
Fターム[3C269BB08]の内容
数値制御 (19,287) | 目的、目的を達成するための改良点 (2,252) | オペレータの操作性の向上 (584) | プログラム作成、変更時の操作 (357)
Fターム[3C269BB08]の下位に属するFターム
ティーチングの容易化 (119)
Fターム[3C269BB08]に分類される特許
41 - 60 / 238
ロボットの角度データ変換方法及びこの方法を実施するための制御装置
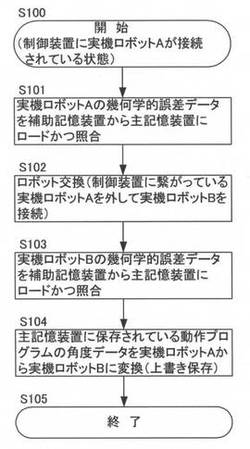
【課題】ロボット交換時におけるデータ設定の誤りを防ぐ。
【解決手段】交換前のロボットが制御装置に接続された状態で、補助記憶装置に記憶された交換前ロボットの幾何学的誤差データを制御装置の主記憶装置にロードし、かつ幾何学的誤差データに付記されたID情報と交換前ロボットのID情報とを照合し(S101)、次にロボットを制御装置から外して交換し(S102)、交換後ロボットが制御装置に接続された状態で、補助記憶装置に記憶された交換後ロボットの幾何学的誤差データを主記憶装置にロードし、かつ幾何学的誤差データに付記されたID情報と交換後ロボットのID情報とを照合し(S103)、交換前及び交換後のロボットの幾何学的誤差データを反映したツール先端位置間の誤差が十分小さくなるように動作プログラムに含まれる角度データを変換し、変換された角度データを含むように動作プログラムを上書き保存する(S104)、工程を備える。
(もっと読む)
補正工具軌跡情報作成システム、補正工具軌跡情報作成方法、及び、補正工具軌跡情報作成プログラム

【課題】ワークの補正加工用の補正工具軌跡情報を簡単に作成する。
【解決手段】工具軌跡情報D1に基づいて加工されるワークの補正加工用の補正工具軌跡情報D4を作成する補正工具軌跡情報作成システムS0において、工具軌跡情報D1の数値制御指令値の組合せに応じて工具軌跡情報D1を分割することにより、分割工具軌跡情報D2を作成する工具軌跡情報分割手段と、分割工具軌跡情報D2の分割された範囲のうち寸法誤差が発生した範囲を補正加工範囲に決定する補正加工範囲決定手段M3と、を備える。
(もっと読む)
最適加工工程決定装置
【課題】最適加工工程を決定するための処理時間を短縮することができる最適加工工程決定装置を提供する。
【解決手段】最適加工工程決定部5は、素材形状11および製品形状12を用いて、工具DB2に記憶されている複数の工具Tの中から素材形状11から製品形状12へ加工するために有効な刃径の工具Tを抽出する有効刃径工具抽出処理を実行し、有効刃径工具抽出処理により抽出された工具Tを用いて、最適加工工程を決定するための最適加工工程決定処理を実行する。
(もっと読む)
ピックアンドプレース機構のコントローラ
【課題】 動作実行プログラムを手動で作成することを不要にする。
【解決手段】 コントローラCは、ピックアンドプレース機構Aのコマンド等が入力可能な指令入力部201と、動作時に動作プログラム122を読み出して動作実行プログラム124に変換し同機構Aを動作させる制御部111とを備える。特に制御部111は、動作指令プログラム123がコマンド毎に予め用意され、動作プログラム122を動作実行プログラム124に変換するに当たり、動作プログラム122に含まれる動作指令に係るコマンドに対応する動作指令用プログラム123を読み出し、その後、動作指令用プログラム123に含まれた初期設定の内容を当該動作指令に係る設定に更新し、この処理を動作プログラム122に含まれる動作指令毎に行ない、動作指令用プログラム123を動作指令の入力順に繋ぎ合わせて動作実行プログラム124として取り扱う。
(もっと読む)
製造システム、製造方法、およびプログラム
【課題】簡単に、付加物が付加された対象物の形状を成形でき、特に、対象物を計測してから、より迅速に成形する。
【解決手段】スキャナ11は、人の顔16の表面の各点の3次元空間上の位置を測定し、ポリゴンデータを出力する。コンピュータ14は、ポリゴンデータを、顔16の形状を示すサーフェースデータに変換し、兜の形状を示すサーフェースデータと、顔16の形状を示すサーフェースデータとを合成する。マシニングセンタ15は、兜の形状が予め成形されているブランクに、合成されたデータで示される形状によって人の顔16の形状を成形する。本発明は、製造システムに適用できる。
(もっと読む)
三次元造形方法
【課題】表面に孔及び/又は溝が形成されている造形対象物に対する三次元造形において、孔及び/又は溝の周辺における切削表面の破壊を伴わずに、効率的な切削加工を可能とする構成を提供すること。
【解決手段】表面に孔及び/又は溝が形成されている造形対象物2に対する回転工具3による三次元造形において、工具3が移動する二次元平面に孔及び/又は溝の形成領域4が存在する場合に、当該領域4における軌跡1を当該領域4の両外側に位置している軌跡1と同一の高さレベルを維持した状態にて連続して設定する一方、CADシステム又はCAMシステムによって、前記軌跡1を設定することに基づき、前記課題を達成し得る三次元造形方法。
(もっと読む)
切削装置、切削方法、プログラムおよびコンピューター読み取り可能な記録媒体
【課題】簡単な切削を手軽に行うことができるようにした。
【解決手段】ツールと被加工物との相対的な位置関係を3次元で変化するとともにツールにより被加工物に対して切削加工を行う切削装置において、予め定められた複数の切削加工から所定の切削加工を設定する第1設定手段と、予め定められた複数の切削加工領域の形状から所定の設定する第2設定手段と、第2設定手段により設定された切削加工領域の形状の切削加工位置を設定する第3設定手段と、切削加工に使用するツールを設定する第4設定手段と、切削加工によって切削処理される被加工物の材料を設定する第5設定手段と、第1設定手段と第4設定手段と第5設定手段とによる設定に基づいて切削条件を算出して設定する第6設定手段と、第1乃至第6設定手段よる設定に基づいて切削データを生成する生成手段とを有し、生成手段により生成された切削データに基づいて切削加工を行うようにしたものである。
(もっと読む)
多系統プログラムの自動プログラミング方法及びその装置
【課題】加工時間が最短となる多系統用加工プログラムを作成する。
【解決手段】自動プログラミング装置において、加工対象物を加工するための加工工程作成手段と、加工工程毎の加工時間を計算する計算手段と、各加工工程について、実行可能な系統を入力する系統入力手段と、実行可能な加工順序を入力する加工順序入力手段と、同時に実行可能な他の加工工程が存在する場合、同時に実行可能な加工工程を入力する同時実行加工工程入力手段と、作成された加工工程、計算手段によって計算された加工時間、系統入力手段によって入力された実行可能な系統、加工順序入力手段によって入力された実行可能な加工順序、および、同時実行加工工程入力手段によって入力された同時に実行可能な加工工程に基づいて、加工時間が最短となる加工プログラムを選出する選出手段と、を備える。
(もっと読む)
NC工作機械
【課題】
機械操作者の操作入力作業を簡略化すべく、機械操作者の使用方法に合わせた画面表示を設定することができるNC工作機械を提供する。
【解決手段】
機械操作者からの入力データを入力する入力データ処理部と、前記機械操作者の使用方法を予め分類し記憶する使用方法分類記憶部と、前記機械操作者の入力データに応じて前記使用方法分類記憶部に記憶された何れの使用方法であるかを判断する分類判断部と、前記使用方法の分類内容に応じて、前記機械操作者に対して操作入力を促す表示画面の表示項目のうち、入力不要項目はマスクするように予め設定された表示切替内容記憶部と、前記分類判断部の判断内容に応じて、前記表示切替内容記憶部から表示すべき表示項目を特定し、前記機械操作者の入力データに応じた表示画面となるように画面切替を行う表示切替部と、を備えた。
(もっと読む)
数値制御装置
【課題】ショートカット機能の使い勝手を向上させて、パラメータの閲覧又は編集を能率的に行う。
【解決手段】登録ショートカット情報に動作情報が設定されている場合(S12;Yes)、CPUは工作機械の動作情報を取得し、取得した動作情報に基づいて登録ショートカット情報を書き換える(S13)。登録ショートカット情報に直前操作画面情報が設定されている場合(S14;Yes)、CPUは、直前操作画面情報を取得し、取得した直前操作画面情報に基づき登録ショートカット情報を書き換える(S15)。S16においてCPUは、ショートカット先の画面の付属情報を取得し、取得した付属情報に基づき登録ショートカット情報を書き換える。S19においてCPUは、ショートカット先の画面の画面遷移情報を登録ショートカット情報に置き換え、置き換えられた画面遷移情報に基づいて画面を表示すると共に、ショートカット画面を消去する。
(もっと読む)
自動プログラミング装置、およびその動作プログラム
【課題】 旋回軸を有する動作の自由度の高いNC工作機械のNCプログラムを簡単な操作で生成できる自動プログラミング装置を提供すること。
【解決手段】 自動プログラミング装置101は、加工領域形状に対する工具姿勢を定義する工具姿勢定義部140を備え、さらにこの工具姿勢定義部140は、加工領域形状を構成する形状要素の情報から工具姿勢を決定する点を所定の方法により抽出する工具姿勢決定点抽出部と、工具姿勢を決定する点における工具姿勢を所定の方法により求める工具姿勢演算部を含んで構成されているので、旋回軸を有するNC工作機械の工具経路向けの工具姿勢を定義でき、CAMを用いなくても、簡単な操作でNCプログラムを生成することができる。
(もっと読む)
電子カム制御装置
【課題】規定されたカムストローク範囲から外れて停止した駆動軸を容易に同期運転再開位置まで復帰させることができる電子カム制御装置を得ること。
【解決手段】入力軸を含む駆動軸としてのモータ54a〜54nに対応する駆動制御装置53a〜53nに、入力軸の一回転を分割したカム角度に対応するカムストローク位置を規定する電子カム指令プロファイルに基づいた制御を実行させ、複数の駆動軸を同期制御する電子カム制御装置52は、電子カム指令プロファイルで規定されたカムストローク範囲から外れて停止している駆動軸の停止中の入力軸のカム角度に対応するカムストローク位置を、電子カム指令プロファイルに再適合させる電子カム同期位置として算出する手段と、駆動軸を予め設定された速度で電子カム同期位置へ移動させる移動手段と、駆動軸の電子カム同期への移動が完了したことを上位システム51へ通知する手段とを有する。
(もっと読む)
数値制御プログラムのコマンド表示装置及びコマンド表示プログラム
【課題】工作機械のための数値制御プログラムに記述されたペアコマンドの相対関係を容易に確認することを課題とする。
【解決手段】対で使用されるペアコマンドA2を一組以上含む複数のコマンドA1の中から選ばれるコマンドA1で記述され記憶部(数値制御プログラム保存領域31)に記憶されている数値制御プログラムP1に記述されたペアコマンドA2を抽出し、前記ペアコマンドA2の組PA1毎に前記抽出されたペアコマンドA2を分けて前記数値制御プログラムP1に記載された順に並べて表示する。
(もっと読む)
計測装置を具備する工作機械を制御する数値制御装置
【課題】計測指令を簡単に作成することが可能な加工サイクルの形状を利用した計測を行う数値制御装置を提供すること。
【解決手段】ブロックを読み込み、解析し、読み込んだブロックは加工サイクル指令か否か判断し、加工サイクル指令の場合には加工種類と加工形状から計測サイクルを決定し、加工形状から計測位置を取得し、計測サイクルをメモリに格納し、計測位置をメモリに格納し、加工サイクルを実行し(SA1〜SA8)、計測指令か否か判断し、計測データに計測サイクルがあるか否か判断し、計測を実行し、メモリの初期化を行い、プログラムの終了か否か判断する(SA9〜SA13)。
(もっと読む)
加工シミュレーション装置、加工シミュレーション方法、プログラム、記録媒体
【課題】高速に計算を行うことができ、十分な精度が得られる加工シミュレーション装置等を提供する。
【解決手段】加工シミュレーション装置1は、工具形状データ、加工シミュレーション前のワーク形状データ、仕上がり形状データ、ホルダ形状データを記憶する記憶部9と、工具形状データと仕上がり形状データを用いて工具経路データを生成する工具経路生成部19と、ホルダ形状データと仕上がり形状データを用いてホルダが上記の仕上がり形状に干渉しないホルダ経路データを生成するホルダ経路生成部21と、工具経路データとホルダ経路データを用いてホルダが上記の仕上がり形状に干渉しないホルダ干渉回避工具経路データを生成するホルダ干渉回避工具経路生成部23と、工具形状データとホルダ干渉回避工具経路データを用いて加工シミュレーションを行い加工シミュレーション後のワーク形状データを生成する加工シミュレーション部25とを具備する。
(もっと読む)
加工ステップ決定装置、及びプログラム
【課題】熟練されたオペレータによって決定されるような加工ステップを自動的に決定する。
【解決手段】工法区分決定部16aが、穴情報が示す各段毎の側面の仕上がり状態を表す情報、及び各段毎の底面の仕上がり状態を表す情報に基づいて、この穴情報が示す穴の加工に適した工法区分をHDD10dに記憶された記憶内容から各段毎に決定する。加工ステップ決定部16bが、各段の加工に適した加工ステップを各段毎に決定する。暫定加工ステップ決定部16cが、予め定められた統合ルールに基づいて、加工ステップの順番を暫定的に決定する。そして、加工ステップ補正部16dが、予め定められた補正ルールに基づいて、暫定的に順番が決定された加工ステップを補正することにより穴の加工ステップを決定する。
(もっと読む)
NCプログラム編集装置および加工機制御装置
【課題】 NCプログラムに対して、初品か否かの状況に応じて初品検査用の一時停止等の命令を自動挿入することができる装置を提供する。
【解決手段】 初品特定条件Aを定めた初品特定条件設定手段14と、その条件の充足判定のために確認する事項Bを設定した確認事項設定手段15とを設ける。命令を挿入する箇所を設定した命令挿入箇所設定手段16を設ける。この確認事項設定手段16に設定された事項Bを検索し、検索された事項Bが初品特定条件Aを充足するか否かを判定する初品判定手段17を設ける。条件を充足すると判定された場合に、NCプログラム8における定められた箇所に一時停止命令等の初品対処目的の命令Cを挿入する初品対処命令挿入手段18を設ける。
(もっと読む)
ツールパス作成方法
【課題】CAMシステムにより自動作成された2次型のツールパスの不要部分を、1次型のツールパスを利用して自動的に削除する方法を提供する。
【解決手段】被加工材A1についてCAMデータとして用いる原始1次型ツールパスTp1を自動作成し、原始1次型ツールパスTp1から不要部分N1を削除して1次型ツールパスT1を作成し、形状を変更した後の被加工材A2について原始2次型ツールパスTp2を自動作成し、1次型ツールパスT1を含む所定範囲に設定した近傍空間Pと原始2次型ツールパスTp2とを比較し、原始2次型ツールパスTp2のうち近傍空間Pに含まれない部分N2を削除して2次型ツールパスT2を作成するツールパス作成方法。
(もっと読む)
CAMシステム
【課題】 切削用の工具が移動する軌跡が有している曲率の最大値の範囲に対応して、適切な工具の回転径を選択するために必要な基準を明らかにするソフトウエアをCAMシステムによって作成すること、及び当該配列に基づく工具の制御システムを提供すること。
【解決手段】 三次元造形物2に対する切削加工方法において、工具が移動する各軌跡1における曲率の最大値に即して、各段階に区分し、当該区分に対応して軌跡1を外側から内側への領域において各グループ毎に区分し、各グループに対応させ、最大値の大きいグループにはより小さな回転半径の工具を指定するソフトウエアを製作し得るCAM及び当該ソフトウエアに基づく工具制御システム。
(もっと読む)
自動プログラミング方法
【課題】仕上げ記号に相当する色を白動的に付加し、その情報を基に加工面に使用工具や切削条件を与えることが可能な自動プログラミング方法を提供する。
【解決手段】三次元CADを操作し、この三次元モデル10表面のCADデータまたはIGESデータをマウスで選択し、仕上げ記号または色を指示する。この色は仕上げ面記号と関連しており、色を前記モデル10に塗ることにより、CADデータまたはIGESデータに色の属性を与えることにより簡単に加工面の精度を定義できる。モデル10は、例えば射出成形機の構成要素部品であって、その各コーナー部には穴18が設けられており、その内周面に対応する色としてグリーン250が指定されている。手前側の取り付け面12に複数設けられたミリタップ穴12aは、その対応する色としてレッド250が指定されている。
(もっと読む)
41 - 60 / 238
[ Back to top ]