
Fターム[3C058AC02]の内容
仕上研磨、刃砥ぎ、特定研削機構による研削 (42,632) | 装置の構造(その他) (1,655) | 装置の補助機構 (1,647) | 計測、表示 (600)
Fターム[3C058AC02]に分類される特許
21 - 40 / 600
研磨パッド
【課題】 本発明は、スラリー漏れを防止することができ、かつ光学的検知精度に優れる研磨パッドを提供することを目的とする。
【解決手段】 本発明の研磨パッドは、研磨領域、クッション層、及び支持フィルムがこの順に積層されており、研磨領域及びクッション層を貫く開口部内かつ支持フィルム上に光透過領域が設けられており、前記光透過領域は、研磨定盤側の表面に、周囲部とくぼみ部とを有しており、前記周囲部には支持フィルムが積層されており、前記くぼみ部には支持フィルムが積層されておらず開口していることを特徴とする。
(もっと読む)
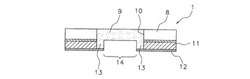
距離測定装置及び研磨ユニット並びに欠陥修正装置

【課題】温度ドリフト等のノイズによる影響を受けにくく、高精度な距離測定又は変位量測定を行うことができる距離測定装置を実現する。
【解決手段】光源10から透明体12を介してワーク表面に向けて測定ビームを投射すると、透明体12の第1の面12aを透過して第2の面12bで反射し、第1の面12aから出射する第1の反射ビーム13aと、透明体12の第1の面12a及び第2の面12bを透過し、ワーク表面で反射し、再び透明体12の第2の面12bを透過して第1の面12aから出射する第2の反射ビーム13bとが光検出手段15に入射する。信号処理装置16は、第1の反射ビーム13aを受光した受光素子と第2の反射ビーム13bを受光した受光素子との間の距離情報に基づいて透明体12の第2の面12bからワーク表面までの距離又は変位量を出力する。
(もっと読む)
取代の評価方法及びウェーハの製造方法
【課題】ウェーハの表裏両面を同時に加工して所定量除去する加工プロセスにおいて、製品となるウェーハを用いて表裏両面の取代をそれぞれ別々に短時間で簡便に評価でき、それによって表裏取代がそれぞれ調整されたウェーハの製造を可能にする取代の評価方法を提供することを目的とする。
【解決手段】外周が面取りされたウェーハの表裏両面を加工して所定量除去する加工プロセスにおいて、加工後の前記ウェーハの取代を評価する取代の評価方法であって、加工前後の前記ウェーハの表裏面それぞれの面取り幅の変化量に基づいて前記ウェーハの表裏面それぞれの取代を算出して評価することを特徴とする取代の評価方法。
(もっと読む)
ワイヤソー
【課題】ワイヤの断線の有無を高精度かつ安定して検出する。
【解決手段】走行するワイヤ3に被加工物Wを押し付けて当該被加工物Wを切断するワイヤソー1である。回転駆動されるワイヤガイド2,2間に略平行なワイヤ群3aが形成されている。一対のワイヤ送り装置5,6がワイヤ3の巻き出し及び巻き取りを交互に行う。ワーク保持部7が被加工物Wを押し付けるワイヤ群3aに液供給装置8が加工補助液を供給する。断線検出部材16、振動センサ17を有するワイヤ断線検出装置9が支持部4に取り付けられている。制御装置10は、ワイヤ3が断線するとワイヤ3の走行を停止する。断線検出部材16、振動センサ17は除振部材15を介して支持部4に取り付けられている。
(もっと読む)
超仕上げ加工方法および超仕上げ加工装置
【課題】安定した加工状態を得ることが可能な超仕上げ加工方法および超仕上げ加工装置を提供する。
【解決手段】回転する工作物9に砥石台4に支持した砥石10を揺動させながら押し当てる超仕上げ加工装置の砥石台4に、回転する工作物9の接線方向の分力Qを検出する主分力センサ6a、押し当て方向の分力Pを検出する背分力センサ6b、砥石10の揺動方向の分力Rを検出する揺動荷重センサ6c、砥石10の押し当て方向の移動量を検出する移動量センサ7、工作物9の寸法減少量を検出するインプロセスゲージ8を設ける。そして、「粗」→「仕上げ」に応じて変化するセンサ6a、6bの出力に基づき加工状態を判定し、加工条件(回転数、揺動数、押し付け力)を変化させて加工効率を改善する。また、前記センサ6a、6b、移動量センサ7とインプロセスゲージ8の出力を用いて研削異常を検出し砥石の不具合への対処を行うことにより、安定した加工状態を得ることができるようにする。
(もっと読む)
基板の製造方法
【課題】低コストで板形状を制御した基板の製造方法を提供する。
【解決手段】本発明に従った基板の製造方法は、窒化ガリウム(GaN)からなるインゴットを準備する工程としてのインゴット成長工程(S110)と、インゴットをスライスして窒化ガリウムからなる基板を得る工程としてのスライス工程(S120)とを備える。スライス工程(S120)では、スライス後の基板の主表面の算術平均粗さRaが10mm線上で0.05μm以上1μm以下となっている。スライス工程(S120)では、主表面における算術平均粗さRa、最大高さRz、十点平均粗さRzjisのうちの少なくとも1つについて、ワイヤソーを用いてスライス加工したときのワイヤソーの延在方向に沿った方向で測定した値よりワイヤソーの延在方向に垂直な方向で測定した値の方が大きくなるようにする。
(もっと読む)
ワイヤソー装置およびワーク切断方法、ウエハの製造方法
【課題】従来装置と比較してより高い張力で、ワイヤ断線なくワークの切断を素早く実現する。
【解決手段】各溝付ローラ2,3間に巻き付けられた切断用のワイヤ4の一方端が第1ダンサローラ10を介して供給ボビン5に巻き付けられ、他方端が第2ダンサローラ13を介して回収ボビン6に巻き付けられて、各溝付ローラ2,3間のワイヤ4の複数列でワーク7を切断するワイヤソー装置1において、各溝付ローラ2,3と第1ダンサローラ10および第2ダンサローラ13との間にそれぞれ、第1バッファボビン手段としての第1バッファボビン14と第2バッファボビン手段としての第2バッファボビン18がそれぞれ配設され、各溝付ローラ2,3と第1バッファボビン14との間に第3ダンサローラ17が配設されると共に、各溝付ローラ2、3と第2バッファボビン18との間に第4ダンサローラ21が配設されている。
(もっと読む)
レンズ研磨方法及びレンズ研磨装置
【課題】研磨ムラの少ない高精度のレンズ研磨を効率的に行うことが可能なレンズ研磨方法およびレンズ研磨装置を提供する。
【解決手段】レンズ研磨方法は、研磨装置の回転軸に保持され該回転軸を中心に回転駆動するレンズに対し、研磨ツールが回転軸の軸線と直交する方向及び軸線方向から、レンズの光学面に回転軸を中心に同心円状又は螺旋状のいずれかの研磨軌跡を描くように光学面を非球面形状に研磨するレンズ研磨方法であって、レンズを、研磨軌跡の旋回中心から離間した位置に配置する工程と、研磨ツールが光学面を研磨する時に、研磨ツールと光学面との間に所定の圧力を付与する工程とを備える。
(もっと読む)
全自動式マイクロドリルの研磨装置及びその研磨方法
【課題】設備の設置コストを下げ、且つマイクロドリル研磨時の効率及び品質を有効に向上させる全自動式マイクロドリルの研磨装置及びその研磨方法を提供する。
【解決手段】全自動式マイクロドリルの研磨装置及びその研磨方法として、その装置は機台、ブラシ装置、取出しモジュール、挟持モジュール、第1検査モジュール、第2検査モジュール及び研磨モジュールを含む。これらによって、研磨及び検査前のマイクロドリルを該挟持モジュールへ移動し、移動過程で同時に塵除去を行い、続いて第1次検査を行う。合格と判定したものは該研磨モジュールで第1次研磨を行い、不合格のものは不良品区へ送る。第1次研磨が完了した該マイクロドリルは第2次検査へ進み、良品は該放出区へ送り、不良品は前述ステップを繰り返してから第2次研磨へ進み、良品を該放出区へ送り出す。それでも尚、不良品の場合は該不良品区へ移動させ、自動化マイクロドリルの研磨を実現し、その効率と品質を大幅に向上させる。
(もっと読む)
被加工物の加工方法
【課題】被加工物を1回で精度良く加工できるようにすること。
【解決手段】加工方法は、単位除去形状と被加工物との相対向きを変え、各相対向きの計算除去形状と目標除去形状の差分の内、最小の差分となる相対向きに回転研磨工具の回転軸と被加工物との相対位置を位置決めし、かつ滞留時間分布に従った、相対速度で被加工物を加工するようになっている。このため、本発明の加工方法は、1回の走査で、誤差の少ない加工が可能であるため、被加工面の高精度化と、繰返し加工する回数が減ることによる加工能率の向上が可能になる。
(もっと読む)
バレル研磨装置
【課題】複雑な形状のワークをバレル研磨する場合に、そのワークの箇所により、過研磨の箇所と未了研磨の箇所いわゆる研磨ムラが生じやすく、一定品質の研磨ができない点である。
【解決手段】研磨媒体を収容する研磨媒体収容槽内において、ワークと研磨媒体とが擦れ合って生ずる摩擦によりワークの表面を研磨するバレル研磨方法において、ワークの自転運動、上下運動、振り子運動を、互いに連動することなく独立させて運動させ、ワークが研磨媒体収容槽内において特定軌道を描くことができないようにしたバレル研磨方法を提供するものである。
(もっと読む)
分割予定ライン検出方法
【課題】分割予定ラインの間隔が等間隔でないとともに平行でない被加工物の分割予定ラインを正確に迅速に検出可能な分割予定ライン検出方法を提供する。
【解決手段】分割予定ライン検出方法であって、撮像手段を分割予定ラインに沿って相対的に移動して、第1アライメントマークPと、中間アライメントマークRと、第2アライメントマークQとの間隔に対応して各アライメントマークP、R、Qを撮像して記憶する往路アライメントマーク撮像工程と、撮像手段を隣接する分割予定ラインに移動し、各アライメントマークP,R,Qを撮像して記憶する復路アライメントマーク撮像工程と、該往路アライメントマーク撮像工程と該復路アライメントマーク撮像工程とを複数回繰り返して複数の分割予定ラインに関するアライメント情報を取得した後、位置情報から最小二乗法により、分割予定ラインを検出する分割予定ライン検出工程と、を具備した。
(もっと読む)
化学機械的研磨のスペクトルに基づく監視のための装置および方法
【課題】研磨処理が完了したかどうかを決定する。
【解決手段】化学機械的研磨のスペクトルに基づく監視を行う装置および方法は、スペクトルに基づく終点検出、スペクトルに基づく研磨速度調整、光学ヘッド頂面の噴射、または窓付きのパッド30を含む。スペクトルに基づく終点検出は、スペクトルに基づく終点論理を適用することで終点が呼び出されるとターゲット厚さが達成されるよう、具体的なスペクトルに基づく終点決定論理を経験的に選択された基準スペクトルを使用する。異なるトレースまたは一連のシーケンスを使用して研磨終点を決定できる。噴射システムは、光学ヘッド53の頂面にかけて層状のガス流を作成する。真空ノズルと真空源は、ガス流が層状になるように構成されている。窓は、柔軟なプラスチック部分と結晶質またはガラス質の部分を含む。スペクトルに基づく研磨速度調整は、基板10上の異なるゾーンにスペクトルを得るステップを含む。
(もっと読む)
化学機械的研磨のスペクトルに基づく監視のための装置および方法
【課題】研磨の処理が終了したかどうかを決定する。
【解決手段】化学機械的研磨のスペクトルに基づく監視を行う装置および方法は、スペクトルに基づく終点検出、スペクトルに基づく研磨速度調整、光学ヘッド頂面の噴射、または窓付きのパッド30を含む。スペクトルに基づく終点検出は、スペクトルに基づく終点論理を適用することで終点が呼び出されるとターゲット厚さが達成されるよう、具体的なスペクトルに基づく終点決定論理を経験的に選択された基準スペクトルを使用する。異なるトレースまたは一連のシーケンスを使用して研磨終点を決定できる。噴射システムは、光学ヘッド53の頂面にかけて層状のガス流を作成する。真空ノズルと真空源は、ガス流が層状になるように構成されている。窓は、柔軟なプラスチック部分と結晶質またはガラス質の部分を含む。スペクトルに基づく研磨速度調整は、基板上の異なるゾーンにスペクトルを得るステップを含む。
(もっと読む)
バリ取り装置
【課題】 コンベアに対するブラシ部材の相対高さの調整を自動で行え、調整のばらつきを抑え、かつ調整作業が容易なバリ取り装置を提供する。
【解決手段】 バリが上面に形成されたワークWを水平に搬送するコンベア1と、コンベア1の上方に配置されたバリ取りヘッド2と、コンベア1に対するバリ取りヘッド2の相対高さを調整する相対高さ調整機構3とを備える。バリ取りヘッド2は、ブラシ軸心O1回りに回転自在なロール状のブラシ部材20と、ブラシ部材20を旋回軸心O2回りに旋回自在に支持する旋回支持部材26とを有する。相対高さ調整機構3は、昇降駆動源50によりコンベア1またはバリ取りヘッド2を昇降させる。ブラシ部材20の下端を検出可能な投受光式のブラシ下端検出手段50と、ブラシ部材20の下端の検出に基づき昇降駆動源50を制御する昇降制御手段61とを設ける。
(もっと読む)
半導体装置の製造方法および化学機械研磨装置
【課題】化学機械研磨装置において、コンディショニングディスクを駆動するアームおよび軸受け部を適切に管理できる方法を提供する。
【解決手段】研磨パッドを担持したプラテンを回転させながら、前記研磨パッドの表面をコンディショニングディスクによりドレッシングする工程を含み、前記コンディショニングディスクを前記研磨パッドの表面に押圧し、さらに前記アームを前記アームの回転軸回りで回転運動させ、前記コンディショニングディスクの位置を、前記プラテンの径方向上に、前記プラテンの中心部と外周部との間で変化させることにより実行され、前記ドレッシングの際、前記アームに作用するトルクの平均値<N>および変動幅Yを、前記コンディショニングディスクの、前記プラテンの径方向上における複数の位置にわたって求め、前記トルクの平均値<N>および前記トルクの変動幅Yの値をもとに、前記アームに対するメンテナンスの要否を判定する。
(もっと読む)
研磨ヘッドの高さ方向の位置の調整方法及びワークの研磨方法
【課題】研磨ヘッドの高さ方向の位置を安定して高精度に調整可能な研磨ヘッドの高さ方向の位置の調整方法を提供し、研磨するワークの平坦度を向上し、ワーク間の平坦度のばらつきを抑制することを目的とする。
【解決手段】ワークが保持されていない研磨ヘッドを研磨布と接触しない高さ方向の位置に位置決めした後、研磨ヘッドと定盤の少なくとも一方を回転させる工程と、高さ調整機構によって研磨ヘッドを研磨布に接触させるまで近づけながら、回転させた研磨ヘッドと定盤の少なくとも一方の負荷トルク電流をトルク測定機構によって測定し、該測定した負荷トルク電流の変化量が所定の閾値を超えた時点の研磨ヘッドの高さ方向の位置を基準位置として設定する工程と、設定した基準位置からの距離に基づいて、研磨ヘッドの高さ方向の位置を所定位置に調整する工程とを有する研磨ヘッドの高さ方向の位置の調整方法。
(もっと読む)
球体研磨装置
【課題】球体の加工品質を向上させるとともに、研磨加工効率を高めることができる球体研磨装置を提供する。
【解決手段】軸方向に圧力を加えながら回転盤体3を固定盤体2に対して回転させることにより球体を研磨加工する球体研磨装置1において、加工中の球体5の直径を測定する球径測定器6と、球径測定器6の測定値により球体5を研磨する研磨加工能率を制御するPLC7と、を備え、球径測定器6は、被測定球体5の姿勢を変更する姿勢変更機構64を有し、PLC7は、加工完了寸法を設定する設定手段71と、測定値Dmより平均直径を算出する加工能率演算部72と、設定手段71により設定された設定値及び平均直径に応じて加工能率の目標値を設定する加工能率演算部72と、測定値Dmと加工完了寸法とを比較して加工を停止させる加工能率演算部72と、を有する。
(もっと読む)
ワークの研磨方法及び研磨装置
【課題】本発明は、研磨量を正確に制御することのできるワークの研磨方法及び研磨装置を提供することを目的とする。
【解決手段】本発明は、ワークの両面を研磨するに当たり、排スラリーの温度変化率の変化を捉えることにより、ワークの研磨量を制御するものである。
(もっと読む)
研磨装置、および、研磨方法
【課題】簡単な構成でウェーハの取り代を適切に制御可能な研磨装置を提供すること。
【解決手段】バッキングパッド32およびリテーナリング33が一体化された研磨ヘッド3を備えた研磨装置1であって、ウェーハWの研磨中にリテーナリング33が研磨パッド23上のスラリーPから受けるリテーナ液圧Frを測定するリテーナ液圧測定手段35と、このリテーナ液圧測定手段35で測定されたリテーナ液圧Frに基づいて、研磨ヘッド3に付与するヘッド加圧力Fh、定盤22の回転数、および、1バッチあたりの研磨時間のうちの少なくとも1つのパラメータを設定するパラメータ設定手段と、を備え、研磨制御手段は、パラメータ設定手段で設定されたパラメータに基づいて、回転駆動手段および研磨ヘッド加圧手段のうち少なくとも一方を制御する。
(もっと読む)
21 - 40 / 600
[ Back to top ]