
Fターム[3C049AB04]の内容
3次曲面及び複雑な形状面の研削、研磨等 (13,165) | 装置の構造(ワーク) (1,672) | ワーク保持機構 (612)
Fターム[3C049AB04]の下位に属するFターム
レンズの保持機構 (212)
Fターム[3C049AB04]に分類される特許
21 - 40 / 400
歯面加工装置及び歯車製造方法
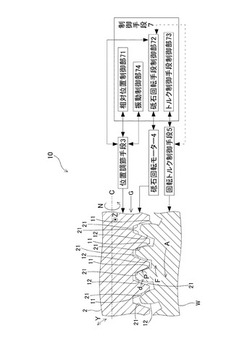
【課題】高硬歯車の面粗さの改善などを目的として加工圧を調節することができる歯面加工装置及び歯車製造方法を提供する。
【解決手段】歯面処置装置10は、はす歯状砥石2と、はす歯状砥石2の回転軸Cと被加工歯車Wの回転軸Xとの相対位置を移動できる位置調節手段3と、はす歯状砥石2の回転軸Cと被加工歯車Wの回転軸Xとの相対位置を調節して、被加工歯車Wの1つの歯を形成する歯面のうち一方の被加工歯面11のみ、はす歯状砥石2の砥石歯面21に当接させてはす歯状砥石2及び被加工歯車Wを噛み合わせるように位置調節手段3を作動させる相対位置制御部71と、砥石回転手段4を作動させる砥石回転手段制御部72と、回転トルクを所定範囲に調節するように回転トルク制御手段5を作動させるトルク制御手段制御部73と、をもつ制御手段7とを有する。
(もっと読む)
硬質脆性板の周縁加工装置

【課題】搬入された板状のワークの位置及び角度の誤差を補正する補正手段を備えた、小型で装置構造も簡単かつ部品点数も少ない、周縁加工装置を提供する。
【解決手段】鉛直軸回りに回転するテーブル、ワークの周縁を加工する工具、工具送り装置及びワークの角部の画像を取得する1個のカメラを備える。テーブルにワークが搬入されたとき、カメラでワークの第1の角部と180度対向する第2の角部の画像を取得し、それらの角部のあるべき位置からの2次元平面方向の偏差を検出し、それらの偏差から、テーブル中心に対するワークの中心の位置偏倚及び角度偏倚を演算する。
(もっと読む)
スキージ研磨装置用電着砥石
【課題】電着砥石の研磨面に研磨カスが付着し難いスキージ研磨装置用電着砥石を提供する。
【解決手段】スクリーン印刷機のスキージを研磨するスキージ研磨装置に用いられ、軸線2回りに回転駆動される砥石軸に装着される円盤状の台金部3と、台金部3の外周面6に電着された砥粒を含む砥粒層10と、を有するスキージ研磨装置用電着砥石1である。台金部3の外周面6には、軸線2に対して傾斜し、砥粒を有しない複数の傾斜溝8が形成されている。
(もっと読む)
ウエーハの加工方法
【課題】ウエーハを構成する基板に埋設された全ての電極を研削して露出させることなく、電極の手前の位置で裏面研削を終了することができるウエーハの加工方法を提供する。
【解決手段】基板表面のボンディングパッドと接続する電極が基板に埋設されているウエーハ2を所定の厚みに形成するウエーハの加工方法であって、表面に液状樹脂を被覆したサブストレート3と基板21の表面を液状樹脂液を介して接合する工程と、高さ位置計測手段8によりサブストレートが接合された基板の裏面におけるサブストレートからの高さ位置を計測する工程と、基板に接合されたサブストレート側を研削装置のチャックテーブルに保持する工程と、研削ホイールにより基板の裏面を研削する工程とを含み、裏面研削の前に、サブストレートからの高さ位置計測結果から求めた基板裏面の勾配に対応してチャックテーブルの保持面と研削ホイールの研削面との対面状態の調整を実施する。
(もっと読む)
レンズ研磨方法及びレンズ研磨装置
【課題】研磨ムラの少ない高精度のレンズ研磨を効率的に行うことが可能なレンズ研磨方法およびレンズ研磨装置を提供する。
【解決手段】レンズ研磨方法は、研磨装置の回転軸に保持され該回転軸を中心に回転駆動するレンズに対し、研磨ツールが回転軸の軸線と直交する方向及び軸線方向から、レンズの光学面に回転軸を中心に同心円状又は螺旋状のいずれかの研磨軌跡を描くように光学面を非球面形状に研磨するレンズ研磨方法であって、レンズを、研磨軌跡の旋回中心から離間した位置に配置する工程と、研磨ツールが光学面を研磨する時に、研磨ツールと光学面との間に所定の圧力を付与する工程とを備える。
(もっと読む)
磁気記録媒体用ガラス基板の製造方法および磁気記録媒体用ガラス基板
【課題】主平面の研磨工程での研磨パッドの目詰まりを抑制して、ドレス処理の頻度を低減するとともに研磨速度を安定させ、主平面の平滑性に優れ、異なるロットのガラス基板間の板厚のばらつきが小さい磁気記録媒体用ガラス基板を得るための製造方法を提供する。
【解決手段】この磁気記録媒体用ガラス基板の製造方法は、形状付与工程と、主平面研磨工程と、洗浄工程とを備え、前記主平面研磨工程は、前記ガラス基板の主平面を両面で5μm以上の研磨量で研磨する粗研磨工程を有する。そして、前記粗研磨工程では、気泡を含有し、研磨面に開口する前記気泡の平均直径が80〜300μmであり、かつ1.1〜2.5%の圧縮率を有する研磨パッドと、砥粒を含有する研磨液を用いて主平面を研磨することを特徴とする。
(もっと読む)
ワークの複合面取り加工装置およびそれを用いてワークの円筒研削加工およびオリフラ研削加工する方法
【課題】円筒状インゴットブロックの外周面を円筒研削加工およびオリフラ研削加工する際の生産時間を短くしたい。
【解決手段】 XRD機600を挟んで同一タイプのn(n=2〜4の整数)台の円筒研削
装置500と1台の円筒研削装置700を設け、n台の円筒研削装置500によるワークwの円筒
研削加工を、1台の円筒研削装置700でワークのオリフラ研削加工を同時平行になすこと
ができるように面取り加工プログラムを組むとともに、ワークの搬送ロボット200を付随
させた。
(もっと読む)
ウエーハの研削方法
【課題】バンプが形成されたウエーハでも裏面研削により平坦化を可能とするウエーハの研削方法を提供する。
【解決手段】複数のバンプ17が形成されたバンプ形成領域表面に有するウエーハ11の裏面を研削する研削方法であって、基材フィルムの上面に粘着材層が該バンプの高さより厚く形成された保護テープ23を、該バンプが該粘着材層に埋没するようにウエーハの表面に貼着する保護テープ貼着工程と、ウエーハの表面に貼着された該保護テープの基材フィルムの表面全面を粘着材層には達しない範囲でバイト工具28で切削し、表面を平坦に形成する保護テープ切削工程と、該保護テープが貼着されたウエーハの表面を該保護テープを介して研削装置のチャックテーブルで保持した状態でウエーハの裏面を研削手段により研削してウエーハを所定の厚さに薄化する裏面研削工程とからなる。
(もっと読む)
面取り部を機械加工するシステム
【課題】製造速度を向上させ、廃棄率を低減させる、面取り部の機械加工システムを提案する。
【解決手段】本発明は、円盤状部品(31)に面取り部(32,34)を機械加工するシステム(1)に関し、このシステムは、研磨手段(4)を有する研削装置(3)と、部品(31)を固定する装置(5)とを備え、この固定装置は、部品が取り付けられる支持部(13)を有し、この支持部に回転軸(16)が組み込まれている。本発明によれば、固定装置(5)は、さらに、面取り部(32,34)の角度を規定するように回転(B)の軸(16)を方向付ける手段(15)と、部品(31)に応力をかけて機械加工を行うため支持部(13)を研磨手段(4)に近づけるように動かす手段(17)と、を有する。本発明は、時計の風防の分野に関するものである。
(もっと読む)
硬質脆性板の周縁加工装置
【課題】小径砥石の摩耗による自動運転時間の制約をなくし、長時間の自動連続運転が可能な硬質脆性板の周縁加工装置を提供する。
【解決手段】摩耗した小径砥石を自動的に新しい砥石に交換する自動交換手段を備えた周縁加工装置を提供する。ワーク軸の上方で水平方向に移動する横送り台と、この横送り台に設けた縦送り台と、この縦送り台に、横送り台の移動方向と平行でかつワーク軸の軸心を含む平面に軸心を一致させて、ワーク軸と平行な砥石駆動軸と、砥石マガジンを備えている。砥石マガジンは、複数の小径砥石を、それらの軸心を砥石駆動軸の軸心を通り横送り台の移動方向と平行な平面上に位置させて保持する。
(もっと読む)
バリ取り装置
【課題】 コンベアに対するブラシ部材の相対高さの調整を自動で行え、調整のばらつきを抑え、かつ調整作業が容易なバリ取り装置を提供する。
【解決手段】 バリが上面に形成されたワークWを水平に搬送するコンベア1と、コンベア1の上方に配置されたバリ取りヘッド2と、コンベア1に対するバリ取りヘッド2の相対高さを調整する相対高さ調整機構3とを備える。バリ取りヘッド2は、ブラシ軸心O1回りに回転自在なロール状のブラシ部材20と、ブラシ部材20を旋回軸心O2回りに旋回自在に支持する旋回支持部材26とを有する。相対高さ調整機構3は、昇降駆動源50によりコンベア1またはバリ取りヘッド2を昇降させる。ブラシ部材20の下端を検出可能な投受光式のブラシ下端検出手段50と、ブラシ部材20の下端の検出に基づき昇降駆動源50を制御する昇降制御手段61とを設ける。
(もっと読む)
サファイア基板及びその製造方法
【課題】従来よりも大きいサイズで且つ高品質のサファイア基板を提供する。
【解決手段】a面、r面、m面、及びc面配向からなる群から選択される結晶配向を有し且つ約0.037μm/cm2以下のnTTVを有する概ね平坦な表面を含み、ここでのnTTVは該概ね平坦な表面の表面積で規格化された総厚みばらつきであり、該基板は約9.0cm以上の直径を有する、サファイア基板。
(もっと読む)
ガラス基板の外周端面研磨方法、ガラス基板の製造方法及び外周端面研磨装置
【課題】研磨ブラシを用いることなく、外周面取り部と外周側面部とを均一かつ安定的に研磨する方法を提供すること。
【解決手段】中央部に円形孔を有する複数の円盤形状ガラス基板を、前記円形孔の位置をあわせて重ね合わせてガラス基板積層体を形成し、該ガラス基板積層体の前記円形孔に貫通して前記ガラス基板積層体を支持する支持棒を有する容器内にガラス基板積層体を固定する、積層体形成工程と、前記ガラス基板積層体の外周端面と前記容器の内壁との間の空間に、砥粒を含む研磨液を封入する、研磨液封入工程と、前記研磨液が前記外周端面に接触するように、前記研磨液が封入された前記容器を振とうして前記外周端面を研磨する、研磨工程と、を含む、ガラス基板の外周端面研磨方法。
(もっと読む)
球体研磨装置
【課題】被加工球体の研磨むらを低減し、研磨加工効率を高めることができる球体研磨装置を提供する。
【解決手段】一方の面に環状に伸びる案内溝が形成されている固定盤体2と、一方の面に環状に伸びる案内溝が形成され、一方の面の案内溝が固定盤体2の案内溝と共働して環状に伸びる被加工球体5の球体通路を形成するように固定盤体2に対向して配置されている回転盤体3と、を備え、被加工球体5を固定盤体2と回転盤体3とで押圧することにより被加工球体5を球体通路に保持し、固定盤体2に対し同軸上に回転盤体3を回転させることにより球体通路にある被加工球体5を自転させながら球体通路を移動させ、被加工球体5の案内溝との接触部位を研磨する球体研磨装置100において、固定盤体2と回転盤体3とが径方向又は軸方向に相対的に変位している。
(もっと読む)
ウェーハの研削方法
【課題】サファイア基板の表面に半導体層が形成され外周が面取りされたウェーハの裏面を研削する場合において、内部に割れを生じさせないようにする。
【解決手段】サファイア基板10の表面に発光層11が積層され少なくとも表面側の外周に面取り部12が形成されたウェーハ1の裏面1bを研削する方法において、ウェーハ1の表面1aを硬質基板2に貼着し、少なくとも硬質基板2とウェーハ1の面取り部12との間の隙間に樹脂3を充填し、その状態でウェーハ1の裏面1bを研削する。硬質基板2とウェーハ1の面取り部12との間の隙間に樹脂3を充填した状態で研削を行うため、面取り部12がばたつくことがなくなり、面取り部12を起点として内部に割れが生じるのを防止することができる。
(もっと読む)
磁気記録媒体用ガラス基板の製造方法
【課題】ガラス基板の主平面を、酸化セリウム砥粒を使用することなくかつ高い研磨速度で研磨して、加工の際に生じたキズやクラック等を除去し、平滑な主平面を有する磁気記録媒体用ガラス基板を得るための製造方法を提供する。
【解決手段】この磁気記録媒体用ガラス基板の製造方法は、形状付与工程と、主平面研削工程と、主平面研磨工程とを備える。そして、主平面研削工程は、平均粒径0.01μm〜15μmのダイヤモンド砥粒を有する固定砥粒工具を用いて研削する固定砥粒研削工程を有し、主平面研磨工程は、シリカ粒子、ジルコニア粒子等の酸化セリウム粒子以外の平均粒径5nm〜3000nmの砥粒を含む研磨液と、研磨パッドを用いて研磨する第1の研磨工程と、その後平均粒径が5〜50nmのシリカ砥粒を含む研磨液と研磨パッドを用いて研磨する第2の研磨工程とを有する。
(もっと読む)
メタルシール部の加工方法および加工装置
【課題】簡易な方法で加工精度を高め、真円度および面粗度を向上させて油密性を確保するとともに、装置の簡素化により、生産コストを抑制できるメタルシール部の加工方法および加工装置を実現する。
【解決手段】ボデーB1に設けたテーパ面状のボデーシートB2に、ニードルNの先端に形成したテーパ面状のシート面N3を着座させるメタルシール部の加工を、ボデーB1の中心軸に対してニードルNの中心軸を傾斜させ、ボデーシートB2中心に対してシート面N3中心を偏芯配置して行なう。シート面N3とボデーシートB2の間に遊離砥粒を介在させた状態で、ニードルNに自転運動と、ボデーB1の中心軸周りに偏芯回転させるすりこぎ運動を与えることにより、シート面N3とボデーシートB2を同時に仕上加工する。
(もっと読む)
長尺部材のバリ除去装置
【課題】長尺部材の端面のバリを適切に除去することができるバリ除去装置と提供すること。
【解決手段】長尺部材Pのバリ除去装置1であって、平行に配置されて前記長尺部材Pを直交する姿勢で搬送する2本の搬送レール3と、前記搬送レール3に沿って前記長尺部材Pを押しながら搬送する搬送部材9と、前記搬送レール3の幅方向の両側に設置されるバリ除去手段11と、を備え、前記搬送レール3は、前記長尺部材Pを回転させるために搬送方向に沿って山部3aおよび谷部3bが交互に連続している。
(もっと読む)
ウエハ外周面の研磨方法、圧電振動片の製造方法、圧電振動片、圧電振動子、発振器、電子機器、及び電波時計
【課題】製造効率を向上できるとともに、割れや欠け等の発生を抑えて歩留まりを向上できるウエハ外周面の研磨方法、圧電振動片の製造方法、圧電振動片、圧電振動子、発振器、電子機器、及び電波時計を提供する。
【解決手段】一対の研削テーブル205によりウエハWを厚さ方向両面側から挟持するウエハセット工程と、研磨部材202を、長手方向がウエハWの厚さ方向に沿うように配置して、ウエハWの外周面W1に当接させる当接工程と、研削テーブル205によりウエハWを回転させつつ、研磨部材202を長手方向に沿って往復走行させ、ウエハWを研磨する研磨工程と、を有していることを特徴とする。
(もっと読む)
ガラス板の面取り方法及び面取り装置並びにガラス板
【課題】本発明は、直角度が許容値から外れたガラス板を直角度が良好なガラス板に効率よく加工するガラス板の面取り方法及び面取り装置並びにガラス板を提供する。
【解決手段】本発明のガラス板の面取り装置10は、ガラス板12の基準辺S1を砥石28の移動方向Aに対して直交方向となるように、CPU40が姿勢変更装置26を制御してガラス板12の姿勢を変更する。これにより、砥石28、28によって面取りされる辺S2、S3と基準辺S1との直角度が略直角になる。砥石28、28による辺S2、S3の面取り、及び直角度修正加工が終了すると、ガラス板12の姿勢を平面視において90度変更し、残りの辺S1、S4を面取り加工する。
(もっと読む)
21 - 40 / 400
[ Back to top ]