
Fターム[3C063AA02]の内容
Fターム[3C063AA02]に分類される特許
161 - 180 / 1,030
切削ブレード

【課題】高速回転時の蛇行の発生を抑え、被加工物や切削ブレード自身を破損させることのない切削ブレードを提供することである。
【解決手段】一面側に円形ハブが一体的に形成された円形基台46と、該円形基台の前記円形ハブと反対側の他面側外周部に形成された切刃50とから少なくとも構成され、切削装置のスピンドルの先端部に装着される切削ブレードであって、該円形基台は、該スピンドルの先端部に装着されて高速回転されるとき、該一面側と該一面側の反対面である該他面側とで遠心力がつりあうように形成されていることを特徴とする。
(もっと読む)
光ファイバ先端加工装置、同方法及び研磨部材

【課題】単心光ファイバの前端面の損傷を抑制することができる新規な手段を提供する。
【解決手段】研磨部材25が、研磨作用を行う研磨部25aと、研磨作用を行わない保護部25bとを備える。駆動機構により、光ファイバFの先端が研磨部材の保護部25bに当接した状態で、光ファイバFが弾性的に変形させられ、その後、光ファイバFの先端の軸心が研磨部25aの表面と垂直でない状態で、光ファイバFの先端が研磨部25aに当接させられる。したがって、光ファイバFの前端面と研磨部25aとの当接が抑制され、前端面の損傷のおそれを抑制できる。
(もっと読む)
ネジ状電着工具
【課題】ツルーイングまたはセミツルーイング後のネジ状部におけるネジ山の外形形状を正確に測定することができて、引いては加工する歯車の歯形も高い精度で加工することが可能なネジ状電着工具を提供する。
【解決手段】軸線O回りに回転させられる台金1の外周部に、軸線O回りに螺旋状に捩れたネジ状部2が形成され、このネジ状部2の表面に砥粒が金属めっき層により電着されてなるネジ状電着工具にあって、金属めっき層からの上記砥粒の砥粒突き出し量Pを、ネジ状部2において軸線O方向の中央部2Aよりも両端部2Bで小さくする。
(もっと読む)
磁石固定治具、希土類磁石切断加工装置及び切断加工方法
【課題】希土類磁石の切断加工において、加工中及び切断終了直後の被切断物の横ずれを防止し、加工後の加工物の寸法精度を向上させることができる磁石固定治具、並びにこれを備える希土類磁石切断加工装置及び切断加工方法を提供する。
【解決手段】第1保持部11及び第2保持部12の上部が、各々先端部が内側を向いた鉤状に形成されており、希土類磁石を基台部10上に載置し、鉤状部121の先端部を希土類磁石の上部に当接させて、第1保持部11及び第2保持部12の下部を内方に押圧することにより、各々の櫛歯状の鉤状部121が希土類磁石を一方の先端部が他方の先端部より希土類磁石のより高い位置で押圧して基台部10上に固定するように構成されている磁石固定治具。
(もっと読む)
ダイヤモンドブレード及びその製造方法
【課題】チッピングの発生を抑制しつつ細い溝幅でも高精度に加工することができる長寿命のダイヤモンドブレード及びその製造方法を提供する。
【解決手段】環状又は円盤状の金属製の基材と、前記基材の少なくとも外周部に成長させたダイヤモンド粒子群と、を含むダイヤモンドブレード。好ましくは、モリブデン、タンタル、又はモリブデンもしくはタンタルを含む合金で構成された環状又は円盤状の基材にアニールを施して歪みを除去した後、前記アニールを施した基材の少なくとも外周部をダイヤモンド粉末でスクラッチし、前記ダイヤモンド粉末でスクラッチした基材の外周部にダイヤモンド粒子を成長させる。
(もっと読む)
磁気記録媒体用ガラス基板の製造方法
【課題】本発明は、最大板厚偏差に優れるガラス基板を研削するガラス基板の研削方法と、該研削方法を用いた工程を有する磁気記録媒体用ガラス基板の製造方法の提供を目的とする。
【解決手段】本発明は、ガラス基板を研削する前の両面研削装置の上定盤の研削面と下定盤の研削面の形状を、内周端における上定盤の研削面と下定盤の研削面との差をDinとし、外周端における上定盤の研削面と下定盤の研削面との差をDoutとしたとき、DoutからDinを引いたΔD(=Dout−Din)が−30μm〜+30μmとしたことを特徴とする磁気記録媒体用ガラス基板の製造方法を提供する。
(もっと読む)
円盤状ガラス基板及び円盤状ガラス基板の製造方法及び磁気記録媒体用ガラス基板
【課題】コアドリルによる加工効率を高めると共に、ガラス素基板の裏面側に発生するチッピングを小さくする。
【解決手段】コアドリル10は、回転軸12と、支持板14と、円筒部16と、研削部18とを有する。また、研削部18の先端部19は、縦断面形状が同一の半径による円弧状に形成されている。そのため、ガラス素基板20の表面に最初に接触する刃先の接触幅がガラス素基板20の表面に対して小さくなっており、コアドリル10を降下するのに連れてガラス素基板20の表面に接触するコアドリル10の刃先の接触幅が徐々に幅広に変化する。ガラス素基板20が載置されるステージ40の上面には、コアドリル10の先端部19が挿入される環状溝42が形成されている。環状溝42は、コアドリル10の先端部19と接触しないように半径方向の溝幅X1がコアドリル10の先端部19のドリル幅Xよりも大きく形成されている(X1>X)。
(もっと読む)
研削ホイール
【課題】研削砥石に発生させたい超音波振動の周波数に合わせてホイール基台の径を設定してもホイールマウントを交換することなく装着することができる研削ホイールを提供する。
【解決手段】チャックテーブル上に保持された被加工物を研削する研削手段を構成する回転スピンドルの下端に設けられボルト挿通穴を備えたホイールマウントの下面に着脱可能に装着される研削ホイールであって、ホイール基台と、ホイール基台の下面に装着された環状の研削砥石と、ホイール基台における環状の研削砥石の内側に相当する位置に配設された環状の超音波振動手段とからなり、ホイール基台は研削砥石を装着する砥石装着部と超音波振動手段を装着する超音波振動手段装着部とを備えた基台本体と、基台本体の外周部から立設して形成された環状の側壁と、環状の側壁の上端から内方に向けて形成された環状の取り付け部とからなっており、環状の取り付け部におけるホイールマウントに設けられたボルト挿通穴と対応する位置に雌ネジ穴が形成されている。
(もっと読む)
回転研削工具およびその製造方法
【課題】静音特性に優れ研削時の騒音を抑制することができる、安価な回転研削工具の提供。
【解決手段】金属円盤2の表面の少なくとも一部に、20個/cm2以上の面密度となるようにモース硬度9を超える硬質粒子8を蝋付け接合してなる研削面9を有し、前記金属円盤を支えるホルダーは、その中心部に回転駆動装置の回転軸に取付ける取付部を有し、前記金属円盤と前記ホルダーとを結合してなる静音特性に優れた回転研削工具。
(もっと読む)
砥石
【課題】粗仕上加工で望まれる大きい加工物削除量と最終仕上加工で望まれる細かい面粗さとを共に得ることができる砥石を提供する。
【解決手段】研磨砥粒G0とその研磨砥粒G0を互いに結合する無機質結合剤UNとを備えた砥石10において、無機質結合剤UNは、平均粒子径が3μm以上である第1砥粒G1と平均粒子径が第1砥粒G1の1/4倍以下である第2砥粒G2とから構成されている。また、砥石重量に対する重量割合が、無機質結合剤UNは1wt%乃至4wt%の範囲内であり、第1砥粒G1は50wt%乃至80wt%の範囲内であり、且つ、第2砥粒G2は15wt%乃至45wt%の範囲内である。従って、前述した試験の加工結果から判るように、粗仕上加工で望まれる程度に十分に大きい加工物削除量を確保でき、また、最終仕上加工で望まれる程度に十分に細かい加工物の面粗さを得ることができる。
(もっと読む)
研磨ツール
【課題】 改良されたスーパーアブレイシブツールを製作する。
【解決手段】 柔軟でない壁面と柔軟な壁面との間に規定される圧縮モールド空間を提供する研磨用ツーリング用研磨層を製造するための圧縮モールディング装置で、本発明は研削ホイール等のみならずラップの様な他の形状用に有用な、1つの成形サイクル中に新しい形状の環状又は中空の円柱の形の研磨層を作るのに特に好適であり、そこでは流体圧力で膨張させられた柔軟な壁が、形成されるモールド配合物の表面に対し高度に均一な圧力分布を提供する。環状の形状では、該柔軟な壁は、環状の形状内に配置されたモールディング配合物に対し圧力を半径方向に向けるため使われ、そこでは形成される環状モールド形状の軸方向長さは従来技術の手段により前に得られたよりも多数倍大きくてもよい。
(もっと読む)
研磨機
【課題】回転運動する研磨体では回転方向に研磨機8が引っ張られて動いてしまうため研磨角度が安定せず、また研磨粉が強制的に排除されないので刃先15aの角度が安定せず切れ味が悪いという問題があった。
【解決手段】刃物15の刃先15aを研磨するための研磨機8であって、一軸方向5に往復運動する研磨体3を備え、該研磨体3の表面に前記一軸方向5に沿った溝3aを有すること。
(もっと読む)
包装研磨物品およびその製造方法
物品には、0.001g/m2・日以下の水蒸気移動速度を有する自立壁を含む包装材料が含まれる。この包装材料は、閉鎖体積を画定する。物品はさらに、閉鎖体積の内部に配置されたボンド研磨物品を含む。ボンド研磨物品は、ポリマーマトリックス中に分散した砥粒を含む。ポリマーマトリックスは、吸湿性材料を含む。 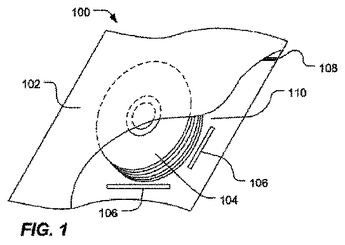 (もっと読む)
(もっと読む)
研磨工具及びその製造方法
【課題】ガラス質で結合された研磨工具を提供すること。
【解決手段】MCA(微晶質α−アルミナ)砥粒およびビトリアス結合剤を含有する研磨工具であり、焼成後のビトリアス結合剤は、SiO2 最大約45モル%、Al2 O3 最大約15モル%、B2 O3 約24〜35モル%、およびアルカリ金属酸化物約15〜30モル%を含有し、アルカリ金属酸化物は結合剤基準で少くとも5モル%の酸化リチウムを含み、そしてアルカリ金属酸化物に対するB2 O3 モル比が0.8:1〜1.7:1であるように構成する。
(もっと読む)
ネジ状電着工具
【課題】ネジ状部の両端部で中央部よりめっき層が厚くなっても、高い精度で歯車の歯形加工が可能なネジ状電着工具を提供する。
【解決手段】軸線O回りに回転させられる台金1の外周部に、軸線O回りに螺旋状に捩れたネジ状部2が形成され、このネジ状部2の表面に砥粒が電着されてなるネジ状電着工具にあって、台金1におけるネジ状部2のネジ山5の厚さを、軸線O方向の中央部2Aよりも両端部2Bで小さくする。
(もっと読む)
ホーニング加工方法
【課題】水溶性ホーニングのように過酷な潤滑環境であっても、油溜まりとして十分に機能する鮮明なクロスハッチを形成することができ、且つ、量産品に適用可能なホーニング加工方法を提供する。
【解決手段】砥石4をボア内周面W1に衝突させて、砥石4の表面における砥粒4aの間の研削屑Dを除去することにより、砥石4の目立てを行う目立て工程S2と、砥石4をボア内周面W1に切り込んで研削する切り込み工程S3と、砥石4の径方向位置を固定した状態で、ボア内周面W1の弾性縮径によりボア内周面W1を研削しながら、砥石4を軸方向に複数回往復させるスパークアウト工程S4とを行う。
(もっと読む)
研削ディスクの製造方法及び研削ディスク
本発明は、キャップを提供する工程と、研磨部品を提供する工程と、キャップを研磨部品上に置いて組立品を形成する工程と、組立品を保持しキャップと研磨部品とを接合するためにキャップと研磨部品との間のすき間及び研磨部品内に成形材料を注入する工程と、を含む研削ディスクの製造方法に関する。当該方法によって製造される研削ディスクも開示される。 (もっと読む)
研削工具の製造方法
【課題】ツルーイングすることなく、砥粒先端を揃えた研削工具を効率良く製作することができる研削工具の製造方法を提供することにある。
【解決手段】ワークを研削加工する研削工具を製造する研削工具の製造方法であって、研削工具の砥粒14を型21の上に配置し、型21に対向すると共に当該型21に対し隙間d1を有して研削工具の台金11を配置し、砥粒14が配置された型21と研削工具の台金11とを無電解めっき液31が貯留されためっき液槽32内に配置し、型21と研削工具の台金11の間の隙間に無電解めっき液31を流し、研削工具の台金11の表面にめっき層13を成長させて、めっき層13により砥粒14を研削工具の台金11に固定した研削工具を製造する。
(もっと読む)
研削ホイールと共に使用するための研磨物品
ボンド材料のマトリックスの内部に含まれる砥粒を有する研磨体を含む研削ホイールと共に使用するための研磨物品において、研磨体が複数の転換部により接合された複数の線形部分を有するねじれた経路を画定する複数のアーム部分を有している研磨物品。  (もっと読む)
(もっと読む)
硬質脆性板のくり貫き加工方法及び装置
【課題】ガラス板などの硬質脆性板に板厚方向に貫通する丸孔、長孔、溝孔などのくり貫き加工において、加工時に生ずる大きな欠けや割れを可及的に防止すると共に、寸法や形状の異なる丸孔や溝孔を加工することが可能な方法及び装置を提供する。
【解決手段】くり貫き砥石は、先端に硬質脆性板を板厚方向に研削してゆく先端面を備えた円筒形の砥石で、加工しようとする丸孔ないし溝幅より小径の砥石である。制御器は、ワーク軸の回転角をθ又はΔθ、砥石台の移動量をxとして、少なくとも以下の関係を保持して制御する溝孔加工手段を備えている。x=(A+R−r)/cosθ、x=CcosΔθ+(R−r)cosφ、但し、sinφ=CsinΔθ/(R−r)、及び、x=(A−R+r)/cosθ。上式中、Rは、溝孔の溝幅の1/2、rは、くり貫き砥石の半径(r<R)である。
(もっと読む)
161 - 180 / 1,030
[ Back to top ]