
Fターム[3C058BA02]の内容
仕上研磨、刃砥ぎ、特定研削機構による研削 (42,632) | 制御(検知及び設定) (1,968) | 研削条件の設定 (347)
Fターム[3C058BA02]に分類される特許
1 - 20 / 347
ベルト研磨装置
電動工具及び素地調整方法
基板を研磨する方法
固定砥粒ワイヤソーによる加工方法及びウエハ
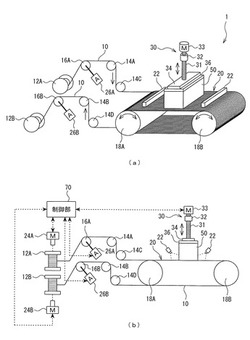
【課題】固定砥粒ワイヤソーを用いた被加工物の切断において、切断位置でのワイヤ張力を適切に制御することが可能な固定砥粒ワイヤソーによる加工方法及び該加工方法によって作製されたウエハを提供する。
【解決手段】1本の固定砥粒ワイヤ10を、メインローラ18A,18Bに一定ピッチで複数回巻き掛けて構成したワイヤ列20をその長手方向に往復走行させ、往復走行するワイヤ列20に被加工物50を押し当てることで、被加工物50を複数箇所で同時に切断して複数枚のウエハへと加工する固定砥粒ワイヤソー1において、往復走行の走行方向の反転タイミングを、ワイヤ繰り出し側における予め設定した基準位置にあるワイヤ部位の移動する距離が、メインローラ18A,18Bに巻き回されているワイヤの長さ以上となる時点とした。
(もっと読む)
研磨装置による研磨方法

【課題】研磨速度や研磨形状の変化に合わせて、最適な研磨条件で研磨処理を自動で実行できるようにする。
【解決手段】ステップ1で研磨前の基板の基板(ウェハ)の膜厚を測定する。次に、ステップ2で目標研磨量の半分程度を反りなし形状の研磨レシピ(Rf)で研磨する。そして、ステップ3で研磨後の基板の膜厚を測定する。このあと、ステップ4で研磨前後の基板の膜厚の測定結果により、(反りなし形状に対応する研磨後の式F)の結果の予想との誤差を(山型反り形状に対応する研磨後の式Y)、(谷型反り形状に対応する研磨後の式T)に補正し、残りの研磨量の各測定点が最小になるように、山型反り形状の研磨レシピ(Ry),谷型反り形状の研磨レシピ(Rt)それぞれの追加研磨時間を求める。そして、ステップ5で、山型反り形状の研磨レシピ(Ry),谷型反り形状の研磨レシピ(Rt)で追加研磨時間だけ研磨除去する。
(もっと読む)
製箔ローラ検査装置
【課題】製箔ローラ表面の凹凸を簡易に、かつ高い精度で検出し補修する製箔ローラ検査装置を提供する。
【解決手段】製箔ローラ検査装置は製箔ローラの表面に接触し研磨剤で研磨する研磨ローラと、研磨ローラに研磨材を供給する研磨材供給手段からなる研磨手段と、製箔ローラの表面を洗浄する洗浄手段と、製箔ローラの表面の凹凸を検査する検査手段と、検査結果に従い製箔ローラの表面研磨の要否を判断する制御手段と、研磨手段、洗浄手段、および検査手段を一体化した検査研磨機構を製箔ローラに対して接離方向に移動可能に支持し、製箔ローラに接近し表面の凹凸検査および表面の研磨を行う検査補修位置と、製箔ローラから離れて製箔工程への干渉を避ける退避位置との間を移動させる移動手段と、を有する。
(もっと読む)
バンドソー切断装置及びインゴットの切断方法
【課題】切断中にブレードの変位を安定的に抑制でき、これにより切断されたインゴットブロックやウェーハの切断面の品質を安定して保つことができ、ブレードの寿命を延長でき、切断速度を向上できるバンドソー切断装置及びインゴットの切断方法を提供する。
【解決手段】周回駆動されたブレードを静圧パッドによって案内しながら、ブレードをインゴットの上方から相対的に下方に送り出すことによってインゴットを切断するバンドソー切断装置であって、さらに、静圧パッドをブレードの周回方向に対して前後方向に移動させる駆動部と、該駆動部による静圧パッドの移動距離及び移動速度を制御する制御部とを有し、静圧パッドを制御部で移動制御しながらインゴットを切断するものであることを特徴とするバンドソー切断装置。
(もっと読む)
基板処理装置及び基板処理方法
【課題】製造プロセス中のウエハの反りを防止する。
【解決手段】基板処理装置は、ウエハにおける、サポートプレートが貼り付けられている面とは反対側の被支持面の内周部を支持する支持ピンにより支持された積層体を減圧環境下において搬送する搬送ユニット20とを備え、製造プロセス中のウエハの反りを防止することを可能とした。
(もっと読む)
研磨方法及び研磨装置
【課題】研磨パッドやスラリーの冷却、及び研磨パッド表面のドレッシングを効率良く行う。
【解決手段】本実施形態によれば、研磨方法は、回転させた研磨パッド13に、回転させた基板を押し当て、研磨パッド13上にスラリーを供給する工程と、研磨パッド13の表面温度を測定する工程と、前記表面温度が所定温度以上になった場合に、研磨パッド13に向かって、狭窄部を有するノズル15から過冷却液滴を含むジェット流を噴出させる工程と、を備える。
(もっと読む)
研磨装置および方法
【課題】基板の研磨中にノズルにより研磨パッドに気体を吹き付けて研磨パッドの表面の温度を制御することによりディッシングやエロージョン等を防止することができるとともに研磨パッド上の研磨液が飛散してノズルやノズル取付部品等に付着する量を減らすことができる研磨装置および方法を提供する。
【解決手段】研磨テーブル1上の研磨パッド2に基板を押圧して基板の被研磨面を研磨する研磨装置において、研磨パッド2に向けて気体を噴射する少なくとも1つの気体噴射ノズル24を有し、研磨パッド2に気体を吹き付けて研磨パッド2の温度を調整するパッド温度調整機構22と、研磨パッド2に向けて液体又は気体と液体の混合流体を噴射する少なくとも1つのノズルを有し、研磨パッド2に液体又は混合流体を吹き付けて研磨パッド上の異物を除去するアトマイザ30とを備え、パッド温度調整機構22とアトマイザ30とは一体のユニットとして形成されている。
(もっと読む)
両面研磨方法
【課題】キャリアの厚さの経時変化に影響されず、ウェーハの平坦度を安定的に改善できる両面研磨方法を提供することを目的とする。
【解決手段】キャリアに保持されるウェーハを研磨布が貼付された上下の定盤で挟み込み、キャリアを自転及び公転させ、研磨剤を供給しながらウェーハの両面を同時に研磨するウェーハの両面研磨において、高研磨レートで研磨する第1の研磨工程と、次に低研磨レートで研磨する第2の研磨工程とを有する両面研磨方法であって、研磨後にウェーハの平坦度を測定する工程と、平坦度の測定結果に基づいて次回研磨時の第2の研磨工程の研磨条件を設定する工程とを含むことを特徴とする両面研磨方法。
(もっと読む)
半導体装置の製造方法、及び、ウェハ研磨装置
【課題】研磨パッドの摩耗に起因する研磨パッドの剛性低下による悪影響を十分に抑制できる半導体装置の製造方法を提供する。
【解決手段】研磨テーブル1上に設けられた研磨パッド2と、前記研磨パッド2に対してウェハ3を接触させた状態で前記ウェハ3を前記研磨パッド2に対して相対的に移動させて前記ウェハ3を研磨する研磨ヘッド4と、前記研磨パッド2の摩耗後の厚さに応じて前記研磨パッド2の温度を制御する温度制御部6と、を有する。
(もっと読む)
ホーニング加工方法
【課題】ホーニング加工で孔の内周面をテーパ形状に精度よく仕上げると共に上記内周面にクロスハッチ状の加工痕を高精度に形成し、かつ当該仕上げ加工を効率よく短時間で実施する。
【解決手段】ワークとなる孔2の内周に配置したホーニングヘッド11を回転させつつ孔2の軸方向一方に沿って移動させるときのみ、砥石14を外径側に移動させて孔2の内周面3に所定の圧力で押し当てることで研削を行うと共に、上記押し当て動作を伴う研削をホーニングヘッド11の回転方向を切替えて繰り返す。また、ホーニングヘッド11の軸方向一方への移動を伴う研削が終了した際、ホーニングヘッド11の回転駆動を切断すると共に、砥石14による内周面3の研削が進行しない程度の押し当て状態(押し当て圧P’)を維持することで、惰性回転中のホーニングヘッド11を制動する。
(もっと読む)
プーリシーブ面加工方法及びプーリシーブ面加工用ラッピング装置
【課題】プーリシーブ面の表面粗さのプロフィールが、摩擦係数と耐摩耗性を確保するプロフィールとなるように安定的に加工すること。
【解決手段】プーリシーブ面加工方法は、プライマリプーリ1のシーブ面11,12とセカンダリプーリ2のシーブ面21,22に金属チェーン3を掛け渡して変速する無段変速機CVTに用いられるプーリ1,2において、第一工程81と第二工程82と第三工程83とを備えた。第一工程81は、プーリ1,2のシーブ面11,12,21,22に表面硬さを施すマイクロショット加工処理工程7の後、プーリ1,2のシーブ表面粗さのバラツキを平準化する。第二工程82は、シーブ表面に形成された溝の深さ度合いを評価する溝深さRzを、所定の目標値となるように施工する。第三工程83は、シーブ表面に形成された凹凸による平坦度合いを評価する平坦面積率Rmrを、所定の目標値となるように施工する。
(もっと読む)
ホーニング加工用装置
【課題】マシニングセンタを用いたホーニング加工を低コストで実施可能にする。
【解決手段】定量ホーニング用と定圧ホーニング用の2種類の砥石3A、3Bのいずれか一方を選択的に外周部から突出させ得るホーニング工具2を回転可能に保持し、回転しつつ回転軸方向に進退動可能な主軸4を有する工作機械の主軸4に装着され、主軸4の回転をホーニング工具2に伝達するホーニング加工用装置100であって、外部から空気が供給されることで空気圧が上昇する定量用空気室31と、定量用空気室31の空気圧を利用して定量ホーニング用砥石3Aをホーニング工具2の外周部から突出させるよう作動する定量拡張用部材11と、外部から空気が供給されることで空気圧が上昇する定圧用空気室14と、定量空気室14の空気圧を利用して定圧ホーニング用砥石3Bをホーニング工具2の外周部から突出させるよう作動する定圧拡張用部材12と、を備える。
(もっと読む)
切削装置および切削方法
【課題】低コストで高精度な、積層セラミックコンデンサを製造するためのワークの切削装置を提供する。
【解決手段】積層セラミックコンデンサを製造するためのワーク10を切削する切削装置100であって、ワーク10を切削するブレード22と、ブレード22を回転させるモータを備えたスピンドル20と、リング照明および同軸落射照明を切り換えてワーク10を撮像可能に構成された撮像装置30と、撮像装置30により取得されたワーク10の画像に対して画像処理を行うことによりワーク10の切削位置を特定し、特定された切削位置においてワーク10を切削するようにブレード22を制御する制御部40とを有する。
(もっと読む)
少なくとも3つの加工物の同時両面材料除去処理のための方法
【課題】両面処理装置の回転する上側加工ディスクと回転する下側加工ディスクとの間の少なくとも3つの加工物の同時両面材料除去処理のための方法を提供する。
【解決手段】加工物は、案内ケージにおいてそれぞれの開口部において自由に移動可能な態様にあり、2つの加工ディスク間に形成された加工間隙において圧力下で後者によって移動され、一旦、加工物の予め選択された目標厚みに到達すると、減速プロセスが開始され、その間において、上側加工ディスク、下側加工ディスク、および案内ケージのすべての駆動部iの角速度ωi(t)は、2つの加工ディスクおよび案内ケージの停止にまで減じられ、すべての駆動部iの角速度ωi(t)は、この場合において、時間tの関数としてのすべての角速度ωi(t)の互いに対する比率が、予め選択された目標厚みに到達する瞬間における比率から10%を越えて外れないように低減される。
(もっと読む)
トップロール研磨装置
【課題】研磨時における研磨ロール自体に起因する異物の発生を低減し、研磨ロールから剥離した異物により発生する異物欠陥を低減することができるトップロール研磨装置を提供する。
【解決手段】連続溶融金属メッキラインに設けられたトップロール8の表面を研磨ロール11で研磨するトップロール研磨装置(ポリッシャー)10において、研磨ロール11として、研磨ロール11の直径Dに対する研磨ロール11の羽長さ(研磨布11bの長さ)Lの比である羽長さ比Rが0.15以下である形状を有するものを適用する。また、コントローラ20によって、研磨ロール11の回転速度が19m/s以上となるように駆動モータ12を制御する。
(もっと読む)
切削装置及び分割方法
【課題】被加工物に形成された2本のV溝から露出したアライメントマークを検出しアライメントマークを基準として加工予定ラインを設定する場合において、アライメントマークを効率よく検出できるようにする。
【解決手段】被加工物を撮像する撮像手段と、被加工物を回転可能に保持する保持テーブルと、被加工物を切削する切削ブレードを備える切削手段とを少なくとも備え、保持テーブルと切削手段とが相対的に切削送り方向に切削送りされるとともに、切削送り方向と直交する割り出し送り方向に相対的に割り出し送りされる切削装置において、撮像手段は、撮像素子が切削送り方向に一列に配列されたラインセンサであり、撮像手段と保持テーブルとを相対的に割り出し送りすることで被加工物の切削領域を検出する。割り出し送り方向に形成された2列の溝のアライメントマークを同時に検出することができるため、切削加工の生産性を向上させることができる。
(もっと読む)
シリコンウェーハの研磨方法及び研磨装置
【課題】研磨布のドレッシング状態の変化によって生じる研磨速度の変化による研磨代のばらつきを抑制し、仕上がり厚さを高精度に制御できるシリコンウェーハの研磨方法及び研磨装置を提供する。
【解決手段】所定の研磨代となるように研磨時間を設定し、タンク内に貯蔵された研磨剤を研磨布に供給しながらシリコンウェーハを研磨布に摺接させて設定した研磨時間で研磨し、供給した研磨剤を前記タンク内に回収して循環させながらシリコンウェーハの研磨をバッチ式に繰り返すシリコンウェーハの研磨方法において、研磨布をドレッシングした後のバッチ回数の増加に伴って変化する研磨速度を予めデータベースに記録しておく工程と、所定の研磨代となるように研磨時間を設定する際に、データベースに記録された研磨布をドレッシングした後のバッチ回数の増加に伴って変化する研磨速度に基づいて研磨時間を設定する工程とを有するシリコンウェーハの研磨方法。
(もっと読む)
1 - 20 / 347
[ Back to top ]