
Fターム[3C269BB08]の内容
数値制御 (19,287) | 目的、目的を達成するための改良点 (2,252) | オペレータの操作性の向上 (584) | プログラム作成、変更時の操作 (357)
Fターム[3C269BB08]の下位に属するFターム
ティーチングの容易化 (119)
Fターム[3C269BB08]に分類される特許
61 - 80 / 238
数値制御工作機械用の加工シミュレーション装置

【課題】経験の浅い作業者でも、加工後の表面の様子を予測でき、所望する表面形状に加工するための適切な加工条件を容易に選択することができるシミュレーション方法を実現可能な数値制御工作機械用のシミュレーション装置を提供する。
【解決手段】加工シミュレーション装置1は、加工後のワークの形状を立体的にグラフィック表示するためのワーク形状表示部8と、工具の形状に関連した工具形状関連情報および工具の加工速度に関連した加工速度関連情報に基づいて、加工後のワークの表面形状を算出する表面形状計算部14とを有している。そして、当該表面形状計算部14によって算出されたワークの加工後の表面形状を、ワーク形状表示部8に表示可能になっている。
(もっと読む)
CAD/CAMシステム

【課題】 複数層の区分に基づく三次元の造形において、効率的な切削を可能とするような工具の移動軌跡を形成し得るCAD/CAMシステムを提供すること。
【解決手段】 造形物の断面図の周囲から、元の素材1の表面近傍から、順次工具の切削幅に基づいて順次予定ラインを外側に設定し、当該予定ラインが元の素材1に対し、工具の回転径だけ外側に位置している周囲外側ライン2よりも更に外側に位置するような状態に至った段階にて、周囲外側ライン2の内側に位置している予定ライン、及び周囲外側ライン2と交差している全ての予定ライン、又は当該交差している予定ラインのうち、周囲外側ライン2の内側領域及び周囲外側ライン2のうちの当該交差位置並びに当該交差する予定ラインの内側に位置している領域を工具の移動する軌跡として作成するCAD/CAMシステム。
(もっと読む)
CAMシステム
【課題】 切削用の工具が移動する軌跡の曲率に応じて、適切な移動用の基準点、即ちCLの配列の設定を可能とするようなソフトウエアをCAMシステムによって作成すること、及び当該配列に基づく工具の制御方法を提供すること。
【解決手段】 工具が移動する切削ライン上において、予め設定したCL2における独立の近似値を算定し、当該曲率の近似値の大きさを複数個の段階に区分し、各段階に対応してCL2の各グループを複数個の領域に区分し、各区分領域毎に新たに追加するCL2の数につき、曲率が大きい領域程、単位長さ当りのCL2の配列の数を大きくするようなソフトウエアを作成するCAMシステム及び当該ソフトウエアに基づく切削用の工具の制御方法。
(もっと読む)
オフラインプログラミング方法、オフラインプログラミングシステム、オフラインプログラミング装置及びティーチペンダント
【課題】
TPを使用して、PCに実装されているOLPSを操作して、ロボットの作業プログラムを作成できるオフラインプログラミング方法、及びオフラインプログラミングシステムを提供する。
【解決手段】
オフラインプログラミング方法及びシステムでは、ロボットの教示データを入力するためのキー群を備えたキーボード106を有するTP100から、キー群の操作によるTPキーコードを送信する。オフラインプログラミング装置200では、送信されたTPキーコードを受信して、TPキーコードをOLPSキーコードに変換し、OLPS実行部220が、変換されたOLPSキーコードによるロボットの教示データに基づいてロボットの作業プログラムの作成を行う。
(もっと読む)
切削加工支援システム
【課題】切削工具の初心者であっても容易に切削工具を選択でき、切削加工の技能を早期に習得することができるという効果を有する切削加工支援システムを提供する。
【解決手段】ワークの設計図を図面データとして入力する入出力部と、図面データに基づいて、ワークの切削部を所定の切削加工に分類する図面データ分析部と、切削加工に対応する切削工具を選択する切削工具選択部とを設ける。この構成によれば、入力された図面データに基づいて切削工具を自動的に選択することにより、切削工具の初心者であっても容易に切削工具を選択でき、切削加工の技能を早期に習得することができる。
(もっと読む)
線工具を用いて3次元形状加工を行うためのデータを生成する演算装置
【課題】今日、3次元で成型するためにマシニングセンタ(MC)やNCフライス盤等を用いて切削加工を行うことが一般的となっている。しかしながら、切削時における仕上げ面の品質に課題がある。また、切削の際に発生する飛散切屑の処理が非常に煩わしいという課題もある。そこで、素材から1パスで直接形状を創成できる熱ワイヤなどの熱加工について研究が行われている。しかしながら、複雑な3次元形状の加工は困難であるという課題がある。
【解決手段】そこで本発明は、製品の3次元形状データを取得し、取得した3次元形状データを元に同時5軸制御加工機で製品を成型加工するためのNCデータを生成する演算装置を提供する。
(もっと読む)
材料取り合わせシステム
【課題】変形したベストフィット法を採用し、さらに、最後のほうにしわ寄せがくるのを改善して、材料取り合わせの最適化を図る。
【解決手段】材料を順に選択して、割り付け可能な製品を組み合わせて最適な割り付けを見つけ仮割り付けとする。この処理に変形したベストフィット法を採用する。材料を替えて同じ処理を繰り返す。このとき、材料に対して、常に最長の製品を最初に必ず割り付けるようにするといった条件設定をする。複数の仮割り付け結果を比較して、歩留まりの良いものを製品の割り付けデータに採用する。これを繰り返しながら、あと2回で終了するタイミングを検出する。あと2回分は、複数の割り付けパターン候補を取得して比較し、最適な割り付けパターンを採用する。
(もっと読む)
NCプログラムの解析編集装置、方法、プログラム、および記憶媒体
【課題】編集作業を容易にする。
【解決手段】本装置を、NCプログラム21を編集画面71に編集可能に表示するNCプログラム編集手段41と、概要情報を抽出し概要情報画面72に表示する概要情報編集手段43と、切削加工情報を抽出する切削加工情報抽出手段45と、CADデータ23から形状情報を抽出する形状情報抽出手段47と、切削加工情報、または形状情報の少なくとも一つの情報に基づき、工具軌跡データ層51、穴明図データ層52、またはワーク図データ層53を生成するとともに、描画画面73に重ね合わせ可能に描画表示する図形描画手段49と、切削加工情報をリスト画面74に表示する切削加工情報表示手段55と、表示領域をそれぞれ連動表示させる連動表示手段57と、ミル加工または穴明加工について解析し、対応する画面に表示させる切削加工解析手段59と、を備えるように構成する。
(もっと読む)
板取データ生成装置及び板取データ生成方法
【課題】パーツを配置する際に、スキッドの位置を考慮に入れ、パーツがスキッドと溶着することを防止したり、スキッドが溶けてしまう現象が発生しないようにし、パーツ加工後のパーツの落下や傾きが発生することを防止する。
【解決手段】複数の尖った支持体で支持されたワークWに切断加工を行うための板取データを生成する板取データ生成装置である。そして、ワーク形状に製品形状を配置すると共に板取データを生成する板取データ生成手段25を備える。当該板取データ生成手段25は製品形状をワーク形状に配置する場合に、尖った支持体23aに起因する障害を回避する回避処理を実行する。
(もっと読む)
プログラミング装置
【課題】旋削加工及びミーリング加工をワークに施すためのNCプログラムを簡単且つ効率的に生成することができるプログラミング装置を提供する。
【解決手段】プログラミング装置1は、3次元モデルデータを基に複数の加工領域を認識する加工領域認識部13と、ワークをその軸線方向に分割して得られる複数の構造体を設定するワーク分割部14と、各加工領域間の接続関係を認識する接続関係認識部15と、各構造体の加工領域に対応した、旋削加工に係る加工種別及びミーリング加工に係る加工種別のいずれか一方を認識して、各構造体,加工領域,加工種別及び接続関係が関連付けられた加工領域リストを生成する加工領域リスト生成部17と、各加工領域について、その旋削加工に係る加工種別及びミーリング加工に係る加工種別のいずれか一方に対応した加工工程を設定する加工工程設定部20と、NCプログラムを生成するNCプログラム生成部22とを備える。
(もっと読む)
NCプログラムの表示装置
【課題】直進軸と回転軸とを備える工作機械において、回転軸の指令値による動作が原因であるかを視覚的に把握できるNCプログラムの表示装置を提供する。
【解決手段】NCプログラムの表示装置100は、回転軸データφA(N)、φB(N)に基づいて、ワーク座標系における工具50の傾き角に関する回転軸パラメータφA(N)、φB(N)、ΔφA(N)、ΔφB(N)、VA(N)、VB(N)、AA(N)、AB(N)、JA(N)、JB(N)の時間変化挙動を表示する表示手段を備える。
(もっと読む)
切断装置
【課題】CCDカメラによって切断可能領域を撮影して該切断可能領域に配置された被切断材の形状や寸法を略正確に認識した上で該被切断材から切断すべき図形を割り当てる。
【解決手段】切断装置Aは、切断トーチ2と、切断トーチを切断可能領域内に移動させる台車40と、台車の駆動を制御する台車駆動制御装置30と、切断可能領域の上方に配置されて撮影するCCDカメラ1と、切断可能領域の画像を処理して配置された被切断材の形状を認識する画像処理装置10と、形状が認識された被切断材に切断すべき部品25〜27を割り当てる割当制御装置20とを有し、画像処理装置10が、画像に生じたレンズ収差を補正するレンズ収差補正部11と、CCDカメラの傾きを補正する傾き補正部12と、切断可能領域の画像を複数の領域に分割すると共に分割した各領域毎に閾値を設定して二値化することで被切断材の形状を認識する形状認識部13とを有する。
(もっと読む)
不確定性図形文プログラムを含む図形並びに形状を処理する2次元形状又は、3次元形状を処理する汎用2次元形状又は、3次元自動設計製造システム
【課題】 2次元立体・3次元曲面・手描き図面・ポンチ絵・CADデータなど総てのものづくり入力媒体から、出力として国際規格ISO準拠のNC工作機械用NC加工データ作成が自作出来るシステムを提供する。
【解決手段】 手描き図・ポンチ絵・2次元形状又は、3次元形状全ての入力媒体の幾何要素を等価変換でベクトル値置換の中間言語プログラム文を作成する。この中間言語プログラムが自作ポストプロセッサーとパラメトリック処理を行う汎用自動設計製造システムが加工データ作成を行う。
(もっと読む)
数値制御装置
【課題】工具の装着方向を意識しないプログラムから、使用する工具を選択するだけで刃物台の移動方向を自動判別する数値制御装置を得ること。
【解決手段】NC装置の制御プログラムを、使用される工具からみた被加工物の方向を軸とした座標系で作成する。NC装置には、刃物台に設置された各工具の方向から、制御プログラムに記載された各工具の座標系を、刃物台を移動させるための座標系に補正する補正手段を設けるので、制御プログラムの作成を容易にすることができる。
(もっと読む)
スポット溶接の打点位置電子化装置、スポット溶接の打点位置電子化方法、及びスポット溶接の打点位置電子化プログラム
【課題】
部品の設計図面に記載された打点の座標を記憶手段に記録する際の手間、読取り誤認、数値の誤入力を解消することができるスポット溶接の打点位置電子化装置、スポット溶接の打点位置電子化方法、及びスポット溶接の打点位置電子化プログラムを提供する。
【解決手段】
S4で部品画像を表示装置で表示し、S8,S12において、表示された部品画像の異なる2つの基準点をマウスにより指定する。S16,S18においてマウスにて指定された部品画像における各基準点の実際の二次元の座標値をキーボードにより入力する。S20では部品画像上の打点をマウスにより指定する。S22ではマウスにて指定された打点の実際の二次元の座標値を、前記指定された2つの基準点と、キーボードにて入力された基準点の実際の座標値に基づいてCPUが演算する。S26では演算された打点の実際の二次元の座標値を記憶装置により記憶する。
(もっと読む)
4軸加工機用数値制御装置
【課題】従来の5軸加工機用のプログラム指令によって5軸加工機で行っていた加工を4軸加工機で加工する。
【解決手段】4軸加工機用数値制御装置100は、指令解析部10で補間用データを作成し、各軸のサーボ12X,・・・12Cを駆動する。仮想角度判断手段15は、許容値16と仮想角度設定手段14によって設定されている仮想角度13とを参照し、演算回転軸位置と演算仮想軸位置の2組の解について、一致解があるかどうか判断する。回転軸指令みなし手段17は、一致解があると判断した場合、前記一致解の前記演算回転軸位置と前記仮想角度を回転軸と仮想軸に対するプログラム指令とみなす。回転軸指令みなし手段17において仮想軸のプログラム指令を仮想角度とみなすとは、仮想軸に対して仮想角度のプログラム指令があったことを想定した補間用データを作成し補間を行うことである。ただし、実際の補間は行われない。
(もっと読む)
数値制御プログラム作成装置、数値制御プログラム作成方法、及び、数値制御プログラム作成プログラム
【課題】加工効率の良い数値制御プログラムを作成することができる数値制御プログラム作成装置、数値制御プログラム作成方法及び数値制御プログラム作成プログラムを提供する。
【解決手段】数値制御プログラムを作成する数値制御プログラム作成装置において、各加工工程で加工を行う形状として定義された加工形状(3次元加工形状62)から、その前の加工工程までに加工を行う領域(3次元加工形状61)を減算することで、各加工工程で実際に加工を行う加工領域形状(3次元加工領域形状63)を設定する加工領域設定部と、この加工領域設定部により設定された加工領域形状(3次元加工領域形状63)を基に数値制御プログラムを演算する数値制御プログラム作成部と、を備える構成とする。
(もっと読む)
4軸加工機用数値制御装置
【課題】5軸加工機用のプログラム指令によって5軸加工機で行っていた加工を、4軸加工機で加工する。
【解決手段】4軸加工機用数値制御装置100は、指令解析部10でプログラム指令を解析して補間用データを作成し、補間部11で補間用データによって補間を行い各軸のサーボ12X,・・・12Cを駆動する。仮想角度判断手段15は、許容値16と仮想角度設定手段14によって設定されている仮想角度13とを参照しながら、B軸(仮想軸)指令が仮想角度13と一致するかどうか判断し、一致すると判断した場合に仮想軸のプログラム指令は仮想角度13であるとみなす。仮想軸のプログラム指令は仮想角度13であるとみなすとは、仮想軸に対して仮想角度13のプログラム指令があったことを想定した補間用データを作成し補間を行うことである。ただし、毎ブロック同じ位置(仮想角度)が指令されるとみなすことになるので、実際の補間は行われない。
(もっと読む)
加工ユニットの動作を表示し、ユーザ入力から処理データを生成する仮想工作機械
作業スペース(30)及びこの作業スペースに配置された加工ユニット(36)を有する工作機械の制御システムの処理を容易にするため、制御システムは、処理データ及び記憶された機械モデル(48)に基づき、少なくとも作業スペース(30)の領域内において、可視化要素(G,FF)によって可視化ユニット(50)上で、仮想作業スペース(54)内に設けられた仮想加工ユニット(56)を有する仮想工作機械として実際の工作機械(12)を表示すると共に、仮想加工ユニットの機能を仮想機能として表示する可視化コントローラ(36)を備える。マニュアル対話処理を可能とする対話処理ユニット(80)は可視化ユニット(50)と関連付けされ、マニュアル対話処理によって工作機械の機能の関連性を可能とする機能選択ユニット(90)が可視化ユニット(50)と関連付けされ、関連した機能を考慮しながら、マニュアル対話処理に対応する処理データ(ML,MST)を生成すると共に、可視化要素(G,FF)を使用しながら、可視化ユニット(50)上で、マニュアル対話処理によって特定された機能を表示するために、処理データ(ML,MST)を可視化コントローラ(40)に対して転送する処理データ(ML,MST)を生成する機能データ生成ユニット(92)を備える。 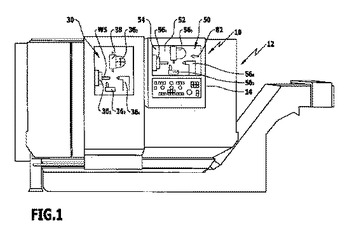 (もっと読む)
(もっと読む)
数値制御データ作成装置
【課題】開先加工を含まないNC制御データをもとに、開先加工を含むNC制御データを容易に作成できる数値制御データ作成装置を提供する。
【解決手段】数値制御データ作成装置100は、レーザ加工用の数値制御データが入力されるデータ入力部1と、数値制御データによる加工経路を表示する表示部3と、表示部3に表示された加工経路において、開先加工箇所を選択し、その開先加工箇所における開先条件を入力するための操作入力部4と、加工条件を記憶している記憶部5と、操作入力部4により選択された開先加工箇所の形状を認識する形状認識部12と、認識された開先加工箇所の形状および開先条件に対応する加工条件を記憶部5から選択し、その加工条件を用いて加工するように、数値制御データを変換するデータ変換部13とを備えている。
(もっと読む)
61 - 80 / 238
[ Back to top ]