
Fターム[3C049AB04]の内容
3次曲面及び複雑な形状面の研削、研磨等 (13,165) | 装置の構造(ワーク) (1,672) | ワーク保持機構 (612)
Fターム[3C049AB04]の下位に属するFターム
レンズの保持機構 (212)
Fターム[3C049AB04]に分類される特許
101 - 120 / 400
光ファイバ端面の研磨治具と研磨装置及び研磨方法
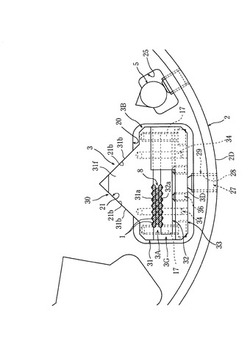
【課題】複数本の光ファイバの端面を容易かつ迅速に斜め研磨を行うことが可能な光ファイバ端面の研磨治具を提供する。
【解決手段】複数本の光ファイバ1の端部を保持して研磨するための治具に於て、複数本の光ファイバ1を挟圧保持する押圧プレート32と、受けブロック31と、を備え、押圧プレート32及び受けブロック31は、複数本のV字溝31a,32aを有し、V字溝31a,32aは、研磨状態で研磨面Kに接近する対向平面に対して所定の傾斜角度をもって形成されている。
(もっと読む)
板材の面取り装置及びその面取り方法

【課題】 バラつきのない安定した面取りを行うことが可能な板材の面取り装置及びその面取り方法を提供する。
【解決手段】 砥石2と、砥石2を回転させる回転駆動手段3と、砥石2で面取する板材4を保持する保持手段5と、板材4を砥石2に向けて移動する移動手段7と、を備えた板材の面取り装置1において、保持手段5を移動可能に保持するベース部材6と、保持手段5を砥石2側に付勢する弾性手段8と、移動手段7によって板材4を基準位置に移動させて板材4を砥石2に接触させたことによって変位した保持手段5の変位量を検出する検出手段9と、保持手段5の変位を防止する固定手段10と、を設け、変位量を考慮して板材4を砥石2に向けて移動させたものである。
(もっと読む)
加工システムにおけるワーク搬入出装置及びその方法
【課題】ワーク搬入出装置の構成を簡素化でき、ワークの搬入出時間及び加工時間を短縮して作業能率を向上できる加工システムにおけるワーク搬入出装置を提供する。
【解決手段】ワーク位置切換機構21のインデックステーブル25を旋回することによって、クランプ機構31を搬入位置P1、加工位置P2及び搬出位置P3に順次移動する。ワーク位置切換機構21及びワーク搬送装置41の上方にワーク搬入出装置51を設ける。ワーク搬入出装置51のアーム63の先端部に搬入用クランプ機構64及び搬出用クランプ機構65を設ける。アーム63を昇降動作又は旋回動作させ、搬入ステーションS1にあるパレット47に保持された未加工ワークWを搬入位置P1に搬入する動作と、搬出位置P3にあるクランプ機構31に保持された加工済みワークを搬出ステーションS2の搬出用パレット47に搬出する動作を同期して行う。
(もっと読む)
棒状ワークの加工方法及びその装置
【課題】棒状ワークに二筋の溝部を迅速に切削することができるとともに、切削精度を向上することができる棒状ワークの切削装置を提供する。
【解決手段】床面にコラム22を介して軸受23を設け、該軸受23に回転支持軸24を介してインデックステーブル25を、鉛直軸線の周りで旋回可能に装着する。前記インデックステーブル25にワークWとしてのニードルバルブ10をクランプするクランプ機構31を設ける。前記インデックステーブル25の上下方向から切削機構部11の回転工具14,15を接近させて前記ニードルバルブ10の小径部10d及び鍔部10eの外周面に接触させ、ニードルバルブ10に二筋の溝部10fを同時に切削する。
(もっと読む)
動力伝達チェーン用ピンの研削装置及び研削方法
【課題】より小さな曲率半径も、容易に実現可能な、動力伝達チェーン用ピンの研削装置及び研削方法を提供する。
【解決手段】外周近傍に動力伝達チェーン用ピンの両端面を研削する一対の砥面を有する砥石3と、ピンを、砥石3の中心軸に平行な姿勢で保持して一対の砥面間に挿入するキャリア2と、キャリア2により研削上の最深位置までピンが挿入された状態において、当該ピンが砥石3の径方向に直交する仮想平面上で揺動するようにキャリア2ごとピンを揺動させる揺動機構10とを備えた構成とする。
(もっと読む)
超音波加工装置
【課題】常に均一な濃度の砥粒を加工材料の加工部位に供給することで加工速度の低下を抑制することができる超音波加工装置を提供する。
【解決手段】加工材料58の上面に砥粒液60を供給する砥粒供給手段62と、工具46と加工材料58との相対位置を保った状態で工具46と加工材料58を傾斜させる傾斜手段20を有し、その傾斜手段20により工具46と加工材料58を傾斜させた状態で加工材料58を加工する。
(もっと読む)
円盤状ワークの面取装置
【課題】硬質脆性材料からなる円盤状ワークの外周角の面取装置に関し、面取面と表裏面との間の角に生ずるチッピングの発生を可及的に防止することにより、面取加工後の2次研削加工を省略できるようにする。
【解決手段】
鉛直方向の回転ワーク軸で保持された円盤状ワークの上面側及び下面側の外周角を摺擦するカップ状の上下の砥石と、上下の砥石を装着する上下の面取砥石軸と、砥石軸を回転駆動する砥石モータとを備えている。上下の砥石軸は、これに装着した上下の砥石の周縁が円盤状ワークの上下の面取面にそれぞれ一箇所で接触するように、ワーク軸の軸心と斜めに立体交差する方向で設けられている。砥石モータは、砥石と円盤状ワークとの接触箇所における上下の砥石の摺擦方向が共に円盤状ワークの内側から外側へと向かう方向となる回転方向にこれらの砥石を回転駆動している。
(もっと読む)
インゴットブロックの複合面取り加工装置
【課題】スループット時間が短く、フットプリントがコンパクトなシリコンインゴットブロックの複合面取り加工装置を提供する。
【解決手段】円柱状インゴットブロックの四側面剥ぎ加工をスライサー装置の一対の回転刃91a,91bで行って得られた角柱状インゴットの四隅R面を一対のカップホイール型第一研削砥石11g,11gで粗研削加工して面取りし、ついで、一対のカップホイール型第二研削砥石10g,10gでそのブロックの四側面を仕上げ研削加工する面取りをし、更に、そのブロックの四隅R面を研削車9gで仕上げ加工して角柱状インゴットブロクを製造する複合面取り加工装置1。
(もっと読む)
ウエハ加工装置及びウエハ加工方法
【課題】簡単かつ精度良く、ウエハの外周面を加工できるウエハ加工装置及びウエハ加工方法を提供する。
【解決手段】積層体Sにおけるウエハの積層方向両側を保持した状態で、積層体Sを回転させる回転機構16と、回転する積層体Sの外周面に接触可能に設けられ、積層体Sの外周面を円柱形状に研削する研削回転砥石14と、積層体Sの外周面に沿って設けられ、回転する積層体Sとの間に研磨材Wを介在させた状態で、積層体Sの外周面を研磨する研磨手段15とを備えていることを特徴とする。
(もっと読む)
研磨装置及び研磨方法
【課題】研磨中に研磨テープから砥粒が脱落してしまうことを極力防止し、また、たとえ基板の表面外周部を研磨中に研磨テープから砥粒が脱落したとしても、この脱落した砥粒が基板の中心部の素子形成領域等に入り込まないようにする。
【解決手段】表面に砥粒を固着した研磨テープ20を一方向に走行させつつ、該研磨テープ20の表面を基板Wの表面に押圧して該基板Wの表面を研磨する研磨ヘッド12と、研磨テープ20の走行方向に沿った研磨ヘッド12の上流側に配置され、研磨テープ20の表面から研磨中に砥粒が脱落するのを防止するように該表面を予めコンディショニングするコンディショニング装置(洗浄装置)30とを有する。
(もっと読む)
自動面取り加工装置
【課題】複数の種類を有するワークの面取り加工の自動化を効率良くかつ有効に実現する。
【解決手段】加工データ作成装置(10)は、第1撮像装置(45)から出力されるワークWの画像データと照合して種類を判別するための照合用データを、設計データに基づいて加工データの一部として作成する照合用データ作成手段(12)と、設計データに基づいて面取り加工の際のワークに対する加工ツール(32)の相対移動データを、加工データの一部として作成する移動データ作成手段(13)と、を備える。制御装置(50)は、第1撮像装置(45)から出力されるワークWの画像データを、照合用データと照合して、加工ステージ(60)上に配置されたワークWの種類を判別するワーク判別手段(52)と、判別した種類に対応する相対移動データを加工データから抽出して、相対移動データとワークWの画像データから求まるワークWの位置とに基づいてワークWの面取り加工工程を決定する加工工程決定手段(53)と、を備える。
(もっと読む)
溝加工方法および溝加工装置
【課題】 スプライン溝を形成するに際しての加工コストおよび材料コストを低減することができる溝加工方法および溝加工装置を提供する。
【解決手段】 溝加工装置1は、研削砥石11と、ロッド12と、ロッド12の各突出部に嵌め入れられる軸2の外径よりも小さい外径の円筒状挟持治具13と、ロッド12のおねじ部12aにねじ合わされる締付けナット14と、締付けナット14を所定量締め付ける締付け手段とを備えている。軸2の外径よりも小さい外径の円筒状挟持治具13によって軸2を挟持した状態でスプライン溝3を加工する。
(もっと読む)
砥石工具による加工方法および加工装置
【課題】研削砥石による研削加工や砥石ブレードによる切削加工を効率良く実施することができる砥石工具による加工方法および加工装置を提供する。
【解決手段】被加工物保持部材の保持面に保持された被加工物に砥石工具を作用せしめて被加工物に加工を施す砥石工具による加工方法であって、被加工物保持部材は透明体によって形成されており、被加工物保持部材の保持面の反対側から被加工物に対して透過性を有する波長のレーザー光線を被加工物保持部材および被加工物を通して砥石工具における加工部に照射することによる砥石工具を加熱し、加熱された砥石工具による熱加工と機械加工の複合加工を施す。
(もっと読む)
円形板材の端面加工方法および端面加工装置
【課題】円形板材の外径寸法の精度出しを行うことができ、かつ加工単価を安くすることのできる円形板材の端面加工方法を提供する。
【解決手段】上記課題を解決するための円形板材の端面加工方法は、複数の板材を厚み方向に積層することにより、円筒状部材を形成し、研磨面を構成する一対の定盤の各主面に、円筒状部材の曲面が当接するように挟み込み、前記円筒状部材に対して円周方向の回転を与えると共に、前記円筒状部材の中心軸と交差する方向への回転を与え、前記一対の定盤間に研磨剤を供給して前記円筒状部材の外周研磨を行うことで、前記板材の円形状の加工を行うことを特徴とする。
(もっと読む)
切削部材の研削装置
【課題】支持部と該支持部の端部に沿って取付けられた刃部とを備えた切削部材の支持部のみを研削して、刃部の切削面を支持部の先端面よりも外方に位置させるようにする研削装置を提供する。
【解決手段】切削部材1を研削する研削装置10であって、前記切削部材1が、支持部4と、該支持部の端部に沿って取付けられた刃部2とを備えてなり、前記研削装置10が、外周面が研削部であって回転駆動される円盤状の研削部材14と、前記研削部材の外周面と前記切削部材とを当接させるように前記切削部材を支持する支持機構18と、を備え、該支持機構は、前記切削部材を保持する保持部材20と、該保持部材を移動させる移動装置22とを備え、前記切削部材の支持部のみが前記円盤状の研削部材の外周面に当接するように前記切削部材を前記研削部材に対して移動できるものである研削装置。
(もっと読む)
半導体ウェハの製造方法
【課題】半導体ウェハの良好な幾何学的形状のみならず良好なナノトポグラフィも達成し、且つ450mmのウェハにも適している、半導体ウェハを製造するための新規の処理シーケンスを提供する。
【解決手段】規定の順序において:(a)単結晶からスライスされた半導体ウェハを同時に両面で材料除去する加工工程;(b)アルカリ性媒体による該半導体ウェハの両面の処理工程;(c)該半導体ウェハの前面及び裏面の研削工程;(d)0.1〜1.0μmの平均粒径を有する砥粒を含有する研磨パッドによる半導体ウェハの両面の研磨工程;(e)砥粒を含有する研磨剤の供給下での、砥粒を含有しない一次研磨パッドによる該半導体ウェハの前面の研磨工程;(f)該前面の化学機械的研磨(CMP)工程
を有する、半導体ウェハの製造法によって達成される。
(もっと読む)
金属リングの研削加工方法
【課題】設備に掛かるコストを抑えるだけでなく高精度な研削加工を短時間で効率良く行うことができる金属リングの研削加工方法を提供する。
【解決手段】研削ブラシ2の毛足方向に沿った第1の所定位置Lを拘束し、ブラシホルダ3により回転される研削ブラシ2の下端側を金属リングWの側端縁に当接して研削加工を施す第1の研削工程を行う。次いで、研削ブラシ2の拘束位置10を第1の所定位置Lと異なる第2の所定位置Hに変更する拘束位置変更工程を行う。次いで、研削ブラシ2の第2の所定位置Hを拘束した状態で金属リングWの側端縁に研削加工を施す第2の研削工程を行う。
(もっと読む)
シリコンインゴットの面取り加工装置
【課題】スループット時間が短く、フットプリントがコンパクトな角柱状シリコンインゴットの面取り加工装置を提供する。
【解決手段】角柱状インゴットの4隅Rコーナ部の円筒研削加工を1個の研削車9gで、角柱状インゴットの4側平面の面取りを一対の粗研削砥石10g,10gで同期制御研削加工行ったのち、その面取り面4面を一対の精密仕上げ研削砥石11g,11gで同期制御研削加工して面取りを完成させるインゴットの面取り加工装置1。
(もっと読む)
光コネクタプラグの研磨装置
【課題】治具盤の溝部とフェルール押え板との間に光コネクタプラグを差し込んだ際に、当該光コネクタプラグを常時安定した状態で保持しておくことができるようにする。
【解決手段】フェルールFを支持する内面略U字形状の溝部2a、2bを側端面に形成し、フェルールFを研磨する研磨板Qと対向するように配置する治具盤1と、前記溝部2a、2bに差し込んだフェルールFを治具盤1との間で挟持するよう当該溝部2a、2bに係合してフェルールFの他の箇所を支持可能とする係合突起5a、5bを前端面に設けて成るフェルール押え板5とを備える。また、略U字形状の溝部2a、2bとして少なくとも3点箇所でフェルールFを支持する内面多角形状の溝部2a、2bを含むものとする。
(もっと読む)
加工方法および軸受
【課題】スーパーフィニッシュ(鏡面研削)加工を行う必要が無くなって、リードタイムの短縮を図ることができる加工方法及びこの加工方法に用いて製造した軸受を提供する。
【解決手段】軸受の構成部品をチャック装置10にてチャックしてこの構成部品の仕上げ加工を行う。チャック装置10によるチャックを解除することなく、構成部品をチャックしたまま焼入鋼切削と研削加工とを行う。
(もっと読む)
101 - 120 / 400
[ Back to top ]