
Fターム[3C269BB08]の内容
数値制御 (19,287) | 目的、目的を達成するための改良点 (2,252) | オペレータの操作性の向上 (584) | プログラム作成、変更時の操作 (357)
Fターム[3C269BB08]の下位に属するFターム
ティーチングの容易化 (119)
Fターム[3C269BB08]に分類される特許
101 - 120 / 238
プログラミング装置

【課題】パラメータの設定値との関係で適切な指令値を含むNCプログラムを生成することができるプログラミング装置を提供する。
【解決手段】プログラミング装置1は、NC工作機械50の動作機構部52の作動制御に関連したパラメータを記憶するパラメータ記憶部53と、工具の移動位置及び加工条件に関するデータを含むCLデータを記憶するCLデータ記憶部14と、パラメータ記憶部53内のパラメータを参照して、CLデータ記憶部14内のCLデータからNCプログラムを生成するNCプログラム生成部31と、生成されたNCプログラムを記憶するNCプログラム記憶部32とを備え、NCプログラム生成部31は、パラメータを参照して、CLデータに含まれる加工条件データが適切であるか否かを確認し、適切でない場合には、パラメータを用いて加工条件データを修正し、加工条件データが修正されたCLデータに基づいてNCプログラムを生成する。
(もっと読む)
加工設備の制御装置および制御方法
制御プログラムによって加工設備(1)を制御するための制御装置(30)は、標準的な加工パラメータが記憶されたデータメモリ(33)を有し、前記制御プログラムは該標準的な加工パラメータを呼び出すように構成されている。本発明では制御装置(30)に、加工対象である被加工品の材料特性および/または選択可能な加工ターゲットパラメータに前記標準的な加工パラメータを事前設定にしたがって適合するための適合装置(31)が動作可能に設けられている。  (もっと読む)
(もっと読む)
長尺帯状ワークの機械加工システムと機械加工方法

【課題】種類の異なる複数の長尺帯状ワークを同時に、かつ工具交換時間など非切削時間を最小にして機械加工することにある。
【解決手段】加工する種類の異なる4本のロータコイル番号が入力されると各コイル番号に該当する形状データと、各形状データに該当する加工箇所と工程データをもとに各加工箇所に形状タイプを割付けると共に加工箇所ごとに工程を割付ける第1の手段と、コイル置き位置・原点位置データに基づいて各形状タイプの原点からの位置を算出し、各形状タイプ及び工程を加工箇所ごとに一定長さに分割し、加工箇所ごとにこの加工工程を同一段取りで加工できるように並べ替える第2の手段と、この第2の手段により並べ替えられた工程順にNCプログラムを作成し、これをNC制御装置に転送する第3の手段とからなり、NC制御装置は、切削工具を作動させて長手方向に分割された4本のロータコイルを同一段取りで加工制御する。
(もっと読む)
自動プログラミング装置及びこれを備えたNC工作機械の制御装置
【課題】一定の加工精度を維持しつつ加工時間を短縮することができるNCプログラムを簡単且つ効率的に生成することが可能な自動プログラミング装置などを提供する。
【解決手段】自動プログラミング装置1は、動作指令に基づいた直線移動経路の角部については、加工モードに応じて設定する工具移動曲線に沿って工具を移動させるようになったNC工作機械用のNCプログラムを生成するように構成されており、ワークの仕上形状から仕上代分だけ外側にオフセットしたオフセット形状の各角部に、入力された加工モードに対応する弧状の工具移動曲線に沿った工具移動により得られる加工軌跡を生成して仕上形状と交差するか否かを確認し、交差しない場合に、前記入力された加工モードを出力すべき加工モードとして決定する加工モード決定部26と、出力された加工モードを指定するための指令を含んだNCプログラムを生成するプログラム生成部25などを備える。
(もっと読む)
ロボットにおける作業プログラム修正方法及び作業プログラム修正装置
【課題】
ワークを載置した載置面上の該ワークに回転ずれがある場合に、簡単な作業で、ロボットの作業プログラムの修正ができ、作業プログラムを再利用する場合の教示修正時間の短縮を行うことができるロボットにおける作業プログラの修正方法及び作業プログラム修正装置を提供する。
【解決手段】
ロボット制御装置50は既存作業プログラムの第1教示点と、該第1教示点に対応するワーク上の第2教示点の位置の差を算出し、この差に基づいて既存の作業プログラムの教示点の位置を修正する。ロボット制御装置50は、作業プログラム上の第1教示点から第4教示点へ向かうベクトルとワーク上の第2教示点から第3教示点へ向かうベクトルとの回転量を算出し、回転量に基づいて既存の作業プログラムの教示点におけるマニピュレータ10の位置姿勢を修正する。
(もっと読む)
オフライン教示データの作成方法及びロボットシステム
【課題】ロボット、特に当該ロボットを搭載したスライダの適切な教示データを自動的かつ効率的に作成する。
【解決手段】ロボットの据付ベースを移動させるスライダを動作させながらワークに対して連続した作業を行なうロボットシステムにおいてスライダ位置を決定する方法は、初期位置等を設定するステップ(S100〜S103)と、ロボット原点を通る探索平面内にて離散的に設定された格子点が、ワーク上の作業位置に合致するようにスライダの位置を設定して、そのスライダの位置における各格子点の評価値を算出するステップ(S106)と、評価値が最高値である格子点が溶接点になるように、スライダの位置を決定するステップ(S109)とを含む。探索平面は作業位置を中心として回転させることで、最適なスライダの位置を設定できる。
(もっと読む)
NC旋盤の制御方法及び制御装置
【課題】簡単且つ効率的に工具及びワークを相対的に早送り移動させることができるNC旋盤の制御装置などを提供する。
【解決手段】NC旋盤の制御装置1は、ワーク形状更新処理部18、プログラム解析部16によって抽出された動作指令を基に駆動制御信号を生成して送り機構部25を制御する駆動制御部19、抽出された動作指令を基に早送り動作指令が連続していると判断すると、まず、ワーク形状記憶部13に格納されたワーク形状などを基にワークの角部を特定し、特定した角部から所定距離だけ離れた位置に第1点を、前記早送り動作指令に基づいた各直線経路上に一点ずつ点を設定してこれら3点を通る曲線を設定した後、連続する早送り動作指令に基づき駆動制御部19で生成され送り機構部25に送信される駆動制御信号を、前記設定した曲線に沿って工具が移動するような駆動制御信号に修正する工具経路変更処理部20を備える。
(もっと読む)
NC旋盤の制御方法及び制御装置
【課題】簡単且つ効率的に工具及びワークを相対的に早送り移動させることができるNC旋盤の制御装置などを提供する。
【解決手段】NC旋盤の制御装置1は、プログラム解析部12によって抽出された動作指令を基に駆動制御信号を生成して送り機構部25を制御する駆動制御部14、抽出された動作指令を基に早送り動作指令が連続していると判断すると、早送り動作指令に基づいた直線経路に沿う一定幅の領域であって工具及びワークが相対移動可能な領域を認識してこの領域の隅部を特定し、特定した隅部を第1点として設定するとともに、前記早送り動作指令に基づいた各直線経路上に一点ずつ点を設定してこれら3点を通る曲線を設定した後、連続する早送り動作指令に基づき駆動制御部14で生成され送り機構部25に送信される駆動制御信号を、前記設定した曲線に沿って工具が移動するような駆動制御信号に修正する工具経路変更処理部15を備える。
(もっと読む)
加工情報作成装置、方法及びプログラム
【課題】3次元形状の部品に対し外形加工と精密加工の一連の加工情報を作成することができる加工情報作成コンピュータ、方法及びプログラムを提供する。
【解決手段】3次元CADで所望の形状を設計(S01)、局所加工製造部位を指定(S02)、指定箇所に加工範囲を設定(S03)、加工範囲に局所加工製造情報付加(S04)、局所箇所の加工前の形状編集(S05)、3次元形状全体製造情報付加(S06)、3次元CAMに製造情報取出し(S07)、加工プログラム演算開始(S08)、S05の編集形状を含む全体を演算適用範囲に設定(S09)、S06の情報により演算(S10)、得られた加工プログラムを出力(S11)、S03での範囲を演算適用範囲に設定(S12)、S04での情報により演算(S13)、得られた加工プログラムを出力(S14)、2つの加工プログラムを並べ替え(S15)、並べ替えた2つの加工プログラムを結合(S16)、結合した加工プログラムをCAMから自動工作機械に出力(S17)。
(もっと読む)
原型ツールの製作方法及び装置
本発明は、部品の原型ツール(10)を製作するための装置及び方法に関する。本方法は、a)部品のCADモデル(23)を受け取るか、或いは作成する工程と、b)部品のCADモデル(23)に基づき原型ツール(10)の表面モデルを導き出す工程と、c)NC工作機械を用いて、表面モデルに基づき原型ツール(10)を製作する工程と、d)原型ツール(10)を用いて、部品の実物(12)を製作する工程と、e)部品の実物(12)の表面の点の三次元による点分布(22)を提供するコンピュータ断層撮影に基づく座標測定器を用いて、部品の実物(12)の輪郭を計測する工程と、f)三次元による点分布(22)の三次元の点とCADモデル(23)を比較して、所定の許容限界を上回る偏差が存在するか否かを計算する工程と、所定の許容限界を上回る偏差が存在する場合には、g)算出した偏差に基づき表面モデルを補正する工程と、h)NC工作機械を用いて、補正した表面モデルに基づき原型ツール(10)を再加工するか、或いは原型ツール(10)を新たに製作する工程と、i)所定の許容限界を上回る偏差が存在しなくなるまで、工程d)〜h)を繰り返す工程とを有する。 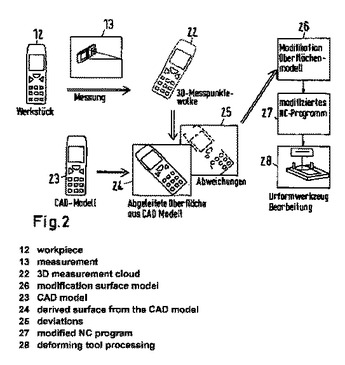 (もっと読む)
(もっと読む)
加工プログラムチェック装置
【課題】 演算負荷を過大にすることなく、プログラムエラーを確実に発見でき、かつ必要なプログラム修正時間を短縮できる加工プログラムの文法チェック装置を提供する。
【解決手段】 加工プログラムの文法チェックを行う文法チェック部2cと、検出された文法エラーの種類及びエラー箇所を表示するエラー表示部20とを有する加工プログラムチェック装置であって、前記文法チェック部2cは、文法チェックを要求するパラメータが設定され、かつ所定条件が満足されたとき前記文法チェックを行う。
(もっと読む)
加工プログラム処理装置
【課題】 プログラム修正時間の増加を回避でき、あるいはプログラム修正時間を無駄にすることのない加工プログラム処理装置を提供する。
【解決手段】
加工プログラムの文法チェックを行う文法チェック部2cと、加工プログラムを外部デバイスに送信する送信処理部6bと、加工プログラムを削除する削除処理部5cとを有する加工プログラム処理装置であって、前記送信処理部6bは、文法エラーのある加工プログラムの送信要請があったとき、送信の可否を確認する警告処理を行う。
(もっと読む)
工具経路算出装置、工具経路算出プログラムおよび工具経路算出方法
【課題】4軸制御において深い縦壁部分を含んだ加工面であっても、高速かつ高精度な切削を実現するための工具経路を算出する。
【解決手段】工具経路算出装置130は、設計データ120から3軸等高線経路を取得する(ステップS131)。そして、旋回2軸のうち、変動軸の初期旋回角度変化率を決定し(ステップS132)、変動軸の旋回角中心を算出する(ステップS133)。この算出結果から、さらに工具ベクトルを算出し(ステップS134)、経路軸コードを算出して(ステップS135)、NCデータ140を出力する。
(もっと読む)
NCプログラム入力装置
【課題】NCプログラムを効率良く入力し、入力ミスの発生を防止することができるNCプログラム入力装置を提供する。
【解決手段】Gコード入力欄RN1には、1回の操作でGコードを入力するためのボタンがGコードグループ毎に纏めて配列されている。オペレータは、マウスを用いてマウスポインタ(図略)を移動させ、このマウスポインタを所望のボタンに位置決めし、クリックすることで、所望のボタンの押下操作を行い、Gコードを入力する。
(もっと読む)
座標変換工具位相制御用数値制御装置
【課題】第3回転軸の工具位相の制御も含めた工具先端点制御指令に対して、座標変換(傾斜面加工指令)が可能な工具位相制御用数値制御装置。
【解決手段】加工プログラム読取り手段1、直線軸3軸指令による工具先端点位置および工具方向指令による工具方向に対して座標変換を行う座標変換手段4,6、座標変換後工具先端点位置および座標変換後工具方向によって工具先端点位置、第1回転軸位置、第2回転軸位置および直線軸3軸位置を制御する工具先端点制御手段7、および第3回転軸位置を求める工具位相制御手段5を有する数値制御装置において、工具位相制御手段5において座標変換後の工具位相が指定方向となるように該指定方向の工具位相0ベクトルからの角度として第3回転軸位置を求める座標変換後工具位相計算手段8を有し、該求めた直線軸3軸と回転軸3軸の位置へ各軸を駆動する座標変換工具位相制御用数値制御装置。
(もっと読む)
機械加工検証支援方法および装置、機械加工検証支援用プログラムおよび記憶媒体
【課題】削り残し領域を除去するために必要な製品の設計変更をより適正に行えるように設計者を効果的に支援する。
【解決手段】加工シミュレーションによって削り残し領域Wが算出された場合に、この削り残し領域Wを加工するためのエンドミル10の配置範囲Tを算出するとともに(S63)、この工具配置範囲Tを格子状に分割し、その各格子点に中心が配置されたエンドミル10により加工される上記削り残し領域Wの加工除去量Jと、上記エンドミル10と被干渉物(44)との干渉量Kとを各格子点ごとに算出する(S67)。そして、上記各格子点のうち、上記加工除去量Jが大きくかつ干渉量Kが小さい最適格子点opに上記エンドミル10の中心を配置して得られる工具配置モデル情報に基づいて、上記被干渉物(44)に生じる削り込み領域Yを算出する(S73)。
(もっと読む)
加工条件生成装置
【課題】作業者が加工条件の組合せを生成する手法やプロセスを容易に知ることができない。また、作業者が加工条件の組合せを生成するプログラムを容易に作成または修正することができない。
【解決手段】表示装置4は、図形化された単位演算プログラムと演算プロシージャおよび理論的な相関関係を有する複数種類のパラメータのデータである基礎データの内容を表示する。操作装置5は、表示装置4の表示画面上で作成または修正された単位演算プログラムを任意に結合して関連付けて演算プロシージャを作成または修正できるようにする。また、操作装置5は、基礎データを表示画面上で作成または編集して記憶装置2に記憶させることができるようにする。記憶装置2は、演算プロシージャと基礎データを記憶する。演算装置6は、演算プロシージャに従って複数の単位演算プログラムを関連付けられた順番で実行させる。
(もっと読む)
板材加工図形への工具配置装置および配置方法
【課題】 板材加工図形に沿った適切な工具配置が効率良く行える板材加工図形への工具配置装置および工具配置方法を提供する。
【解決手段】 画面12a上の指定された線分L1,L2,…に対して、配置可能と判定された工具Tを抽出する配置可能工具抽出手段6を設ける。抽出された工具Tをリストとして画面に表示する手段7を設ける。抽出されてリスト表示された工具Tの中から、任意の工具Tを作業者に選択させ、指示線分への工具Tの配置を決定する工具選択・決定操作手段8を設ける。上記リストにカーソルKを合わせる等の操作をすると、その工具Tが指定線分L4に沿って表示される。
(もっと読む)
加工工程決定方法、加工工程決定システム、及び加工工程決定プログラム
【課題】加工精度を維持しつつ加工能率の高い工程が設計できるようにする。
【解決手段】この加工工程決定システムD0は、3次元CAD装置H1から3次元素材形状データM3及び3次元製品形状データM1を読み込み、3次元素材形状データM3から複数の工程を経て3次元製品形状データM1を作成するための加工工程を決定するものであり、仕上げ代46及び加工条件の判断に必要な閾値が格納された加工知識データベースD1と、各種工具情報が格納された工程候補データベースD2と、3次元製品形状データM1に仕上げ代46を肉盛りして3次元形状データM2を作成し、これを加工目標として各種工具情報を用いて複数工程の中から加工精度及び加工能率を高くするための加工工程の順序を決定する工程設計モジュールE1とを備える。
(もっと読む)
加工制御装置
【課題】 ワークの加工形状に対する工具の食い込みを効率よく回避することができる加工制御装置を提供する。
【解決手段】 加工制御装置3は、軸制御データAに基づいて工具がワークを加工する際の工具位置を求める工具位置算出手段381と、軸制御データAに基づいて求められたワークを加工する際の工具位置とワークの加工形状とを比較して該加工形状に対し工具が食い込んだ状態にあるか否かを判断する工具食い込み判断手段382と、工具が食い込んだ状態にあると判断されたときに、該食い込んだ状態が回避されるように工具位置を修正する工具位置修正手段383と、修正された工具位置に基づいて軸制御データAにおける各軸方向の工具移動速度を修正する軸制御データ修正手段384と、を備える。
(もっと読む)
101 - 120 / 238
[ Back to top ]