
Fターム[3C049AA11]の内容
3次曲面及び複雑な形状面の研削、研磨等 (13,165) | 装置の構造(工具) (4,425) | 工具運動機構 (620)
Fターム[3C049AA11]の下位に属するFターム
押圧及び切込調整機構 (158)
Fターム[3C049AA11]に分類される特許
141 - 160 / 462
研磨加工方法および研磨加工装置

【課題】研磨加工面の一部に曲率半径が小さな凹部を有する被加工物でも、研磨加工面の全体を安定して精度良く均一に研磨加工することが可能な研磨加工技術を提供する。
【解決手段】円環形状の弾性体6aからなる加工作用部6bを備えた研磨工具6を用い、被加工物1の主軸回転軸Aと、研磨工具6の工具回転軸Bとが、被加工物1の研磨加工面1aの研磨加工点kにおける傾斜角α(x)(接線の傾き)から所定の角度β(x)を減算して得られる研磨角度θとなるように制御し、円環形状の加工作用部6bが三日月形状の領域で部分的に研磨加工面1aに接触するようにして、研磨加工面1aの一部に曲率半径が小さな凹部を有する被加工物1でも、研磨加工面1aの全体を安定して均一に研磨加工することを可能にした。
(もっと読む)
加工バリ取り方法及びベルト式加工バリ取り装置

【課題】ワークに発傷等を誘発することなく、加工バリ除去効率に優れた加工バリ取り方法及びベルト式の加工バリ取り装置を提供する。
【解決手段】ワーク搬送経路Lに沿って搬送される板状のワークWの表面Waに、ワーク搬送方向と交差する方向に延在する研磨ローラ32A及びテンションローラ38Aに巻き掛けられて循環走行する無端帯状の研磨ベルト41Aを、研磨ローラ32Aによって摺接させてワークWの加工バリWeを除去する際に、研磨ベルト41Aを研磨ローラ32Aの周面32Aaに沿ってその研磨ローラ32Aの軸方向に往復動を付与する。搬送されるワークWの表面Wa側に突出する加工バリWeに対して研磨ベルト41Aが当たる方向が逐次多方向に変化し、加工バリWeが研磨ベルト41Aにより擦られてワークWから加工バリWeが確実に除去される。
(もっと読む)
硬質脆性板の面取加工方法及び装置
【課題】ディスプレイパネルのガラス基板その他の硬質脆性板の面取加工方法及び装置に関し、チッピングの発生を可及的に抑えながら、より高速で面取加工を行うことが可能な技術手段を得る。
【解決手段】
硬質脆性板の割断面と板面とが交わる部分に形成された鋭い稜線を、当該稜線と平行な砥石軸回りに回転する複数枚の円板砥石を当該稜線と平行に送りながら、当該円板砥石の周面で斜めに削り取る面取加工方法において、稜線を削り取ることによって形成される斜めの面(面取面)と板面との夾角(面取角)を35度〜15度の範囲の角度とし、円板砥石の回転方向を従来とは逆の方向、すなわち回転砥石の周面が面取面を割断面側から板面側へ摺擦する方向の回転とする。
(もっと読む)
光学素子の研削研磨装置および光学素子の研削研磨方法ならびに光学素子の製造方法
【課題】光学素子の表面欠陥の発生や発達を抑制しつつ、生産性を向上させることが可能な、光学素子の製造技術を提供する。
【解決手段】ホルダ5を介してカンザシ7に傾動および回転自在に支持されたレンズ素材4を、回転するピッチ皿8に押圧して研磨する研磨装置101において、pHがレンズ素材4を構成するガラスと同等に調製され、マイクロバブル等の気泡を含む研磨液10を供給して研磨加工を行うことにより、研磨液10のpHの設定によるレンズ素材4の研磨傷の発生や発達の抑止と、気泡の混入による加工レートの向上の効果を両立させ、レンズ素材4から得られるレンズ4の表面欠陥の発生や発達を抑制しつつ、生産性を向上させる。
(もっと読む)
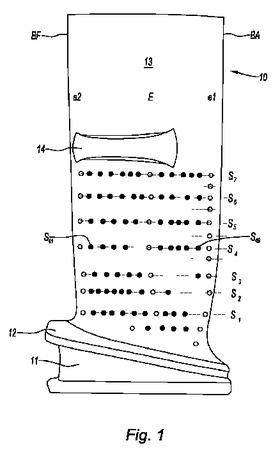
適応研磨により鍛造部品を製造するための方法
本発明は、半仕上げ部品(10)を精密鍛造によって生産し、この部品(10)を研磨ストリップによって研磨することを含む、鍛造によって部品(10)を製造するための方法であって、得られる部品(10)の適合させるべき形状的特性が、理論モデルにおいて予め決定される、方法に関する。方法は、以下のステップを含むことを特徴とする:鍛造作業後に半仕上げ部品(10)の形状的特性を測定し、前記特性を理論モデルと比較するステップ、部品(10)の表面上で非適合領域を決定するステップ、前記領域を適合させるために各々の非適合領域から除去されるべき材料の量を決定するステップ、および研磨ストリップを用い、各々の非適合領域から材料の前記量を除去するように前記ストリップを制御して部品(10)を研磨するステップ。方法は、特にタービンエンジンのファンブレードを研磨するために使用され得る。
 (もっと読む)
(もっと読む)
ワーク表面加工装置および多連式ワーク表面加工装置
【課題】装置の小型化を阻害することなく、内蔵の加工具揺動機構の保守点検作業を効率良く行うことのできるレンズ研磨工装置を提案すること。
【解決手段】レンズ研磨装置1は、装置架台2に対して前方に引き出し可能な引き出し式架台3を備えている。引き出し式架台3には、研磨工具51を回転させる工具軸モータ53および研摩工具51を揺動させる加工具揺動機構6を含む引き出し側機構部5が搭載されている。引き出し式架台3を装置架台2から前方に引き出すと、引き出された引き出し式架台3に搭載されている引き出し側機構部5の周囲に作業用スペースを確保できる。よって、引き出し側機構部5の保全作業を効率良く行うことができ、レンズ研磨装置1の内部に作業用のスペースを確保しておく必要がないので、装置を小型化できる。
(もっと読む)
眼鏡レンズの鏡面加工条件設定方法及び眼鏡レンズ加工装置
【課題】 鏡面加工後に現れるレンズコバ面の縦縞模様を目立たなくし、見栄えの良い鏡面仕上がり面を得ることができる眼鏡レンズの鏡面加工条件設定方法及び眼鏡レンズ加工装置を提供する。
【解決手段】 仕上げ加工された眼鏡レンズの周縁を鏡面砥石により鏡面加工する際のレンズの回転速度及び鏡面砥石の回転速度の条件を設定する眼鏡レンズの鏡面加工条件設定方法において、レンズの1回転での回転速度をVl(秒/1回転)とし、鏡面砥石の回転速度をVw(回転数/秒)とし、
N=Vl×Vw
の関係式で求められる数Nで、所期する玉型のレンズ全周の周長を分割したときの間隔が、眼の分解能より小さくなるか、又は2mmより大きくなるか、どちらかを満たすようにレンズの回転速度及び鏡面砥石の回転速度の条件を設定することを特徴とする。
(もっと読む)
研削方法および研削装置
【課題】光学素材の外径の大きさに影響されることなく、高精度に加工する。
【解決手段】光学素材1を保持するワーク軸2に対してツール軸13を傾斜させて配置し、ツール軸13の回転中心軸Aの回りに複数の砥石軸12を介して複数の円筒形砥石11を同一円周上に等間隔に配列し、個々の砥石軸12の回転による円筒形砥石11の自転と、ツール軸13の回転による複数の円筒形砥石11の公転とを組合せ、個々の円筒形砥石11の外陵線部11aの包絡線である砥石外側軌跡23によって光学素材1に凹形状1aを形成する。光学素材1の外径が大きくても、小径の複数の円筒形砥石11を、振動等を生じることなく高速回転させて高精度に研削加工できる。
(もっと読む)
ワーク貼付部材および研磨加工方法
【課題】ワークの従属回転性を向上させるとともに、ワークの振動現象をなくして、研磨精度を向上させる。
【解決手段】ワーク保持装置Hの側にベアリング14を介して保持される保持軸6と、レンズ1が熱可塑性接着剤2を介して固定される貼付台座3とを、接続軸5を介して遊動状態に接続するとともに、貼付台座3と保持軸6の間に摩擦係数の小さな滑り部材4を配置した構成の貼付皿S1を用い、ベアリング14の起動トルクの変動や振動等に影響されることなく、滑り部材4と保持軸6の相対的な滑り変位により、レンズ1の工具9に対する円滑な従属回転を実現し、レンズ1を高精度に研磨する。
(もっと読む)
鋳片の研削方法
【課題】連続鋳造で形成される鋳片を回転砥石で研削するに際し、研削面から回転砥石が脱落することがない鋳片の研削方法を提供する。
【解決手段】鋳片30の縁30b,30cに沿い、かつ縁30b,30cに対して回転砥石31の回転軸線32が傾斜するようにして研削する場合、回転砥石31の移動方向下流側の側面31aに対して、鋳片30の研削中の部分から作用する移動方向反力Rの方向が鋳片30の内向きになるようにする。鋳片30に対する内向きの反力Rは、鋳片30の外方へ延びる回転軸線32と、回転砥石31の移動方向下流側の鋳片30の縁30b,30cとの成す角度αを、鋭角にすることで実現される。
(もっと読む)
バリ除去方法及び装置
【課題】金属部品にゴム材料又はゴム状弾性を有する合成樹脂材料を一体成形したワークから、ゴムバリを確実に除去する。
【解決手段】金属部品にゴム状弾性材料又は合成樹脂材料を一体成形したワークWを支持するワーク受け治具部1と、ゴム状弾性材料からなるバリ取り工具21及びこのバリ取り工具21を回転させる装置24を備えるバリ取りユニット2と、このバリ取りユニット2を移動させてバリ取り工具21をワークWに押し付け可能なスライドユニット3とからなり、バリ取り工具21を回転させながらワークWに押し付けることによって、ワークWの表面のゴムバリを摩擦熱で軟化させると共に、回転による剪断力により剥離除去する。
(もっと読む)
加工装置および加工方法
【課題】加工形状の配置制限を緩和でき、かつ加工形状の形状精度および位置精度を向上させることができる加工装置を提供する。
【解決手段】直進駆動軸(X軸ステージ12とY軸ステージ13)により、被加工物16上の加工形状の形成予定領域の中心を、回転駆動軸11による加工工具(バイト20)の回転に合わせて円弧状に移動させつつ、直線駆動軸(Z軸ステージ14)により加工工具を加工形状に沿うように移動させる。
(もっと読む)
形鋼表面研磨装置
【課題】形鋼の接続部の研削に際して高い研磨能率とその形鋼の接続部の表面に形成されるうねりに追従した均一な研磨とが同時に得られる形鋼表面研磨装置を提供する。
【解決手段】回転軸32の軸端に固定された固定部材50の回転軸32とは反対側に、その固定部材50の回転中心C上に設けられた揺動中心点Pを中心とする揺動可能且つ相対回転不能に円盤状の揺動部材52が取り付けられ、その揺動部材52を固定部材50側へ接近するように外側コイルスプリング( 付勢部材) 56により付勢され、その揺動部材52の固定部材50とは反対側の外周部に固定された外周砥石54がH形鋼12に対して押しつけられて研磨が行われる。回転軸32からの押付力がそのまま揺動部材52に伝達されるので、高い研磨効率が得られる。揺動部材52はH形鋼12の表面のうねりに応じて揺動するので、そのうねりに追従した好適な研磨が得られる。
(もっと読む)
凹球面研削加工装置と方法
【課題】例えば半球面に近い深い凹球面を、高平滑かつ高精度な凹球面に高能率に加工することができる凹球面研削加工装置と方法を提供する。
【解決手段】表面が導電性砥石13からなり所定の直径と真円度を有する球形工具12と、球形工具の中心より下方部分を遊動可能に保持する工具保持具14と、球形工具の中心より上方部分と接触する半球状の上凹穴を有するワークを保持するワーク保持具18と、ワーク保持具又は工具保持具を移動し球形工具とワークの相対位置を調整する相対位置調整装置20と、球形工具の表面を電解ドレッシングするELID装置22と、球形工具をその表面に沿ってランダムに駆動するランダム駆動装置30とを備える。
(もっと読む)
ウエーハの加工方法
【課題】切削ブレードの交換頻度や修正頻度を低減可能なウエーハの面取り部を切削除去するウエーハの加工方法を提供することである。
【解決手段】除去予定領域の半径方向距離の1倍より大きく2倍未満の厚みの切削ブレード24をスピンドル10に装着するステップと、チャックテーブル20で、ウエーハ2の中心を回転軸に一致させて保持するステップと、第1及び第2側面を有する切削ブレード24の第1側面を、スピンドル10の軸線の投影と除去予定領域の円形内周エッジとの二つの交点のうちの一方に位置づけるステップと、切削ブレード24をウエーハ2に切り込ませるステップと、チャックテーブル20を360度回転させることで除去予定領域を除去するステップと、所定のタイミングで、切り込みステップにおける切削ブレード24の位置付けを、第2側面を二つの交点のうちの他方に位置づけるステップとを具備したことを特徴とする。
(もっと読む)
研磨装置
【課題】 研磨ヘッドの位置及び姿勢が同時に変化しても、研磨荷重を常に目標値に保つことができる研磨装置を実現する。
【解決手段】 研磨ヘッド1に取り付けられた加速度検出部10は、研磨工具9が被研磨面17を押し付ける方向(Z方向)の加速度を検出する。検出される加速度は、重力加速度と研磨ヘッド1の移動に伴う加速度のZ方向成分の和である。加速度検出部10の検出値に基づいて、研磨ヘッド1の位置及び姿勢の変化による研磨荷重への影響を算出し、研磨工具9を押し付ける荷重を制御することで、研磨荷重を目標値に保つ。
(もっと読む)
レンズ研削工具及びレンズの研削加工方法
【課題】レンズ面の創成を行う砥石の摩耗を低減するとともにコストを低減する。
【解決手段】本発明のレンズ研削工具10は、レンズ表面の創成を行うためのレンズ研削工具であって、外周部に軸線周りに円環状に形成されたレンズ面20aの創成用の第1の砥石12sを設けるとともに、内周部に前記第1の砥石12sに対し軸線方向に移動可能に構成したレンズ面20a外縁20bの面取り加工用の第2の砥石13sを設けたことを特徴とする。
(もっと読む)
磁気ディスク用基板の製造方法
【課題】研磨加工後に基板が上研磨定盤に貼り付く割合を低減できる磁気ディスク用基板の製造方法を提供すること。
【解決手段】本発明の磁気ディスク用基板の製造方法は、一対の定盤の間に挟持され、複数の磁気ディスク用基板を保持した状態で自転しながら公転するキャリアを備えた研磨装置で前記磁気ディスク用基板を研磨加工する工程を含む磁気ディスク用基板の製造方法であって、前記研磨加工において、研磨終了後に下側定盤の回転数を上側定盤の回転数に対して相対的に大きくすることを特徴とする。
(もっと読む)
加工皿の作製装置及び修正方法
【課題】簡易かつ高精度で研磨皿その他の加工皿を作製することができ、高い再現性で加工皿を迅速に作製等することができる加工皿の作製装置及び修正方法を提供すること。
【解決手段】カーブジェネレータ型の駆動機構を有する駆動装置30が、第1ホルダ37と第2ホルダ38とを相対的に3次元的に変位させることによって、加工皿10の形状を砥石部材20によって修正するので、砥石部材20を利用して簡易かつ高精度で加工皿10を作製することができ、加工皿10の作製が迅速で再現性の高いものとなる。
(もっと読む)
プロファイル研削盤
【課題】ワークの側面に開口して形成された凹部を円滑に加工できるプロファイル研削盤を提供する。
【解決手段】ベース部11と、ベース部11上の一側に設けられワーク12を把持するワークテーブル13を備えたワークユニット14と、ベース部11上の他側に設けられ砥石15を保持しその軸心回りに回転する砥石回転機構16を備えた砥石ユニット17とを有するプロファイル研削盤10において、ワークユニット14は、ワークテーブル13を支持し、ワークテーブル14を水平面内で互いに直交するX方向及びY方向、並びに水平面に直交するZ方向にそれぞれ移動する第1〜第3の移動手段36、39、31を備え、砥石ユニット17には旋回機構54が設けられている。
(もっと読む)
141 - 160 / 462
[ Back to top ]