
Fターム[3C063AA02]の内容
Fターム[3C063AA02]に分類される特許
141 - 160 / 1,030
加工制御装置
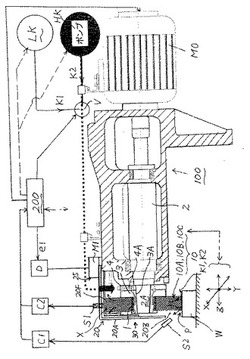
【課題】 加工工具(研削砥石や研磨バフ等)の中心内部から外周面に低温の冷却気体や高圧冷却液を浸透噴出して加工点を直接冷却するものにして、冷却気体や高圧冷却液が効率良く加工点に集中して噴出誘導する加工制御装置を提供する。
【解決手段】 通気性の気泡状砥石10A又は台金部分10Xに通気回路・通液回路Jを設けた電着砥石10Bや研磨バフ10C等の加工手段10と、上記加工手段はこの回転軸中心にあけた通孔4Aから内部を浸透して外周縁部の加工点Pへ冷却気体K1を供給する冷気供給部材LKと、上記加工手段を包囲しこの外周縁部から噴出する冷却気体K1をワークWの被研削面の加工点Pに集中誘導する開口部20Zを有する円筒カバー体20と、を備えた加工制御装置100。
(もっと読む)
ガラス研削方法

【課題】遊離研磨スラリに関連した不都合さを示さないで、短時間の高速ストック除去を提供する。
【解決手段】(a)研磨物品10の研削層とガラスワークピース表面とを接触させるステップであって、研削層が複数の研磨複合材11を含み、複合材11が有機樹脂と、アルカリ金属塩とアルカリ性金属塩およびそれらの組合せから選択された金属塩と、この研磨複合材11全体にわたって均質に分散された単一のダイヤモンド研磨粒子とを含む、ステップと、(b)研磨物品10の研削層とガラスワークピース表面との間に潤滑剤を導入するステップと、(c)研磨物品10の研削層とガラスワークピース表面とを相対移動するステップとを含む、ガラスワークピース表面を研削する方法が開示されている。
(もっと読む)
均等に摩耗するオフセット形砥石
【課題】砥石周縁部が均等に摩耗する、高寿命のオフセット形砥石を提供する。
【解決手段】オフセット形に加工され、砥石周縁に沿った第一縁部と、該第一縁部よりも相対的に砥石周縁から離れた第二縁部とを周方向において交互に等間隔で4ヶ所ずつ有する荒目クロス2枚を互いの第一縁部と第二縁部とが砥石厚方向に対応するように、あるいは該荒目クロス3枚を互いの第一縁部が砥石中心を回転中心として30°ずつずれた位置関係になるようにオフセット形砥石に埋設する。
(もっと読む)
平面研削盤用ブロックドレッサ
【課題】寿命が長く、安価で、ドレッシングのための特別な段取を必要とせず、かつドレッシング時の抵抗の少ない平面研削盤用のブロックドレッサを提供する。
【解決手段】
平面研削盤2の研削テーブル4上に固定され、ドレッシング平面10aに設けられた砥粒層12を砥石車16の円周上の研削面16aに当接させるとともに、砥石車に対して該砥石車16の回転軸14に直角な方向に相対移動させて、砥石車16の研削面16aをドレッシングするブロックドレッサ10において、砥粒層12は、ドレッシング平面10a上に砥石車の回転軸14に対して傾斜して延在する帯状に少なくとも1条ベース部材10cに形成され、前記帯状の砥粒層12の前記回転軸線方向の幅12wは、砥石車16の幅16wより小さく形成されること。
(もっと読む)
ICタグの装着構造
【課題】小径の砥石であっても、確実にICタグを装着でき、離れた場所からも、情報の読み書き可能なICタグの装着構造を提供する。
【解決手段】樹脂製の円筒状のコア14の外周側に形成された砥石11と、コア14を介して、砥石11が固定される砥石アーバ12とを有する砥石工具に、ICタグ15を装着する装着構造であって、コア14を軸方向に延設した延設部14bの内部にICタグ15を設けると共に、ICタグ15のアンテナ16をコア14の延設部14bの外周に沿ってリング形状に設けた。
(もっと読む)
フェースギヤの仕上げ研磨方法
【課題】ねじれ角を有するフェースギヤの仕上げ加工に、汎用的な加工機を用いて効率的に仕上げ研磨することができるフェースギヤの仕上げ研磨方法を提供する。
【解決手段】ねじれ角を有するフェースギヤ1の歯部1aを仕上げ研磨する際に、上記フェースギヤの歯部と噛み合うように形成され、表面に砥粒が電着されたネジ状部2aを有する砥石2を用い、該砥石の半径方向の切込み送りを与えた噛合状態で上記フェースギヤと上記砥石を同期回転させることによって研磨するように構成したものである。
(もっと読む)
研磨定盤の製造方法及び研磨定盤を用いた磁気ヘッドスライダの製造方法
【課題】
磁気ヘッドの浮上面の研磨には砥粒が埋め込まれた研磨定盤が使用され、平滑な浮上面表面を得るためには砥粒の切れ刃高さのばらつきを小さくしなければならない反面、研磨速度の極端な低下という製造上の大きな問題点を抱えている。
【解決手段】
上記の問題を解決するために、研磨定盤の押し込まれた従来方法の砥粒に対して、新たに砥粒周辺の定盤表面を選択的に研磨する砥粒掘り起こし処理を行い、更に掘り起こされた砥粒に対してその切れ刃高さを揃えるための均一化処理を行うようにした。
このふたつの処理によって、研磨定盤に埋め込まれた砥粒は定盤表面からの突き出し高さが大きく、しかもその高さばらつきの少ない状態にすることが可能になった。その結果、従来の一般的な研磨定盤を用いて研磨する場合に比較して高速で、かつ平坦性に優れた浮上面を得ることが出来た。
(もっと読む)
工作物目視特性を備えた砥粒ホイール及びその製造方法
【課題】表面研削のための改良された砥粒ホイール及びその製造方法を提供する。
【解決手段】砥粒ホイールは、自らを貫通する不規則な外周形状又は孔を有し、それにより通常の面仕上げ操作、バリ取り及び又は溶接ブレンディングにおいて研削される工作物の表面の目視が可能になる。砥粒ホイールの各々は、ホイールの円形外周部にある間隔で配置される1つ以上のギャップを有することができる。ギャップに加えて又はギャップの代わりに、ホイールに等間隔で同じ様に配置される複数の孔を設けることもできる。ギャップ及び孔の位置は、ホイールのバランスを保つように選定可能である。ホイールが自らの軸線の回りを回転しているときに、ホイールを工作物の表面から動かすことなく、研削中の工作物の表面状態を監視することができる。
(もっと読む)
エッジ仕上げ工具、及びこれを用いたエッジ仕上げ工法
【課題】本発明は、従来の被加工物のエッジ仕上げにおせるバリ取りと研磨仕上げにおける課題の解決を図り、よって角部の曲率半径の小さな鋭利性の高いエッジの仕上げを、機械的接触研磨と通電による電解研磨を併用して行うエッジ仕上げ工具とその工法を提供する。
【解決手段】同軸回転する2種の回転面(11、21)を備えた回転体Taであって、該2種の回転面(11、21)の母線(mr、ma)同士の交角θを、被加工物のエッジの峡み角に一致させて配設すると共に、各回転面(11、21)の異なる位相位置にそれぞれ研磨具(4、5)を配設してなり、かつこれらの研磨具(4、5)の少なくとも一方側をエッジeへの接触時にエッジeを超える位置となるように配設する。これらの研磨具(4、5)の配設構成は、ゴム材や弾性樹脂材や撓みバネ材などの弾性手段(42)を介して行っている。
(もっと読む)
レジンボンド砥石
【課題】砥粒の高い保持力、高い研削力及び研削後の高い表面精度の全てを満たすことができるレジンボンド砥石及びそれを用いた研削方法の提供。
【解決手段】本発明によれば、樹脂結合層が熱硬化樹脂からなり、前記樹脂結合層中に砥粒および金属粉が分散配置されているレジンボンド砥石が提供される。この砥石に含まれる金属粉は、金属粒子の粒度分布において45μm以上の非球状金属粉粒子の重量比率が50%を超えて含み、且つ、前記金属粒子の1粒子当たりの表面積Xと、前記金属粒子の平均粒子径より算出した真球としての1粒子当たりの表面積Yとの比X/Yが10以上である。
(もっと読む)
端縁加工工具、端縁処理装置及び端縁処理方法
【課題】鋼材の端縁処理において、被加工材の片面側からの一回の加工処理で、被加工材の表面側と裏面側の両方の端縁部における端縁処理ができる端縁加工工具、端縁処理装置及び端縁処理方法を提供する。
【解決手段】端縁加工工具10を回転駆動すると共に、該端縁加工工具を被加工材20の端部に沿って移動させることにより、前記被加工材の端縁部分を該端縁用切削工具の回転による切削で端縁処理する端縁処理装置に取付ける端縁加工工具において、該端縁加工工具の加工部11Aを、前記被加工材の表面側の端縁部に当接する第1加工部と、前記被加工材の裏面側の端縁部に当接する第2加工部を設けて形成し、同時に被加工材の表面側と裏面側の両方の端縁部を端縁処理するように形成する。
(もっと読む)
切削ブレード
【課題】切削ブレードを回転スピンドルに装着する際の真円出しに関して効率性及び経済性を高める。
【解決手段】切削ブレード3の装着孔32の内周面に弾性部材33を配設し、弾性部材33が変形することで、切削ブレード3が固定フランジ2の円形ボス部22に圧入装着されるように構成し、その固定フランジ2を回転スピンドル10に装着し、切削ブレード3の固定フランジ2に対する偏心量を小さくする。そして、偏心量が少ないことにより、一度真円ドレスを行った後は、取り外して再装着しても偏心量が小さいため、真円ドレスを再度行う必要がなく効率的であり、真円ドレスによる切削刃31の摩耗が少ないため切削ブレード3の寿命を長くすることができる。
(もっと読む)
砥粒型コアドリル
【課題】 電動工具に装着され、コンクリート、陶磁器、などに穿孔するために用いられるコアドリルであって、従来のコアドリルと比べ、寿命を十倍以上延長することが可能な砥粒型コアドリルを提供する。
【解決手段】 上記課題を解決するための砥粒型コアドリルは、ダイヤモンド、立方晶窒化ホウ素などで形成された砥粒を、結合材などを利用してコアドリルの穿孔部に固着させるに当り、円筒状の穿孔部にスリットを設け、このスリットの内部にも砥粒を固着させたもので、穿孔によりコアドリルの先端部が摩耗してもスリット内の砥粒で穿孔を継続することが可能になり、円筒状の先端部の砥粒が摩耗すると穿孔不可能になる従来の砥粒型コアドリルと比較して格段の長寿命を達成することができる。
(もっと読む)
グラインダ、前記グラインダを使用した研磨方法、前記研磨方法を使用した表示装置の製造方法、及びこれを使用して製造した表示装置
【課題】本発明はグラインダおよびこれを利用した研磨方法を提供する。
【解決手段】本発明の第1の実施形態にかかるグラインダは、研磨面を形成する研磨部および前記研磨部を回転させるために前記研磨部と連結されたシャフトを含む。また、前記研磨部はリペア剤と研磨剤を混合した混合物およびポリウレタンを含み、前記シャフトの回転軸に垂直な面と前記研磨面とがなす角度αは、1°≦α≦7°を満たす。
(もっと読む)
基板端面付着レジスト研磨装置
【課題】基板上のレジスト膜を現像した後に基板外周と端部に残存するレジスト残りを研磨する装置の提供である。
【解決手段】少なくとも、円柱部材の外周上に円柱の軸を中心とする複数のU字形状の凹溝7が平行に形成され、該凹溝7内壁は壁に沿うように砥石4により被覆されるとともに、該凹溝内空間は、円柱部材の中心軸上に形成された開口部を有する空洞9と砥石4と円柱部材に形成された微細な排出用孔8を介して連通する、砥石ヘッドと、基板を載置して該基板を上下水平方向に移動自在な基板ステージ10と、純水あるいはエアーを凹溝内部方向に吐出するノズル5と、を備え、基板ステージ10上に載置した基板1の外周部を砥石ヘッドの凹溝7に収容したままの状態で、砥石ヘッド20が軸回転できるようにしたことを特徴とする基板端面付着レジスト研磨装置。
(もっと読む)
熱−機械的効果を使用したトリミングにより多層構造を製造するための方法
【課題】本発明は、−第1のウエハ(110)を第2のウエハ(120)上にボンディングすること(S1)、少なくとも第1のウエハは面取りした端部(117a、117b)を有し、ボンディング界面は1J/m2以下の接着エネルギーを有し、−転写した層(115)を形成するために第1のウエハ(110)をシンニングすること(S3、S4)を含む多層構造(130)を製造するための方法に関する。
【解決手段】第1のウエハ(110)のシンニングの前に、第1のウエハ(110)の端部をトリミングするステップを、グラインディングホイール(150)を使用して実行し、その作業面(151)は800メッシュ以上または18ミクロン以下の平均径を有する砥粒を含み、前記トリミングするステップを、毎秒5ミクロン以上の下降速度でグラインディングホイールを下げることによって実行し、第1のウエハ中へのグラインディングホイールの下降を、30μm以下のボンディング界面からの高さ(h110)のところでさらに停止する。
(もっと読む)
カップ型回転砥石
【課題】研削チップ5の回転速度及び研削力を向上させ、同時に広範囲に亘り短時間で完全に旧塗膜を研削すると共に、剥離物が回転砥石1に付着しないようにする。
【解決手段】直径15cm〜30cmのカップ型の台金2の全外周縁下面に平坦部4を具備したリング状凸部3が設けられている。平坦部4には、砥石1の回転方向に刃先を向けた複数の研削チップ5が、大小異径の同心円上に沿って周方向に離隔して取り付けられている。研削チップ5の刃先前側面と、平坦部4とのなす角度θは、0<θ<90°に設定されている。研削チップ5の下部は刃先前側から視て円弧状に形成され、全体として中央が下方に膨出した蒲鉾状に形成されている。台金2には、外周縁から半径内方向に窪む円弧状の切縁を有する凹溝10を周方向に所定間隔毎に設けている。リング状凸部3の外周面には砥石回転方向に刃先が向けられた切刃11が周方向に設けられている。
(もっと読む)
結合した研磨ホイール
結合した研磨ホイール材は、バインダー内に保持されるセラミックの成形された研磨粒子を含む。セラミックの成形された研磨粒子は、対応する基部と、基部及び上部を接続する複数の側部とによって画定される。隣接する側部は、50マイクロメートル未満の平均曲率半径を有して、対応する側縁部と合流する。 (もっと読む)
光ファイバ先端加工装置、同方法及び研磨部材
【課題】単心光ファイバの前端面の損傷を抑制することができる新規な手段を提供する。
【解決手段】研磨部材25が、研磨作用を行う研磨部25aと、研磨作用を行わない保護部25bとを備える。駆動機構により、光ファイバFの先端が研磨部材の保護部25bに当接した状態で、光ファイバFが弾性的に変形させられ、その後、光ファイバFの先端の軸心が研磨部25aの表面と垂直でない状態で、光ファイバFの先端が研磨部25aに当接させられる。したがって、光ファイバFの前端面と研磨部25aとの当接が抑制され、前端面の損傷のおそれを抑制できる。
(もっと読む)
改良された研削システム
【課題】繊維で裏打ちされた研磨ディスクおよび支持パッドからなる研磨システムにおいて、障害物にディスクがあたるのを防止し、操作時の切りくずの除去を容易にする。
【解決手段】支持パッド12、ならびにその上に対面した関係で支持されて、繊維で裏打ちされた研磨ディスク1からなる研磨システムであり、支持パッドは研磨ディスクの最大半径の95〜100%である最大半径を有し、そしてその周囲から間隔をあけて3〜6の断片が除去され、除去された断片領域で研磨ディスクは研磨ディスクの最大半径の10〜20%である量で支持パッドと重なり合う研磨システム。
(もっと読む)
141 - 160 / 1,030
[ Back to top ]