
Fターム[3C063AA02]の内容
Fターム[3C063AA02]に分類される特許
101 - 120 / 1,030
シリコンシードとその加工方法および加工装置
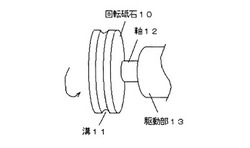
【課題】多結晶シリコンロッドの製造に用いるシリコンシード等の棒状芯材について、立設部分の芯材の断面を多角形に加工して通電状態および原料ガスの炉内での流れを良好にしたシリコンシードとその加工方法および加工装置を提供する。
【解決手段】多結晶シリコンの製造に用いられ、炉内に逆U字形に立設されるシリコンシードの製造方法であって、シリコンシードを形成する棒状芯材の外径に対応する溝幅の多角形の溝を外周面に有す回転砥石を用い、断面が角形の棒状芯材の側面に該回転砥石の多角形の溝を押し当てて長手方向に移動させて研削することによって該芯材を多角形断面に加工し、基端部および上端部を除く立設部分の断面が多角形であって、該基端部と該上端部および連結部分の断面が角形であるシリコンシードを製造する方法、およびシリコンシード。
(もっと読む)
研削ホイール

【課題】 研削面にムシレ及び割れを生じることなく硬質脆性材料を所望の厚みに研削可能な研削ホイールを提供することである。
【解決手段】 被加工物を研削する研削ホイールであって、ホイールマウントに装着されるホイールマウント装着面を有する環状基台と、該環状基台の自由端部にリング状に配設されたダイアモンド砥粒にホウ素化合物を添加して構成された複数の研削砥石と、を具備したことを特徴とする。ホウ素化合物は、B4C、HBN、又はCBNの何れかから構成される
(もっと読む)
工具を主軸に組み付けるためのフランジ
【課題】回転する工具によって、脆弱性の材料から成る肉薄の対象物の加工をも可能にするフランジを提供する。
【解決手段】フランジが、組付け状態において一方の端部で主軸5と協働していて、反対の側の他方の端部の領域に、フランジの回転軸線11に対して直角に方向調整された取付け面23を有しており、該取付け面23に組付け状態で工具4が接触している。フランジが、振動を減衰するために、少なくとも1つの部分範囲3を有しており、該部分範囲3が、フランジの全横断面にわたって延びていて、振動減衰性の材料から成っている。
(もっと読む)
切削砥石
【課題】 サファイアウエーハのような硬質脆性材料であっても欠けを生じさせること無く切削可能な切削砥石を提供することである。
【解決手段】 ダイアモンド砥粒にホウ素化合物を添加して構成される切削砥石。ホウ素化合物は、B4C、HBN、CBNからなる群から選択される。
(もっと読む)
研削盤及び防塵カバー
【課題】グラインダー、サンダーなどの回転軸に固定し、金属、コンクリート、樹脂、石、木材などの部材(研削対象)を、効率的かつ平坦に削り、研磨し、また切断し、さらに研削対象を深く削ることもできる研削盤を提供する。
【解決手段】回転軸に固定される連結部2と前記連結部に固定される回転盤3とからなり、前記回転盤の底面には前記回転盤の回転中心角を偶数個に略等分した区画1を設け、1の区画には前記回転中心を中心とする同心円上に略同高さの複数の凸部3aと前記凸部と凸部の間には複数の凹部3bを形成し、かつ、前記1の区画と隣り合う他の区画には1の区画の凸部の同心円に相当する位置には凹部を、前記1の区画の凹部の同心円に相当する位置には凸部を形成したことを特徴とする研削盤の構成とした。
(もっと読む)
研磨品を製造する急速工作システム及び方法
【課題】研磨品を製造する工作システム及び方法を改良する。
【解決手段】工作システムを消費者に提供する段階と、カートリッジを消費者に提供する段階と備えた、研磨品製造を容易にする方法。カートリッジが、カートリッジ本体、第1結合剤及び第1研磨粒を有している。カートリッジは、工作システムの一部として働くように構成されており、かつ、第1結合剤と第1研磨粒をパターン化された連続層において堆積させ、研磨構造を形成させる働きをする。
(もっと読む)
磁気記録媒体用ガラス基板の製造方法
【課題】表面の平滑性が高く、表面のうねりが少ない磁気記録媒体用ガラス基板を高い生産性で製造することができる磁気記録媒体用ガラス基板の製造方法を提供する。
【解決手段】1次、2次及び3次ラップ加工には、それぞれダイヤモンドパッド20A,20B,20Cを用い、ダイヤモンドパッド20Aは、ダイヤモンド砥粒の平均粒径が4μm〜12μm、ダイヤモンド砥粒の含有量が5〜70体積%であり、ダイヤモンドパッド20Bは、ダイヤモンド砥粒の平均粒径が1μm〜5μm、ダイヤモンド砥粒の含有量が5〜80体積%であり、ダイヤモンドパッド20Cは、ダイヤモンド砥粒の平均粒径が0.2μm以上2μm未満、ダイヤモンド砥粒の含有量が5〜80体積%であり、1次ポリッシュ加工には、研磨剤として酸化セリウムを用いずに酸化ケイ素を用いる。
(もっと読む)
超砥粒材料を含む加工物を研削する方法
超砥粒加工物を研削する方法は、結合研削材物品を超砥粒加工物と接触させて配置するステップであって、結合研削材物品は、結合材料内に含有された砥粒を含む本体を含み、超砥粒加工物は、少なくとも約1GPaの平均ビッカース硬度を有するステップと、センタレス研削作業の場合に、約350J/mm3以下の平均比研削エネルギ(SGE)により、少なくとも約8mm3/秒の平均材料除去(MRR)速度で、超砥粒加工物から材料を除去するステップとを含む。  (もっと読む)
(もっと読む)
超砥粒加工物の研削で使用する研削材物品
砥粒が結合材料内に含有されて形成された本体を有する結合研削材を含む研削材物品であって、本体は、約350J/mm3以下の平均比研削エネルギ(SGE)により、少なくとも約8mm3/秒の材料除去速度で、少なくとも約5GPaの平均ビッカース硬度を有する超砥粒加工物を研削し、研削はセンタレス研削作業である、研削材物品。  (もっと読む)
(もっと読む)
研削装置及び研削方法
【課題】被加工物に対して、砥石を交換することなく、低コストで黒皮研削から仕上研削まで実行することができる研削装置及び研削方法を提供する。
【解決手段】被加工物を載置する支持板と、該支持板と略平行な面にて回転することが可能な砥石が配置された回転体とを備える。回転体の主軸回転数を下げた状態で黒皮研削を実行し、黒皮研削が完了したか否かを負荷電流値の変動に基づいて検出し、黒皮研削が完了した時点で回転体の主軸回転数を上げる。
(もっと読む)
定盤修正用ポリイソシアヌレート系ポリウレタン形成性組成物
【課題】耐久性のある定盤修正用砥石を提供する。
【解決手段】定盤修正用砥石材に使用するJISK6253に規定されるD硬度が60〜90度のポリウレタン樹脂を得るためのイソシアヌレート含有ポリウレタン形成性組成物であって、MDI(ジフェニルメタンジイソシアネート)系有機イソシアネート(A)、ポリオール(B)、三量化触媒(C)からなり、ポリオール(B)が、ポリテトラメチレンエーテルグリコール(B1)とポリブタジエンポリオール(B2)とを97.0/3.0〜99.8/0.2の重量比で配合するものであり、MDI系有機イソシアネート(A)とポリオール(B)との配合比おいてイソシアネート基を2.3〜3.6mmol/g過剰で配合する、定盤修正用砥石材用イソシアヌレート含有ポリウレタン形成性組成物。
(もっと読む)
研削パッド、磁気ディスク用ガラス基板の製造方法
【課題】ガラス基板を研削するときにガラス基板の切屑に起因する研削レートの低下を抑制するようにした研削パッド、磁気ディスク用ガラス基板の製造方法を提供すること。
【解決手段】研削パッド10が上定盤50及び下定盤60に貼付される。被研削物としてのガラス基板Gが上定盤50及び下定盤60で狭持され、ガラス基板Gと上定盤50及び下定盤60とを相対的に移動させることでガラス基板Gが研削パッド10により研削加工される。研削パッド10は、円環形状の平板の樹脂成形部と、実質的に中心から前記円環形状の外縁に向かって延びる樹脂成形部の溝部に配置されている砥石と、を備える。
(もっと読む)
工作物に複雑な形状を仕上げる研磨工具および方法
研削粒子位置決め装置
【課題】収容装置を交換することなく研削粒子を、互いに異なる少なくとも2種類の配列を自動的に行うことができる、研削粒子位置決め装置を得る。
【解決手段】研削粒子2a〜cを収容装置4に位置決めする装置1であって、収容装置4には、第1研削粒子2aを収容する第1収容開口5a及び第2研削粒子2bを収容する第2収容開口5bを設け、また保持力を発生する保持力発生装置7により研削粒子2a,2bに固定する装置において、第1収容開口5aに第1研削粒子2aを固定する保持力を、第2収容開口5bに第2研削粒子2bを固定する保持力とは独立して調整可能にする。好適には、保持力発生装置は、収容開口5a,5b,5cに保持力を発生する負圧装置7を有する構成とする。
(もっと読む)
エンジンバルブの研削加工方法
【課題】SUH35(JIS G4311)からなるエンジンバルブを研削加工する際に、シャフトの端部の被研削面に早期に研削焼けが生ずるのを抑制するエンジンバルブの研削加工方法を提供する。
【解決手段】cBN硬質砥粒を備える電着砥石で研削加工する際の条件について検討を行った。その結果、研削の際に研削部分に供給される加工油(本願において、研削油、という)を選択することにより、研削焼けが生じるまでの期間を劇的に延ばすことができ、さらに、電着砥石に固着される硬質砥粒を特定することにより、この期間を延ばすことができる。つまり、本発明は、SUH35からなるエンジンバルブを研削の対象とし、cBN硬質砥粒を備える電着砥石で研削加工するものであり、動粘度が12mm2/s以下の不水溶性の研削油を用いることを特徴とする。
(もっと読む)
研削工具およびその製造方法
【課題】ラッピング面のために所望の表面テクスチャを有する研削工具を構築するための装置および関連の方法を提供する。
【解決手段】研削工具は、外表面およびその外表面と交差するキャビティを規定するプラテンを有する。接着剤がキャビティに配置される。研磨材をその近端においてプラテンに対してキャビティにおいて接着剤によって接着することにより、研磨材はその遠端において外表面を越えて延在しラッピング面を規定する。
(もっと読む)
研削砥石及び研削砥石のドレッシング方法
【課題】
精密研削用の研削砥石において、溝を切削する場合に比べ、製造手間やコストが抑えられ、また、研削砥石の回転方向に対する左右でバランスよく研削することができ、精度の高い研削が可能な研削砥石及び研削砥石のドレッシング方法を提供することにある。
【解決手段】
略台形で板状の砥石シートを、所定間隔をおいて台金に貼付して砥石層を形成し、また、砥石シートの回転方向に対する進入側の角部の粒度が、砥石シートの面部分より粗いことを特徴とする。
(もっと読む)
ホーニング砥石
【課題】自動車用エンジンのシリンダ内面などの円形孔の内面に対する油溜まり溝の形成工程及びプラトー面の創出工程を短縮化することができるホーニング砥石を提供する。
【解決手段】ホーニング砥石10は、シリンダ孔14の内面14aに油溜まり溝を形成するための主砥粒15と、主砥粒15より粒径の小さな二次砥粒16と、が混在するレジンボンド砥粒層17を備え、レジンボンド砥粒層17を構成するレジンボンド18のヤング率を18GPa〜30GPaとしている。また、主砥粒15の粒径に対する二次砥粒16の粒径の大小比率が1/8〜3/4であり、主砥粒15の粒径が#200(平均粒径76μm)〜#600(平均粒径30μm)であり、二次砥粒16の含有率が2.5%〜50%(体積比)であり、二次砥粒16の含有率(体積比)が、主砥粒15の含有率(体積比)の1.0倍〜2.5倍である。
(もっと読む)
回転弾性砥石の補強パッド及びパッドによる補強構造
【課題】回転弾性砥石が有する柔軟性を損なうことなく、しかもその砥石が過度に変形して破損に至ることを防止でき、容易に製造することができる回転弾性砥石の補強パッド及び、パッドによる補強構造を提供することを目的とする。
【解決手段】回転弾性砥石1の背面側に設けられた補強パッド2において、該砥石1の研削部3とこれを支持する外側支持部7との間に隙間を設けるようにする。
(もっと読む)
回転弾性砥石
【課題】回転弾性砥石の研削、研磨の各加工作業の作業効率の向上を図りつつ、ネット状のガラスよりなるクロスである板状素材を円形に打ち抜くよりも、板状素材の廃棄部分を減少させることができる回転弾性砥石を提供する。
【解決手段】多角形状クロス2を用いた回転弾性砥石5は、円形の回転弾性砥石と比較して、回転弾性砥石5の外縁部に柔軟性が得られ、回転弾性砥石5が撓むことにより、研削、研磨の加工作業時に被加工物と回転弾性砥石5との接触面積が広くなるため、作業効率が向上する。また、ネット状のガラスよりなるクロスである板状素材を多角形に打ち抜くことにより、円形に打ち抜く場合と比べて、残材を少なくすることが可能である。
(もっと読む)
101 - 120 / 1,030
[ Back to top ]