
Fターム[3C058AC02]の内容
仕上研磨、刃砥ぎ、特定研削機構による研削 (42,632) | 装置の構造(その他) (1,655) | 装置の補助機構 (1,647) | 計測、表示 (600)
Fターム[3C058AC02]に分類される特許
41 - 60 / 600
研磨装置および研磨方法
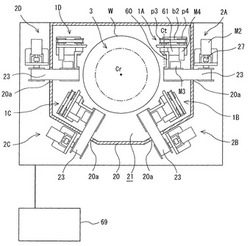
【課題】研磨時間全体を短縮することができ、研磨テープを容易に交換できる研磨装置を提供する。
【解決手段】本発明の研磨装置は、基板Wのノッチ部を研磨する研磨装置において、基板Wを水平に保持し、回転させる回転保持機構3と、研磨テープを用いて基板Wを研磨する複数の研磨ヘッドモジュール70A,70B,70C,70Dと、複数の研磨ヘッドモジュールを互いに独立して移動させる移動機構とを備える。複数の研磨ヘッドモジュールは、研磨テープを基板Wのノッチ部に摺接させる研磨ヘッド30と、研磨ヘッドに研磨テープを供給し、回収するテープ供給回収機構2A,2B,2C,2Dとをそれぞれ有する。
(もっと読む)
自動ドリル先端加工機

【課題】ドリルと砥石との相対位置検出時にドリルと砥石との衝突による損傷を防止する。
【解決手段】既定方向に移動自在に設けられかつ被加工材となるドリルWが把持されるチャックを有する主軸1と、既定方向に移動自在に設けられて主軸に把持されたドリルの先端にホーニングを形成するための加工を施す砥石4と、これら主軸と砥石とを既定方向に移動させるための駆動機構と、を具備する。主軸と一体に設けられてチャック内にあるドリル取り付け軸線と平行な位置関係に配置された計測用プローブ3と、主軸の移動範囲内に配置されてチャックに把持されたドリル及び計測用プローブを撮影する撮影カメラ20,21と、撮影カメラからのドリル及び計測用プローブの撮像情報並びに駆動機構からの駆動情報を取得し、それらの情報を基に、砥石によるドリルの先端にホーニングを形成する情報を駆動機構に発する制御手段と、を有する。
(もっと読む)
砥粒評価方法
【課題】セリア代替砥粒の開発にあたり、ガラス研磨における砥粒の化学的な研磨作用を評価する砥粒評価方法を提供する。更にこの評価方法を用い、低い研磨荷重であっても、高い研磨レートを有するセリアを含まないガラス用研磨材を提供する。
【解決手段】ガラス材の表面に砥粒を含むスラリーを供給し、研磨パッドに荷重を印加して前記ガラス材の表面を摺動させて研磨するガラス研磨における、前記砥粒の化学的な研磨作用を評価する砥粒評価方法であって、研磨時の研磨荷重を等間隔に表したx軸と、研磨時の研磨レートを等間隔に表したy軸とを有するグラフにおいて、複数の研磨荷重に対する研磨レートの値が近似的に直線となる領域の該直線が前記y軸と交わるy切片の値により、砥粒の化学的な研磨作用を評価することを特徴とする砥粒評価方法。
(もっと読む)
加工物からウェハをスライスする方法
【課題】加工物からウェハをスライスする方法を提供する。
【解決手段】加工物(12)からウェハをスライスする方法は、切断動作中に、加工物に対して、ワイヤソーのワイヤの、平行に配置されたワイヤセクションを移動させて、ウェハを形成するステップを含み、ワイヤセクションは、特定の厚みを有する、溝を有するコーティング(8)を各々が有する2つのワイヤガイドロール(1)間に張設され、前記方法はさらに、温度変化によって引起される一方のワイヤガイドロールのコーティングの長さにおける変化を、コーティングの端部でコーティングに固定されるリング(9)を用いて、センサ(7)とリングとの間の距離を測定することによって、測定するステップと、測定された距離に応じてワイヤガイドロールを冷却するステップとを含む。
(もっと読む)
基板の研磨装置及び研磨方法
【課題】本発明は、基板を吸着保持する吸着シートの破れを自動で確認できる基板の研磨装置及び研磨方法を提供する。
【解決手段】本発明の研磨装置12は、3台の光電センサ40〜44を備えた検査装置10を有する。光電センサ40〜44は、貼着ステージ22から研磨ステージ26に向けて搬送中の膜体16の破れを検出する。光電センサ40〜44は、光を投光する投光部46と光を受光する受光部48とを備えている。投光部46及び受光部48は、膜体16の吸着シート32に対向配置され、投光部46から光を吸着シート32に投光し、吸着シート32から反射した前記光を受光部48によって受光する。前記受光量の変化に基づいて膜体16に破れが発生したと検知部50が判定する。
(もっと読む)
研磨パッドの温度調整機構を備えた研磨装置
【課題】速やかに研磨パッドの表面温度を目標温度にまで上昇させることができる改良されたパッド接触部材を備えた研磨装置を提供する。
【解決手段】パッド温度調整機構は、研磨パッド3の表面に接触するパッド接触部材11と、温度調整された液体をパッド接触部材11に供給する液体供給システム30とを有する。パッド接触部材11は、その内部に第1の液体流路21と第2の液体流路22を有し、これらは直列に接続されている。第1の液体流路21と第2の液体流路22には、研磨テーブル2の半径方向に対して略垂直に延びる複数のバッフル25がそれぞれ配置される。
(もっと読む)
ダイシング装置
【課題】ブレードの位置検出を精度良く行いブレードの摩耗状態を正しく把握するとともに、装置の小型化を図る。
【解決手段】ワークに対して相対的にY方向にインデックス送りとZ方向に切り込み送りとがされる回転ブレードと、前記ワークを載置して前記回転ブレードに対し相対的にX方向の切削送りがされるワーク加工テーブルを有し、前記回転ブレードにより前記ワークの切削加工を行うダイシング装置において、前記ワーク加工テーブルに関して前記回転ブレードとは反対側で、前記ワーク加工テーブルが駆動しても干渉しない位置にその検出部が位置するように、前記回転ブレードを保持するスピンドルと同じ支持部材に取り付けられた、前記回転ブレードの先端位置を検出するブレード位置検出器を備えたことを特徴とするダイシング装置を提供する。
(もっと読む)
研磨装置
【課題】 キャリアから発生した切り粉によって非磁性体のワークが傷つけられてしまうことを防止しつつ、非磁性体のワークの厚さを正確に測定可能とする。
【解決手段】 研磨装置は、上面に研磨布が貼り付けられた磁性体からなる下定盤と、非磁性体のワークを保持し、当該ワークとともに下定盤の研磨布上に載置される非磁性体のキャリアと、キャリアにより保持された前記ワークの上面を研磨する研磨布が下面に貼り付けられ、下定盤の上方に昇降自在に配置された上定盤と、上定盤に内蔵されて、下定盤までの距離を測定する渦電流式変位センサと、渦電流式変位センサの測定結果を基にワークの厚みを算出する算出部とを備えている。キャリアは、ワークの硬度よりも小さい素材によって形成されている。
(もっと読む)
研磨方法及び研磨装置
【課題】十分な研磨速度を維持しつつ基板の被研磨面(表面)の研磨を行い、しかも、研磨後の基板表面に研磨残りを生じさせることを防止して、所望の研磨プロファイルを得ることができるようにする。
【解決手段】研磨パッド14aに向けてガスを噴射して研磨パッド14aの温度を制御しながら研磨する研磨方法において、研磨中、ガス噴射流量又はガス噴射方向をPID制御しつつ、被研磨面の研磨状態を監視し、所定の膜厚に到達する前後で、制御する研磨パッド14aの温度を切り替えて研磨する。
(もっと読む)
研磨装置及び研磨方法
【課題】研磨パッド表面に向けてガスを噴射して研磨パッドの温度を制御しつつ、基板と研磨パッドとの研磨界面への研磨液供給量が不足して研磨レートが低下するのを抑制したり、適正な研磨レートを保つことができるようにする。
【解決手段】研磨パッドに向けてガスを噴射して研磨パッドの温度を制御しながら、研磨液が供給されている研磨パッドの表面に基板を摺接させて該基板を研磨する研磨方法であって、基板の研磨時に研磨パッドに向けて噴射されるガス流量と研磨パッドに供給される研磨液流量とを互いに連動させる。例えば、基板の研磨時に研磨パッドに向けて噴射されるガス流量と研磨パッドに供給される必要研磨液流量との相関を示すデータを基に、基板の研磨時に研磨パッドに供給される研磨液流量を調整する。
(もっと読む)
渦電流センサ並びに研磨方法および装置
【課題】渦電流センサの発振周波数、内部回路の増幅度および励磁電圧を上昇させることなく、半導体ウエハ等の基板上の金属薄膜(または導電性薄膜)を検出することができる渦電流センサを提供する。
【解決手段】金属膜(または導電性膜)mfが形成された基板の近傍に配置されるセンサコイル60を備えた渦電流センサであって、センサコイル60は、前記信号源に接続された発振コイル62と、金属膜または導電性膜mfに形成される渦電流を検出する検出コイル63と、検出コイル63に直列に接続されるバランスコイル64とを有し、検出コイル63は、列を基板に対して垂直方向、層を基板に対して平行方向と定義したときに、線材又は導電体を1列複数層に巻いたコイルからなる。
(もっと読む)
ポリッシング装置およびポリッシング方法
【課題】基板の中心部および周縁部を含む全面において、精度の高い膜厚データを取得することができるポリッシング装置を提供する。
【解決手段】ポリッシング装置は、基板Wの表面を研磨パッド22に対して押圧するトップリング24と、光源16a,16bからの光を基板Wの表面に照射し、基板Wからの反射光を受光する第一の光学ヘッド13Aおよび第二の光学ヘッド13Bと、反射光の各波長での強度を測定する分光器14a,14bと、反射光の強度と波長との関係を示すスペクトルを生成する処理部15とを備える。第一の光学ヘッド13Aは、トップリング24に保持された基板Wの中心に対向するように配置され、第二の光学ヘッド13Bは、トップリング24に保持された基板Wの周縁部に対向するように配置されている。
(もっと読む)
フィレットローラの欠損判定装置およびその方法
【課題】簡易な制御でありながら、精度よくフィレットローラの欠損を判定する。
【解決手段】逐次算出した所定時間あたりの電力変化量ΔPiを用いて電力変化量積算値ΔPjおよび電力変化量最大値ΔPmaxjを算出し(ステップS102〜S108,S114)、電力変化量積算値ΔPjと電力変化量最大値ΔPmaxjとを含む直近20ケの電力変化量積算値ΔPj−19〜ΔPjおよび電力変化量最大値ΔPmaxj−19〜ΔPmaxjを用いて許容値範囲ΔPjmav±3σsjおよびΔPmaxjmav±3σmjを設定して(ステップS112〜S118)、電力変化量積算値ΔPjおよび電力変化量最大値ΔPmaxjが許容値範囲ΔPjmav±3σsjおよびΔPmaxjmav±3σmjの範囲内であるか否かによってフィレットローラRが欠損しているか否かを判定する(ステップS120)。この結果、簡易な制御で欠損判定をすることができる。
(もっと読む)
円筒状単結晶シリコンインゴットブロックを四角柱状ブロックに加工する切断装置および切断方法
【課題】 円筒状シリコンインゴットの側面剥ぎ切断装置上で、円筒状単結晶シリコンインゴットの結晶方位を正確に検知する方法および外周刃の横揺れ幅を小さくすることができる自己補償機構の提供。
【解決手段】 加圧冷却液供給パッド一対96p,96pを外周刃91aを挟んで外周刃の前面および後面に設け、ポンプ96pより供給される加圧液体の供給管を2分岐し、分岐された供給管のそれぞれの先端を前記一対の加圧冷却液供給パッドの液体貯め空間に望ませた外周刃横揺れ自己補償機構96。および、レーザ光反射型変位センサsを用い、円筒状単結晶シリコンインゴットの結晶方位を正確に検知する。
(もっと読む)
薬液リサイクル方法および該方法に用いる装置
【課題】シリコンウェーハ表面を処理するプロセスで使用した使用済み薬液において、前記プロセスに必要な薬液中の成分を簡易に調整し、リサイクル処理後の薬液でも未使用薬液と同等のプロセス性能を得ることが可能な薬液リサイクル方法および該方法に用いる装置を提供する。
【解決手段】本発明の薬液リサイクル方法は、シリコンウェーハ402表面を処理するプロセスで使用する薬液のリサイクル方法であって、前記プロセスで使用した後の使用済み薬液を限外ろ過フィルター1で限外ろ過して、ろ過後薬液を得る工程と、吸光光度計3により該ろ過後薬液の吸光度または透過率を測定して、前記ろ過後薬液に含まれる成分の濃度を求める工程と、求められた前記濃度の情報に基づき、前記ろ過後薬液の成分濃度を調整して調整後薬液を得る工程と、該調整後薬液を前記プロセスで使用する工程と、を有することを特徴とする。
(もっと読む)
インゴットの切断方法
【課題】ワイヤソーにおけるワイヤの使用量を抑制できるインゴットの切断方法を提供すること。
【解決手段】インゴットを切断するワイヤソーを用いて、複数のインゴットを順次に切断するインゴットの切断方法であって、前記ワイヤソーのワイヤを一方向に送りつつ1つのインゴットを切断する工程と、この切断時における、前記ワイヤが前記1つのインゴットから離れたときのワイヤの送り位置を基準として、当該ワイヤを以下の数式(1)で示される距離Lだけ他方向に巻き戻す工程と、この巻き戻した状態のワイヤに次のインゴットを接触させ、前記ワイヤを一方向に送りつつ前記次のインゴットを切断する工程とを実施する。
0<L<Xa+Xb…(1)
数式(1)中、ワイヤ径減少領域R1の長さをXaとし、ワイヤ径増加領域R3の長さをXbとする。
(もっと読む)
フィレットローリング加工装置及びフィレットローリング装置の異常判定方法
【課題】フィレットローリング加工時に発生するフィレットローラに欠けなどの異常を精度よく判定可能なフィレットローリング加工装置及びフィレットローリング装置の異常判定方法を提供する。
【解決手段】フィレットローリング加工装置(100)は、フィレット溝部Fにフィレットローラ(5)を圧接しながら、クランクシャフトSを回転することによりフィレットローリング加工を行う。フィレットローリング加工後、低圧力値でフィレットローラ(5)をフィレット溝部Fに圧接しながら、低回転速度でクランクシャフトSを回転駆動して検出した振動振幅にフィレットローラ(5)における異常の有無を判定する判定手段(15)を備える。
(もっと読む)
加工方法
【課題】 一つの環状フレームの開口部内に粘着シートを介して複数の被加工物を装着して研削や研磨を実施する場合にも、全ての被加工物を所定の厚みへと薄化可能な加工方法を提供することである。
【解決手段】 環状フレームFに貼着された粘着テープTの中心に第1ウエーハ11を貼着し、複数の第2ウエーハ13をその周りに貼着したウエーハユニット15を形成する。チャックテーブル36の回転軸から第2ウエーハ13の最外周位置までの長さより大きい半径を有する研削ホイール22の外周縁が第1ウエーハ11の中心を通過するように、チャックテーブル36と研削ホイール22の位置関係を設定する。厚み測定器46で第1ウエーハ11の厚みを測定しながら第1及び第2ウエーハ11,13の研削を実施する。第1ウエーハ11の厚みが所定厚みへ達した際に研削送りを停止することにより、全てのウエーハ11,13を所定の厚みへと研削することができる。
(もっと読む)
原子炉用制御棒の表面処理装置及びその表面処理プログラム
【課題】均一な磨き施工が困難な構造を有する原子炉用制御棒に対し、自動化した表面処理技術を提供する。
【解決手段】原子炉用制御棒の表面処理装置10において、回転する研磨材35を装着したツール30と、原子炉用制御棒の表面に当接する研磨材35の当接力を検知する検知手段20と、前記当接力が所定範囲になるようにツール30をその表面に走査させる架台11と、を備えることを特徴とする。
(もっと読む)
軟質材料の表面加工を行うラッピング装置及びラッピング加工方法
【課題】軟質材料からなる工作物に対して、簡素な構成で高精度かつ高加工能率で研磨加工を可能とするラッピング工具を備えたラッピング装置及びその加工方法を提供する。
【解決手段】ラッピング装置2は、端子部11を備えたラッピング工具1と、テーブル23上に設けられかつラップ剤4を貯留して該ラップ剤中に工作物3を浸漬させるための加工槽24などを有する。工作物3には軟質材料が用いられ、端子部11には、熱可塑性樹脂からなる端子本体12と、端子本体を加熱するための加熱手段13と、が設けられる。加熱手段の加熱量を制御して端子本体の表面温度を最適温度に調節するための温度制御手段をさらに有する。最適温度は、工作物3の硬度と端子本体表面12aの硬度との硬度比が0.4以下になるように設定されている。
(もっと読む)
41 - 60 / 600
[ Back to top ]