
Fターム[3C063AA02]の内容
Fターム[3C063AA02]に分類される特許
81 - 100 / 1,030
光ファイバーの先端部の加工装置および光ファイバーの先端部の加工方法
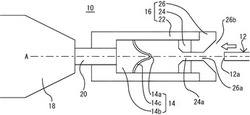
【課題】光ファイバーの先端部が精度良く曲面加工できる加工装置を提供する。
【解決手段】加工装置10は、頂上14aに向かって凸である曲面を有するとともに、少なくとも頂上14aおよびその周囲にダイヤモンド砥石の被覆層14cを有する研磨部14と、頂上14aを通過する回転軸Aで研磨部14を回転させる回転部と、光ファイバー12の先端部12aを頂上14aに誘導するガイド部16とを備える。ガイド部16は、研磨部14と対向するように設けられ、光ファイバー12の外径の大きさとほぼ同じ大きさの内径を有する孔24aが形成された管部24を備える。さらに、ガイド部16は、研磨部14とは反対側で管部24に接続された光ファイバー12の導入部26を有し、導入部26はその中心に孔26aを備え、孔26aの内径の大きさは、管部24から離れるにつれて同じままであるか、大きくなっていく。
(もっと読む)
研削ホイール

【課題】 簡単な構成で研削砥石に圧電振動子が生成する超音波振動を充分伝達可能な研削ホイールを提供することである。
【解決手段】 研削装置のスピンドル先端に固定されたホイールマウントに装着される研削ホイールであって、該ホイールマウントに装着される中央部に開口を有するマウント基台と、第1面及び該第1面と反対側の第2面を有し、複数の研削砥石が該第2面の外周部に固着された円板状基台と、該マウント基台の外周部及び該円板状基台の外周部を連結する環状側壁と、該円板状基台の該第1面の中央部に配設された圧電振動子と、を具備したことを特徴とする。
(もっと読む)
パッド・コンディショニングに適した研磨工具及びこれを用いた研磨方法
【課題】工程制御が容易でかつ工具寿命の向上も達成可能なコンディショニングのための工具を提供する。
【解決手段】剛性基板が平面状の円形表面を有し、該基板に、該円形表面に関して一定レベル内に位置する有限面積の平坦な頂面を持つ切れ刃31の集合を交差する二組の平行線群41,42からなる格子状に整列配置した研磨工具であって、各切れ刃31は頂部における該工具の軸に垂直な断面(水平断面)が四辺形でありかつ上記軸方向に延びた縦稜線を有する焼結ダイヤモンドで構成され、かかる切れ刃31は集団として限定された面積を持つ複数個の研磨島に形成され、該研磨島の複数個が一定間隔ごとに、工具の回転中心に関する同心円上に規則的に配置されていることを特徴とする、CMPパッドのドレッシングに適した研磨工具。
(もっと読む)
薄刃砥石
【課題】特に厚さが0.1mm以下の極薄となる金属結合相を用いた薄刃砥石において、切断の際の良好な切屑排出性や効率的なクーラントの供給は維持しつつ、砥石本体の強度および剛性を十分に確保して被切断物の寸法精度の向上や砥石寿命の延長を図る。
【解決手段】超砥粒3を金属結合相2によって保持した厚さ0.1mm以下の薄肉円板状の砥石本体1を有し、この砥石本体1の両側面4には、砥石本体1をその厚さ方向に貫通しない有底の凹溝6が周方向にずらされて形成されている。
(もっと読む)
加工方法及び加工装置
【課題】加工対象物の加工面の仕上がりが良好となるように、加工対象物を加工し、断面観察用の断面を形成する。
【解決手段】加工方法は、棒状の加工部材3をその長手軸周りに一方向に回転させながら、加工部材3をその長手方向に沿って加工対象物に押し付けることによって、加工対象物を切断又は加工することで、加工対象物に断面観察用の断面を形成する工程を有する。
(もっと読む)
砥石およびその製造方法
【課題】砥石チップの接着面に凹凸を形成することにより、アンカー効果と接着表面積の増大を可能にした砥石およびその製造方法を提供する。
【解決手段】連続気孔を有しない独立気孔16を持った砥石チップ12の接着面12aを、砥石コア11のチップ取付面11aに接着剤18を介して接着した砥石10にして、砥石チップの接着面に凹凸形成手段によって凹凸17を形成した。砥石チップは、例えば、立方晶窒化ホウ素粒またはダイヤモンド粒からなる超砥粒を、酸化物粒子と非結晶ガラスとからなるビトリファイドボンド結合剤により結合してなる。
(もっと読む)
ロータリドレッサ
【課題】円周上のダイヤモンド砥粒の個数を揃えることにより、ドレス抵抗を低減させるとともに、偏摩耗を抑制して、ドレッサの形状精度を長期に亘って維持できるロータリドレッサを提供することを目的とする。
【解決手段】軸方向位置の径が異なる円弧部あるいは傾斜部からなる外周面を有するロール11と、ロールの外周面に埋め込まれた多数のダイヤモンド砥粒12とを備え、ロールの外周面のいかなる軸方向位置においてもダイヤモンド砥粒の個数を一定にした。
(もっと読む)
研削工具
【課題】ろう付けにより超砥粒を台金に接合する際に、超砥粒を所望の位置に接合できる研削工具を提供する。
【解決手段】円筒状の台金10と、ろう付けにより台金10の外周面または端面に固着された超砥粒層20とを備え、超砥粒層20は、超砥粒21と、ろう付けにより超砥粒21を台金10に接合する金属ろう材22と、金属ろう材22に混合され金属ろう材22の溶融温度より高くろう付け温度より高い溶融温度を有する粉末フィラー23とを備える。
(もっと読む)
切削砥石
【課題】 サファイアウエーハのような硬質脆性材料であっても欠けを生じさせること無く切削可能な切削砥石を提供することである。
【解決手段】 ホウ素をドープしたダイアモンド砥粒を含有した切削砥石。切削砥石は、電鋳砥石、レジンボンド砥石、メタルボンド砥石、ビトリファイドボンド砥石の何れかから構成される。
(もっと読む)
研削ホイール
【課題】 研削面にムシレ及び割れを生じることなく硬質脆性材料を所望の厚みに研削可能な研削ホイールを提供することである。
【解決手段】 被加工物を研削する研削ホイールであって、ホイールマウントに装着されるホイールマウント装着面を有する環状基台と、該環状基台の自由端部にリング状に配設されたホウ素をドープしたダイアモンド砥粒を含有した複数の研削砥石と、を具備したことを特徴とする。
(もっと読む)
超砥粒ホイールならびに成形体およびその加工方法
【課題】切断工程において、切断能力を向上させることが可能な超砥粒ホイールを提供することを目的とする。
【解決手段】超砥粒ホイール1は、互いに対向する第一および第二側面11,12を有する円板形状の超砥粒層と、第一および第二側面11,12の少なくとも一方に設けられたニッケルメッキからなるコーティング層21,22とを備える。超砥粒層は、分散して配置された複数の超砥粒31と、超砥粒31を結合する導電性の結合材10とを含む。
(もっと読む)
円筒内面部の加工方法
【課題】容易に円筒内面部の内径、面荒さ及び同軸度の精度を向上させることができる加工技術を提供することを課題とする。
【解決手段】円筒内面部の加工方法は、単層砥粒21を整列配置した砥石13を筒状のツールホルダ11の周方向に略等ピッチで複数列設けた中ぐり工具10を準備する工程と、中ぐり工具10を被研削物14の円筒内面部15に進入させて研削する工程と、からなる。
【効果】砥石がツールホルダの周方向に略等ピッチで配置されているので、周方向から軸の中心に向けてバランス良く力を受け、ツールホルダが撓むことがなく円筒内面部をバランス良く研削でき、容易に加工精度を向上させることができる。
(もっと読む)
研磨パッド
【課題】きわめて高度な平滑度および平坦度が求められる高精度の研磨仕上げを行うことはいうまでもなく、従来の研磨パッドよりも格段に優れた研磨能率を向上させることを可能にする研磨パッドを提供する。
【解決手段】工作物との間に研磨材を含有するスラリーを供給しながら工作物とを相対的に移動させて工作物を研磨する研磨パッドであって、基材がエポキシ樹脂であり硬度が70〜100°の研磨パッド基材を用いた。
(もっと読む)
メタルボンド砥石の製造方法
【課題】高寿命のメタルボンド砥石を製造することができる製造技術を提供することを課題とする。
【解決手段】研削材としての砥粒と、砥石の性能を向上させるコバルト及びセラミックスと、結合材とからなるメタルボンド砥石の製造方法であって、加熱を停止し、圧縮不活性ガスの圧力を維持しつつ焼成品を冷却することで砥石を得る冷却処理工程を含み、圧縮不活性ガスの圧力は、ゲージ圧力で0.92〜0.98MPaとする。
【効果】0.92MPa以上であれば、高い降温速度が得られ、0.98MPaに留めることによりホットプレスの価格を抑えることができる。
(もっと読む)
メタルボンド砥石の製造方法
【課題】高寿命のメタルボンド砥石を製造することができる製造技術を提供することを課題とする。
【解決手段】研削材としての砥粒と、砥石の性能を向上させるコバルト及びセラミックスと、結合材とからなるメタルボンド砥石の製造方法であって、焼成品を冷却することで砥石を得る冷却処理工程における冷却は、焼成温度から600℃まで15〜20℃/分の降温速度で実施する。
【効果】15℃/分以上の冷却を行うことにより、凝集塊の大きさを十分に小さくすることができ、砥石の寿命を延ばすことができる。降温速度を20℃/分で留めることにより、電気代などの運転費の上昇を抑えることができる。
(もっと読む)
メタルボンド砥石
【課題】チップポケットの生成が維持されつつ、研削比を高めることができるメタルボンド砥石を提供することを課題とする。
【解決手段】研削材としての砥粒と、砥石の性能を向上させるコバルト及びフッ素金雲母と、結合材とからなるメタルボンド砥石において、フッ素金雲母の体積%をコバルトの体積%で除した値が、0.14〜0.23であることを特徴とする。
【効果】(フッ素金雲母/コバルト)=0.14〜0.23であれば、所定の研削能率及び所定の研削比方が得られ、砥石の寿命を延ばすことができると共に研削工程の短縮化を図ることができる。
(もっと読む)
ガラス板の製造方法
【課題】ガラス板の端面の研削加工を従来に比べて高速化する際に、端面の品質を維持したガラス板を安定して製造する。
【解決手段】ガラス板の製造方法は、成形されたガラス板を搬送しながら、研削ホイールを回転させることによりガラス板の端面を研削し、前記ガラス板の端面の研削の合計長さが所定長を超える毎に、前記研削ホイールの砥粒のドレッシングを行う。前記研削ホイールの砥粒は、成長ダイヤモンドからなる砥粒であり、前記砥粒の表面に金属コートが施され、前記研削ホイールは、前記砥粒を接合ずるボンド材として、銅を50質量%以上含む合金を用いる。ガラス板の搬送速度は、例えば10m/分以上であり、研削ホイールのドレッシングは、前記ガラス板の端面の研削の合計長さが500mを超える毎に行われる。
(もっと読む)
研磨具及び研磨方法
【課題】円柱状又は円錐状の被研磨部材を効果的に研磨することができる研磨具を提供する。
【解決手段】手持ち型の回転工具に取り付けて用いる、鋳抜きピン30の表面を研磨するための研磨具2であって、回転工具の回転部に取り付け可能な軸4を有するホルダ5と、ホルダ5に取り付けられており、ホルダ5の軸線と同軸に形成された中心孔12が形成されている円筒状の研磨部材10とを備える。研磨部材10は、弾性材料で形成されている。研磨部材10が弾性材料で形成されているため、研磨作業中に研磨部材10の回転軸と鋳抜きピン30の軸が平行でなくなった場合であっても、研磨部材10が鋳抜きピン30の形状に合わせて変形することができ、研磨部分に偏りが生じにくくなる。その結果、鋳抜きピン30の表面を均一に研磨することができる。
(もっと読む)
CBN砥石
【課題】主として荒加工に適したCBN砥石を提供する。
【解決手段】CBN砥石30に含まれるCBN砥粒には、四面体結晶構造をもつ単結晶CBN砥粒31と多結晶CBN砥粒32とを含む。また、単結晶CBN砥粒31は、CBN砥粒全体の体積に対して50体積%以上の割合で配合される。これにより、研削抵抗の低減および摩耗の低減ができる。
(もっと読む)
砥石及び砥石の製造方法
【課題】砥石によるツール側の早期摩耗を抑制することができる構造を有しながら、コストダウンを可能とする。
【解決手段】工作機械のツールに装着される砥石1は、砥石台部4と、砥粒を含み砥石台部4と一体化されワークに接触する砥粒部3と、この砥粒部の外周の少なくとも一部を覆い外面6が前記ツールに装着される装着面となる被覆部5とを備えている。被覆部5と砥石台部4とは焼結により一体化されている。
(もっと読む)
81 - 100 / 1,030
[ Back to top ]