
Fターム[3C049AB04]の内容
3次曲面及び複雑な形状面の研削、研磨等 (13,165) | 装置の構造(ワーク) (1,672) | ワーク保持機構 (612)
Fターム[3C049AB04]の下位に属するFターム
レンズの保持機構 (212)
Fターム[3C049AB04]に分類される特許
141 - 160 / 400
非真円形状の加工方法
【課題】非真円形状の研削加工において、加工精度を安定させ、加工能率を向上させる。
【解決手段】回転軸線に垂直な断面の輪郭が非真円形状であるワークの外周面を研削するにあたり、NC工作機を用い、ワーク主軸の回転位相に合わせてワークと砥石の相対位置を制御しつつクリープフィード研削する。
(もっと読む)
精密エッジ仕上げのための装置及び方法
仕上げ前材料の一部分に除去可能な感知層を施す工程及び仕上げ前材料のエッジを機械加工領域内に置く工程を含む、仕上げ前材料のエッジを仕上げる方法が提供される。方法はさらに、除去可能な感知層の位置を検知するために少なくとも1つのセンサを用いる工程及び検知された位置に基づいて加工機と仕上げ前材料のエッジの間の相対位置を調節する工程を含む。一例において、少なくとも1つのセンサは誘導性センサであり、除去可能な感知層は強磁性材料である。  (もっと読む)
(もっと読む)
ウエーハの加工方法

【課題】 円形凹部に対応するデバイス領域に割れを生じさせることなくウエーハを個々のチップに分割可能なウエーハの加工方法を提供することである。
【解決手段】 ウエーハの加工方法であって、ウエーハ内部に分割予定ラインに沿った改質層及び円形凹部と環状補強部との境界部に環状改質層を形成する。環状補強部上に環状フレームに装着された粘着テープを載置し、ウエーハの直径より長いローラーを、ウエーハに対して下方に押圧しつつ粘着テープの裏面上を転動させて、環状補強部を押し下げて円形凹部と環状補強部を環状改質層に沿って分離するとともに、円形凹部の底面及び環状補強部に粘着テープを貼着する。
(もっと読む)
アイススケート靴用刃研磨装置
【課題】熟練を必要としないで、ロック形状を狂わさずに刃部のエッジ部分に角を付ける研磨を行い得るアイススケート靴用刃研磨装置を提供する。
【解決手段】架台12に、上端面13a,14aがロック形状となっているテンプレート13,14と、刃部Bを上向きにしてかつテンプレート13,14に平行に並ばせて挟持しうる刃部挟持手段15とを備えている。刃面高さ位置合わせ手段16をテンプレート13,14上に載せて固定し、刃部挟持手段15により挟持される刃部Bの刃面B1を下から当接してテンプレート13,14の上端面13a,14aに対応する高さに位置合わせする。刃面高さ位置合わせ手段16を外し、研磨手段17をテンプレート13,14上にセットし、砥石10,11の高さ調整し必要な研磨代を設定する。研磨手段17をテンプレート13,14の上端面13a,14aに倣いつつ人力により移動し刃面B1を研磨する。
(もっと読む)
ワークの加工装置及び加工方法
【課題】円錐状端部の先端を切断して得られる円錐台状のワークを短時間で円柱形状に加工し、その円柱形状以外の部分を研削粉としてロスすることなく加工できるワークの加工装置及び加工方法を提供することを目的とする。
【解決手段】少なくとも、円錐台状のワークを載置するテーブルと、該テーブルに載置されたワークの上方に配置され、円筒状で先端に砥石を有した中心軸周りに回転可能なコアビットと、該コアビットに駆動力を伝達して回転させる駆動モータと、前記コアビットを前記ワークに対して相対的に上下方向に移動させる送り機構とを具備し、前記コアビットを駆動モータによって回転させながら前記送り機構によって相対的に下方に切り込み送りし、前記コアビットの砥石を前記テーブルに載置されたワークに当接させて該ワークを円柱形状にくり貫き加工するものであることを特徴とするワークの加工装置。
(もっと読む)
研磨加工方法および研磨加工装置
【課題】研磨加工面の一部に曲率半径が小さな凹部を有する被加工物でも、研磨加工面の全体を安定して精度良く均一に研磨加工することが可能な研磨加工技術を提供する。
【解決手段】円環形状の弾性体6aからなる加工作用部6bを備えた研磨工具6を用い、被加工物1の主軸回転軸Aと、研磨工具6の工具回転軸Bとが、被加工物1の研磨加工面1aの研磨加工点kにおける傾斜角α(x)(接線の傾き)から所定の角度β(x)を減算して得られる研磨角度θとなるように制御し、円環形状の加工作用部6bが三日月形状の領域で部分的に研磨加工面1aに接触するようにして、研磨加工面1aの一部に曲率半径が小さな凹部を有する被加工物1でも、研磨加工面1aの全体を安定して均一に研磨加工することを可能にした。
(もっと読む)
ころ軸受の製造方法
【課題】軸受装置に対して高荷重・高速回転で運転されているときでも、焼き付き等の不具合の生じにくいころ軸受の製造方法を提供する。
【解決手段】内輪部材3と外輪部材2との間に複数のころ4を介在させるとともに、内輪部材2と外輪部材3とのうち少なくとも一方の部材の軸方向端部に、ころ4の端面4Aをすべり接触で案内する案内面8を有する鍔部7を設けたころ軸受1の製造方法において、ころ4を砥石に対して遠近方向で移動させてきわめて短時間ころ4の端面を砥石に接触させ、その後ただちに研磨位置から退避させることを繰り返すとともに、その繰り返す研磨ごとにころがころの軸心周りでことなる回転姿勢となるように設定して研磨を行うことでころ4の端面4Aの研磨痕9を無方向性にしてある。特に、円錐ころ軸受に適用することが好ましい。
(もっと読む)
ワイヤソー
【課題】 加工精度が高くかつ生産性の高いワイヤソーを提供すること。
【解決手段】カーボン系の材料からなるスライス台19の曲面側にシリコンインゴットを、エポキシ系接着剤を用いて接合する。そして、スライス台19の曲面側と対向する面に超音波振動子23である円板状の圧電セラミックを、エポキシ樹脂を用いて接合する。円板状の圧電セラミックは厚さ方向に分極してある。圧電セラミックの形状は3種類あり、圧電セラミックの円盤の拡がり振動モードの固有振動数は、約35KHz、約45KHz、約55KHzである。そしてワークプレート18をスライス台19にエポキシ系樹脂を用いて接合する。なお、3種類の圧電セラミックは、同数使用している。
(もっと読む)
銅張配線基板の分割方法
【課題】一次銅張配線基板から小面積の二次銅張配線基板を効率よく得るようにする。
【解決手段】芯板(2)の両面に銅箔(3a,3b)が固着されてなる一次銅張配線基板(1−1)を多数積み重ねて一次重ね基板(A)を形成し、該一次重ね基板(A)を回転カッタ(7)により複数に切断することにより、小面積の二次銅張配線基板(1−2)が多数積み重った二次重ね基板(B)を形成し、外周に可撓性のブラシ材を有する回転ブラシを設け、該回転ブラシにより前記二次重ね基板(B)の切断端面を研削して各二次銅張配線基板(1−2)を上下に分離する。
(もっと読む)
CVTエレメントの加工用治具、及び、CVTエレメントの加工装置
【課題】側辺の仕上げ加工の加工精度を向上させるとともに側辺の仕上げ加工の作業効率を向上させることのできる、CVTエレメントの加工用治具、及び、CVTエレメントの加工装置を提供する。
【解決手段】一対のベース固定面21a・21bは固定面60に固定され、CVTエレメント保持面25はCVTエレメントEの積層方向に対して平行かつ均一の幅に形成されるとともに複数のCVTエレメントEの基準辺Edを保持する。さらに、一対のベース固定面21a・21bとCVTエレメント保持面25とが、CVTエレメントEの積層方向に対して垂直な切断面において、それぞれ同一の所定角度φを形成するとともに、CVTエレメント保持面25の、CVTエレメントの積層方向に対して垂直な切断面における切断線の中点mが、一対のベース固定面21a・21bのそれぞれから等距離となるように形成される。
(もっと読む)
電動石突修理器具
【課題】◎、現在利用されている電動鉛筆削り器の機能を応用して、一部構造変更、用途変更し、測量作業時の測点を正確視準する為に、部品名(石突)ピンポールの下部先端に取付られている、尖った部品です。
◎、現在の石突を使用していると突先が丸く太くなり、測量精度が落ちて使用不能になりますので、本発明の金属ヤスリで(石突を削り)修理し再使用すれば、資源の無駄なく経済効果は大きい。
【解決手段】本発明は、現在市販の電動鉛筆削り器を応用し、機能部分の(鉛筆削り部分)構造を改良変更し、金属ヤスリを取付けて、特殊器材(石突の突先を削り修理する)機能に新考案した。
(もっと読む)
研磨治具、フェルール及び光コネクタ
【課題】フェルールを保持する研磨治具の研磨作業後の清掃を容易に行うことができるようにする。
【解決手段】フェルール31の先端面31aを研磨するときにフェルール31を保持する保持部材11を研磨治具10に備える。フェルール31が挿入される貫通穴121を有する保持部材本体12と、保持部材本体12の上面に設けられ、貫通穴121にフェルール31が挿入されたときフェルール31のフランジ部33を支持する突起部16,17とで保持部材11を構成した。
(もっと読む)
バリ除去方法及び装置
【課題】金属部品にゴム材料又はゴム状弾性を有する合成樹脂材料を一体成形したワークから、ゴムバリを確実に除去する。
【解決手段】金属部品にゴム状弾性材料又は合成樹脂材料を一体成形したワークWを支持するワーク受け治具部1と、ゴム状弾性材料からなるバリ取り工具21及びこのバリ取り工具21を回転させる装置24を備えるバリ取りユニット2と、このバリ取りユニット2を移動させてバリ取り工具21をワークWに押し付け可能なスライドユニット3とからなり、バリ取り工具21を回転させながらワークWに押し付けることによって、ワークWの表面のゴムバリを摩擦熱で軟化させると共に、回転による剪断力により剥離除去する。
(もっと読む)
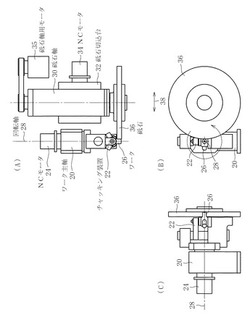
シリコンインゴットの面取り加工装置およびそれを用いる角柱状シリコンインゴットの面取り加工方法
【課題】スループット時間が短く、フットプリントがコンパクトな角柱状シリコンインゴットの面取り加工装置を提供する。
【解決手段】インデックス型ロータリーテーブル2にサーボモータ3mによりセンター軸を回転させる主軸台3rの4台と心押台3fの4台よりなるクランプ機構3を同一円周上に等間隔にかつ、縦方向に4基設け、この4基のクランプ機構の位置でインデックス型ロータリーテーブル2上のワークピースw位置を、ローディング/粗研削砥石を用いるコーナー部粗研削加工/アンローディングステージ(s1)と、一対のカップホイール型砥石を用いる両側面同時平面研削加工ステージ(s2)と、仕上げ研削砥石を用いるコーナー部仕上げ研削加工ステージ(s3)と、一対のカップホイール型砥石を用いる両側面同時平面仕上げ研削加工ステージ(s4)の四つの研削加工ステージに区分けしたインゴットの面取り加工装置1。
(もっと読む)
シリコンインゴットの面取り加工装置およびそれを用いる角柱状シリコンインゴットの面取り加工方法
【課題】スループット時間が短く、フットプリントがコンパクトな角柱状シリコンインゴットの面取り加工装置を提供する。
【解決手段】インデックス型ロータリーテーブル2にサーボモータ3mによりセンター軸を回転させる主軸台3rの4台と心押台3fの4台よりなるクランプ機構3を同一円周上に等間隔にかつ、縦方向に4基設け、この4基のクランプ機構の位置でインデックス型ロータリーテーブル2上のワークピースw位置を、ローディング/仕上げ研削砥石を用いるコーナー部仕上げ研削加工/アンローディングステージ(s1)と、一対のカップホイール型砥石を用いる両側面同時平面研削加工ステージ(s2)と、粗研削砥石を用いるコーナー部粗研削加工ステージ(s3)と、一対のカップホイール型砥石を用いる両側面同時平面仕上げ研削加工ステージ(s4)の四つの研削加工ステージに区分けしたインゴットの面取り加工装置1。
(もっと読む)
凹球面研削加工装置と方法
【課題】例えば半球面に近い深い凹球面を、高平滑かつ高精度な凹球面に高能率に加工することができる凹球面研削加工装置と方法を提供する。
【解決手段】表面が導電性砥石13からなり所定の直径と真円度を有する球形工具12と、球形工具の中心より下方部分を遊動可能に保持する工具保持具14と、球形工具の中心より上方部分と接触する半球状の上凹穴を有するワークを保持するワーク保持具18と、ワーク保持具又は工具保持具を移動し球形工具とワークの相対位置を調整する相対位置調整装置20と、球形工具の表面を電解ドレッシングするELID装置22と、球形工具をその表面に沿ってランダムに駆動するランダム駆動装置30とを備える。
(もっと読む)
単結晶の研磨方法
【課題】インゴット端部における切断面の反対側の凸状面を研磨対象とする場合でも、インゴット端部の切断面を容易に研磨することができる単結晶の研磨方法を提供する。
【解決手段】一方側が凸状面5で他方側が平坦な切断面7であるインゴット端部3における切断面7を研磨対象面とする単結晶の研磨方法であって、前記凸状面5の一部を支持部形成用樹脂15で被覆する工程と、支持部形成用樹脂15を平面加工することにより、平面状の支持面17を有する支持部19を形成する工程と、前記支持部19の支持面17を基準にして前記切断面7を研磨する工程と、を有する。
(もっと読む)
動力伝達装置及びベルト研磨機
【課題】入力軸と出力軸との少なくとも一方が移動する場合であっても、回転体に巻き掛けられたベルト等の伝動体に動力の伝達ロスのない適切な張力を付与することができるとともに、装置自体のコンパクト化を図ることが可能な動力伝達装置及びこれを用いたベルト研磨機を提供する。
【解決手段】動力伝達装置100を、出力軸102及びゴムロール(入力軸)30と平行に配置される回動シャフト111と、該回動シャフト111からその径方向に沿って延びる支持アーム112と、該支持アーム112の先端部に回動可能に取り付けられタイミングベルト105を巻き掛けるとともにそのループ内側に向かって押圧するテンションプーリ113と、回動シャフト111を回転させることで支持アーム112を旋回させるシリンダ(駆動機構)114とから構成する。
(もっと読む)
動力伝達装置及びベルト研磨機
【課題】伝動体に動力の伝達ロスのない適切な張力を付与することができるとともに該張力を一定に保持することができる動力伝達装置及びこれを用いたベルト研磨機を提供する。
【解決手段】動力伝達装置100を、出力軸102及びゴムロール(入力軸)30と平行に配置される回動シャフト111と、該回動シャフト111からその径方向に沿って延びる支持アーム112と、該支持アーム112の先端部に回動可能に取り付けられタイミングベルト105を巻き掛けるとともにそのループ内側に向かって押圧するテンションプーリ113と、回動シャフト111を回転させることで支持アーム112を旋回させるシリンダ(駆動機構)114と、回動シャフト111を回転不能に固定する電磁ブレーキ120とから構成する。
(もっと読む)
希土類焼結磁石の加工装置
【課題】希土類焼結磁石の加工装置で、連続加工時、希土類磁石が食い込むことで搬送路に凹部が発生し、搬送路の摺動性が悪くなった。
【解決手段】
回転砥石と、希土類磁石を連続して搬送する搬送路を有する希土類焼結磁石の加工装置において、少なくとも搬送路の回転砥石直下の部位が超硬合金からなる基材の上にCrN(窒化クロム)、DLC(ダイヤモンドライクカーボン)の順に層を有することを特徴とする希土類焼結磁石の加工装置とする。
(もっと読む)
141 - 160 / 400
[ Back to top ]