第1スピンドルに装着された第1切削ブレード38と、該第1スピンドルの軸線方向に該第1切削ブレードから所定距離離間して該第1スピンドルに装着された、該チャックテーブルで保持された被加工物に外周加工を施すための該第1切削ブレードよりも小径の第2切削ブレード34と、を具備したことを特徴とする。
(もっと読む)
動力伝達チェーン用ピンの研削装置及び研削方法
【課題】キャリアを小径化せずにピンの端面の曲率半径(R2)をさらに小さくすることができる動力伝達チェーン用ピンの研削装置及び研削方法を提供する。
【解決手段】中心軸3z周りに回転する回転体であって、外周近傍にピン1の両端面1aを研削する一対の砥面3bを有する砥石3と、中心軸3zと平行な中心軸2z周りに回転する回転体であって、ピン1を、中心軸3zに平行な姿勢で保持するキャリア2とを有する研削装置を用いてピンの研削を行う場合において、一対の砥面3b間にキャリア2によりピン1を挿入して通過させるとき、最深位置の前位置ではキャリア2の中心軸2zを砥石3の中心軸3zに変位量Δxだけ近づけ、最深位置では中心軸2zを元に戻して中心軸3zから遠ざけ、そして、最深位置の後位置では再び中心軸2zを中心軸3zにΔxだけ近づける、という進退動作をキャリア2が実行する。
(もっと読む)
固体撮像素子及びその製造方法
【課題】撮像面の反りを低減することができる固体撮像素子及びその製造方法を提供する。
【解決手段】固体撮像素子の製造方法は、表面側に複数の固体撮像素子が形成されるとともに裏面に膜が形成された半導体ウエハの、前記裏面を研磨して、前記膜を除去する研磨工程S2と、研磨工程S2後の前記半導体ウエハを前記複数の固体撮像素子の個々にダイシングするダイシング工程S3と、を備える。研磨工程S2後の前記半導体ウエハの前記裏面が鏡面であるとともに、研磨工程S2後の前記半導体ウエハの厚さが700μm以上である。
(もっと読む)
特に自動車補修におけるパテの自由曲面精密研削生産加工方式および自由曲面精密研削ツール
【課題】ツール加工部接触部の移動軌跡の点又は線接触での研削から、非研削面の所要の面形状の接触での自由曲面精密研削生産加工方式および自由曲面精密研削ツールを提供することにある。
【解決手段】y軸方向又はxy軸方向へ繰り返し摺動させることで非加工面を精密加工する自由曲面精密加工ツールであって、研削板に弾性力が一定な弾性体と、しなりを持つ研削材保持板を有し、下端部の該研削材保持板に接着、螺着等の手段により、面ファスナー等が貼着されている研削材保持体に、研削材が接着された他方の面ファスナー(この場合、被係合側)を圧接により装着したものを備え、これにより研削材が接触して被加工面の形状に弾性変形をしながら自由曲面精密研削(20〜30μで2〜3cmのスロープでの研削)する。
(もっと読む)
円盤状基板の製造方法、研磨装置およびプログラム
【課題】研磨装置により円盤状基板の研磨を行う際に、研磨時間を抑制しつつ、特にエッジロールオフ(端ダレ)を抑え、円盤状基板をより均等に研磨することができる円盤状基板の製造方法等を提供する。
【解決手段】ガラス基板の主表面を研削する研削工程と、研削工程を経たガラス基板を研磨する研磨工程と、を有し、研磨工程は、ガラス基板の主表面に対する研磨の圧力を最大圧力まで単調増加させた後にこの最大圧力に留めることなく徐々に低下させると共に、研磨開始から研磨の圧力が最大圧力に達するまでの時間を研磨の圧力が最大圧力に達してから研磨終了までの時間より短くなるように設定することを特徴とする円盤状基板の製造方法。
(もっと読む)
ホーニング加工装置
【課題】ドリルへのやすり押し付け圧力や加工中のやすりの姿勢を安定させて、安定した加工精度のホーニング加工を実現する。
【解決手段】直動ガイド11にスライドプレート13およびスライドホルダー14を固定し、ピン16を支点として揺動自在な状態でスイングアーム15をスライドホルダー14に装着し、スイングアーム15の一端側にバランスウエート18を装着し、スイングアーム15の他端側にやすり21を装着する。そして、一方の手でスライドホルダー14等を往復動させ、また、他方の手でドリル6を適正な位置に移動させたり回転させたりして、ホーニング加工を行う。
(もっと読む)
円盤状基板の製造方法および円盤状基板の保持具
【課題】円盤状基板の外周研磨を行なう工程を別途設ける必要がない、または別途設ける必要がある場合でもその研磨時間を短縮でき、円盤状基板の生産性を向上させることができると共に円盤状基板の製造費用を低減させることができる円盤状基板の製造方法等を提供する。
【解決手段】ガラス基板の主表面を研削する研削工程と、ガラス基板の少なくとも外周端面を研削する端面研削工程と、研削工程および端面研削工程を経たガラス基板の主表面および外周端面を共に研磨する研磨工程と、を有し、研磨工程は、孔部34と孔部34の内周端面にガラス基板の外周端面を研磨するブラシ部36とを有する保持具30Bの孔部34にガラス基板を保持して研磨を行なうことを特徴とする円盤状基板の製造方法。
(もっと読む)
放電超音波重畳研削加工方法
【課題】加工数の増加による研削抵抗の増加を更に抑制できる放電超音波重畳研削加工方法を提供する。
【解決手段】研削工具70の砥石7あるいは被加工物2に超音波振動を印加し、導電性の被加工物2に放電エネルギーを放電電源24から与えながら研削する。研削工具70と被加工物2との間にパルス電圧を印加し、両者間で放電させて、詰まった切屑を放電作用ならびに超音波振動で除去し、かつ研削工具70と被加工物2との相対的距離を演算された変化速度(送り速度)fgで移動させながら所定の食込みの量tgで研削する。この研削加工中の放電状態のモニタリングを放電電圧、及び放電電流の双方で行なって、このモニタリングの結果を用いて、安定放電を維持するように、少なくとも変化速度fgを制御する。必要な仕上げ面性状を満足し、研削抵抗を低減して、設備の小型化ないし低価格化を実現することができる。
(もっと読む)
ウエハーダイシングのための方法及び当該方法に有用な組成物
【課題】半導体ウエハーダイシングのための溶液を提供する。
【解決手段】この溶液は、汚染残留物又は粒子の付着を抑制し、そしてソーイングによるウエハーのダイシング処理の際、露出したメタライゼーション領域の腐食を低減又は排除する。この溶液は、少なくとも1種の有機酸及び/又はその塩、少なくとも界面活性剤及び/又は少なくとも塩基、並びに脱イオン水を含み、その組成物は4又はそれ以上のpHを有する。この溶液は、キレート剤、消泡剤又は分散剤をさらに含むことができる。
(もっと読む)
ワークの研削加工方法及び研削盤、それに用いる移動経路データの演算プログラム並びにその記憶媒体
【課題】砥石車の先端形状データとワークの加工形状データとに基づいて、傾斜角が3次元曲面的に変化するワークの被研削斜面に対する砥石車の移動経路データを求めてNCプログラムを容易に生成することができる研削盤を提供する。
【解決手段】CPU42に設けられた先端形状三次元座標データ変換部51によって砥石車の先端形状の三次元座標データを演算する。加工形状三次元座標データ変換部52によって、ワークの加工形状三次元座標データを演算する。両座標データに基づいて、移動経路データ演算部53によって傾斜角が3次元曲面的に変化するワークの被研削斜面に対する砥石車の移動経路データを演算する。この移動経路データに基づいて、NC指令データ演算部54によってNC指令データを生成する。
(もっと読む)
薄型ウエハの製造方法
【課題】ウエハの裏面研削時の耐研削抵抗、その後のプロセス中にかかる熱に対する高温耐熱性、めっき又はエッチング時の耐薬品性、加工後のウエハの、支持基板からのスムースな剥離、剥離後のウエハ表面の接着層残渣の優れた除去性を同時に成立させる、薄化ウエハの製造方法を提供する。
【解決手段】(A)回路形成面および回路非形成面を有するウエハを、ポリイミドシリコーン樹脂を含む接着層を介して、該回路形成面が該接着層と接するように、支持基板と接合する工程、(B)支持基板と接合したウエハの回路非形成面を研削する工程、(C)回路非形成面を研削したウエハに加工を施す工程、(D)加工を施したウエハを支持基板から剥離する工程、ならびに(E)剥離したウエハの回路形成面に残存する接着層を除去する工程、を含む薄型ウエハの製造方法。
(もっと読む)
研磨装置
【課題】簡単な機構によりワークの形状ばらつきに追従して研磨加工を行う装置を提供する。
【解決手段】ワーク100を研磨する砥石42と、砥石42が取り付けられた砥石回転軸44と、砥石回転軸44を回転させる駆動部46と、砥石42を移動させるベース54,56とを備えた研磨装置10において、ベース54,56は、駆動部46が配設された第1ベース54と、砥石回転軸44が回転可能に配設され第1ベース54に対して砥石回転軸44に沿った方向へ移動可能に設けられた第2ベース56とを備え、砥石回転軸44の軸方向の移動を許容し、かつ、駆動部46から砥石回転軸44に対して回転力が伝達可能な動力伝達機構52が、駆動部46と砥石回転軸44との間に配設されていることを特徴とする。
(もっと読む)
ダイヤモンド皿型砥石および球面レンズの研削方法
【課題】短時間で所定量の研削加工を行うことができ、次の研削工程における取代が少なくて済むように所定の表面粗さで研削可能なダイヤモンド皿型砥石を提案すること。
【解決手段】球面レンズ加工用のダイヤモンド皿型砥石60は、加工対象のレンズ球面とは相補的な球状表面61を備えた工具皿本体62と、球状表面61に積層されている一定厚さの砥材層63とを有している。砥材層63の表面63aから突出しているダイヤモンド砥粒65には共擦り修正加工が施されて、ダイヤモンド砥粒65の最大突出量H1と最小突出量H2の差ΔHが所定値以下となっている。これにより、ダイヤモンド皿型砥石60の切削速度を低下させることなく、当該ダイヤモンド皿型砥石60による研削面の切削傷を小さくして切削面の面精度を高めることができる。
(もっと読む)
ガラス研削方法
【課題】遊離研磨スラリに関連した不都合さを示さないで、短時間の高速ストック除去を提供する。
【解決手段】(a)研磨物品10の研削層とガラスワークピース表面とを接触させるステップであって、研削層が複数の研磨複合材11を含み、複合材11が有機樹脂と、アルカリ金属塩とアルカリ性金属塩およびそれらの組合せから選択された金属塩と、この研磨複合材11全体にわたって均質に分散された単一のダイヤモンド研磨粒子とを含む、ステップと、(b)研磨物品10の研削層とガラスワークピース表面との間に潤滑剤を導入するステップと、(c)研磨物品10の研削層とガラスワークピース表面とを相対移動するステップとを含む、ガラスワークピース表面を研削する方法が開示されている。
(もっと読む)
半導体装置の製造方法
【課題】積層デバイスが形成されたウエーハの裏面を研削してもマザーウエーハの所定位置に積層デバイスを対応させて積層できる生産性のよい半導体装置の製造方法を提供する。
【解決手段】複数の半導体デバイス22が形成されたマザーウエーハ2の表面に、積層デバイス32の裏面を接合して構成する半導体装置の製造方法。マザーボードに形成された複数の半導体デバイス22に対応する積層ウエーハ3の表面にサブストレート4の表面をボンド剤で接合し、サブストレート4が接合された積層ウエーハ3の裏面を研削して積層ウエーハ3を所定の厚みとし、積層ウエーハ3の裏面をマザーウエーハ2の表面に対面させて積層し、積層デバイス32の裏面に露出する電極221をマザーウエーハ2の表面に形成された半導体デバイス22に設けられた電極221に接合し、積層ウエーハ3の表面に接合されているサブストレート4を研削し、積層ウエーハ3の表面から除去する。
(もっと読む)
ドクタを製造する方法
【課題】材料厚を一定に低減した領域を有するドクタの製造方法を提供すること。
【解決手段】本発明は、金属、特にスチールから形成されるドクタの製造方法を示しており、製造されるドクタは、加工端部の材料厚低減領域(204)を有している。材料厚は、材料厚低減領域(204)においてほぼ一定である。ほぼ一定の材料厚を有する基礎本体部(100)への平削り工程によって、材料厚低減領域(204)が形成される。平削り工程によって形成された材料厚低減領域によって、効率的かつコスト費用効率のよいドクタ製造方法が達成される。
(もっと読む)
切削装置
【課題】切削ブレードを径方向に伝達される超音波振動によるスピンドルシャフトの破損を防止しつつ、被切削物の加工を効果的に行うことができる切削装置を提供すること。
【解決手段】切削ブレード27と、先端側に切削ブレード27が取り付けられたスピンドルシャフト26と、スピンドルシャフト26の軸方向に超音波振動を発生させる超音波振動子43と、切削ブレード27とスピンドルシャフト26との間に介在されたスペーサ部材28とを備え、スピンドルシャフト26は、スペーサ部材28側の端面36を超音波振動の軸方向圧力が最小となる最大振動振幅点P1に位置付けており、スペーサ部材28は、スピンドルシャフト26の端面36に当接して、切削ブレード27を振動変換点となる最小振動振幅点P2に位置付ける構成とした。
(もっと読む)
41 - 60 / 336
[ Back to top ]