
Fターム[3D114AA07]の内容
自動車の製造ライン・無限軌道車両・トレーラ (5,462) | 目的、効果 (1,242) | 生産効率の向上 (560) | 時間の短縮 (83)
Fターム[3D114AA07]に分類される特許
1 - 20 / 83
自動車組立設備及び自動車組立方法
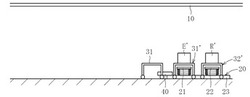
【課題】サイクルタイムの延長を招くことなく、空になった台車を排出位置まで返送する。
【解決手段】リフタ20に、第1の台車31を牽引するための牽引手段(係合部40)を設け、次に組み付ける部品E’を搭載した新たな台車31’の下方に昇降台21を配置したときに、牽引手段で牽引された第1の台車31を、リフタ20の移動経路から排出する排出位置に配置するようにした。
(もっと読む)
ワーク加工用固定治具の交換装置

【課題】加工用ワークをクランパーで固定するワーク加工用固定治具を小型軽量化することができ、ワーク加工用固定治具の格納スペースの拡大と、タクトタイムが長くなることを防ぐことができ、而もパレットの格納スペースを大きくすることなく多車種に対応するワーク加工用固定治具を簡易な構成にできるワーク加工用固定治具の交換装置を提供する。
【解決手段】ワーク加工用固定治具20A、30Aをクランプするクランパーを、相反する方向に形成される垂直面それぞれに設置していると共に、前記各垂直面を垂直回転軸によって垂直回転させる回転機構をそれぞれ備る2つの固定治具固定ユニット2、3と対になるワーク加工用固定治具20A、30Aが格納される治具ストッカ4と、ワーク加工用固定治具20A、30Aを、治具ストッカ4の治具格納位置及び前記クランパーのクランプ位置間で移動させる産業用搬送ロボット5を備える。
(もっと読む)
車両用ガラスの処理装置
【課題】よりシンプルな構成によって、車両用ガラスを迅速に処理することにある。
【解決手段】位置決め部材20の基準点を搬送部材10の基準位置に配置しつつ位置決め部材20を搬送部材10上に配置するとともに、検出部材70によって、車両用ガラスWの基準点と位置決め部材20の基準点の双方をそれらの上方から検出可能とし、検出部材70が、車両用ガラスWの基準点と位置決め部材20の基準点がずれていることを検出したとき、移動部材によって位置決め部材20を水平方向に移動させて同ずれを補正したのち、車両用ガラスWを持ち上げる構成である。
(もっと読む)
発泡シール材の自動貼り付け装置
【課題】ストライプ状の発泡シール材の貼り付け作業を自動化し、貼り付け作業工数、貼り付け位置のバラツキの削減を図る。
【解決手段】発泡シール材保持具3は、ストライプ状の発泡シール材2を吸着保持する治具であり、Z方向及びY方向に移動可能に設けられている。発泡シール材2を掴む複数のハンド5は、連結リンク4に下面に取り付けられ、発泡シール材保持具3と干渉しないようにZ方向及びY方向に移動可能に設けられている。チャック6は、発泡シール材2に接着された離型紙7の端部を剥離する治具であり、傾斜スライド台8上で斜め方向にスライド可能に設けられている。スライドピン9は、発泡シール材2接着された離型紙7の全部を剥離するものであり、X方向に延びた水平スライド台10上でスライド可能に設けられている。
(もっと読む)
ドア取り外し装置及び方法
【課題】ロボットの台数を削減して設備のレイアウト性を向上させることが可能な、ドア取り外し装置及び方法を提供すること。
【解決手段】双腕ロボット11は、自動車のボディにボルトで固定されたドアを、当該ボディから取り外すドア取り外し装置として機能する。双腕ロボット11は、ドアを把持する第1把持治具23R1を有する第1アーム22R1と、ボルト外し機構の一例のボルト緩めツール74とドア把持パッド72とを共に含む第2把持治具23R2を有する第2アーム22R2と、ドアの重力方向の荷重を受ける荷重受けとしてのドアH受け部材24と、を備える。
(もっと読む)
ドア把持装置及び方法
【課題】小型化されたツールを用いる双腕ロボット単体のみで、ドアを傷つけないように把持することが可能な、ドア把持装置及び方法を提供すること。
【解決手段】双腕ロボット11は、ドア91等の重力方向の力を受ける荷重受けとしてのドアH受け部材(その構成要素であるウレタンパッド42)と、ドアを把持する第1把持治具23R1と、を備えている。第1把持治具23R1は、2点PA,PBの相対距離が可変な、ドア91の開口部120等に当接する2つのドア把持パッド53,54を有している。一方のドア把持パッド53は、ドアの荷重方向の力を受ける方向に開口部の点PAに当接し、他方のドア把持パッド54は、荷重受け(ウレタンパッド42)とドア把持パッド53とにより発生するモーメントを受ける方向に開口部の点PBに当接する。
(もっと読む)
昇降装置および昇降装置を用いた車両の組立ライン
【課題】作業効率を向上できる昇降装置を提供する。
【解決手段】基台20と、車両Wが載置固定される一対の支持部材50F・50Rと、一対の支持部材50F・50Rに連結され、一対の支持部材50F・50Rを基台20に対して近接離間する方向へ昇降するとともに、高い位置および低い位置で車両Wを保持する一対の昇降機構30F・30Rと、一対の昇降機構30F・30Rにより高い位置で保持される車両Wを支持する一対の第一振れ止め機構70F・70Rと、一対の昇降機構30F・30Rにより低い位置で保持される車両Wを支持する一対の第二振れ止め機構80F・80Rと、を具備し、一対の昇降機構30F・30Rと一対の第一振れ止め機構70F・70Rと一対の第二振れ止め機構80F・80Rとは、高い位置および低い位置での作業に干渉しない位置に配置されている。
(もっと読む)
車体とエンジンの結合方法
【課題】 簡易な構成で速やかにエンジンを車体に組み付けることができる車体とエンジンの結合方法を提供する。
【解決手段】 車体WにエンジンEを取り付ける方法であって、車体Wに取り付けられた左右のエンジンマウント1のエンジン取付ブラケット7とフランジ部材10との間にエンジン取付ブラケット7の姿勢を保持する保持部材12を装着し、次いで車体Wを下降させるかまたはエンジンEを上昇させて、エンジン取付ブラケット7に設けたボルト挿通孔9にエンジンEに植設された左右のスタッドボルト8を挿通させる。ボルト挿通孔9には、スタッドボルト8が挿入される入口側から出口側にかけて先細りのテーパ9aが形成され、スタッドボルト8の先端には、先細りのテーパ8aが形成されている。
(もっと読む)
加工システム及び加工方法
【課題】ツールの交換の際の通信時間及びロボットの移動時間を短縮すること。
【解決手段】締め付け機25が取り付けられたロボット22は、ツール101,102を取り付ける取り付け部91,92を有している。ロボット23の腕部には、交換用のツール411,412を収納する収納部材401が設けられている。ロボット制御装置は、ロボット22,23の各々の動作を制御することによって、ツール101,102が取り付け部91,92に取り付けられ、ツール411,412が収納部材401に収納されている第1の状態から、ツール101,102が収納部材401に収納され、ツール411,412が取り付け部91,92に取り付けられている第2の状態に遷移させる。
(もっと読む)
溶接組付方法
【課題】溶接を施すワークの種類が多岐にわたる製造ラインでの治具の切替を容易にし、低コストで短期間に設定変更ができる生産設備を提供する。
【解決手段】溶接組付ライン100には、台車106の経路107が設定されている。台車106には、治具110が着脱自在に載置される。識別部150は、治具110にセットされたワークの種類を特定する。台車106が進行した後、リフタ112は、ワークがセットされている治具110を持ち上げて保持する。溶接ロボット111は、リフタ112に保持された治具110上のワークに対して、識別部150によって特定されたワークの種類に応じた溶接を施す。溶接後、解放装置113は、ワークを治具110から解放する。マテリアルハンドリングロボット114は、この解放されたワークを取り出す。
(もっと読む)
ドア治具
【課題】ドア治具を介した車体に対するドアの係脱をロボットにより操作する場合に、ドア治具の位置検出や把持機構、複雑なロボットのティーチング作業が不要となるドア治具を提供する。
【解決手段】車体wのセンターピラーw1に取り付けられる車体側治具10とドアdに取り付けられるドア側治具30とから構成され、車体側治具10に形成した車体側係合部14とドア側治具30に形成したばね線材からなる弾性部材35とを係合させることにより、車体wに対してドアdを所定の開度で保持するドア治具1とした。車体側係合部14は棒状部材として構成され、弾性部材35は、車体側係合部14を乗り上げるように弾性変形する起立部42と、車体側係合部14に係合する係合凹部24とを有する。
(もっと読む)
自動車車体の組立装置及び車体組立方法
【課題】自動車車体の組立に必要なスペースを小さくすることが可能であるとともにサイクルタイムの短縮が可能な自動車車体の組立装置及び車体組立方法を提供する。
【解決手段】自動車車体の組立装置10は、サイドパネルW1を搬送する搬送装置12と、サイドパネルW1を溶接位置に位置決めする位置決め治具14と、サイドパネルW1を搬送装置12から受け取り、位置決め治具14にセットするロボット16とを備え、搬送装置12、位置決め治具14及びロボット16が1つの組立ステーション内に設置されている。
(もっと読む)
組立搬送設備
【課題】組立搬送設備を小型化して設備スペースを縮小する。
【解決手段】リフタ24に、幅方向外側に突出可能な可動部(回転アーム70)を設け、この可動部に部品を搭載する。リフタ24から幅方向外側に可動部を突出させることにより、リフタ24の幅方向寸法を超える支持幅で部品を支持することができるため、リフタ24の幅方向寸法を最大の支持幅よりも小さくすることができ、設備の小型化が図られる。
(もっと読む)
組立搬送設備
【課題】部品の組付位置が大幅に変更された場合でも容易に対応可能な組立搬送設備を提供する。
【解決手段】下側搬送装置20にリフタ間距離変更機構70を設けた。これにより、部品の組付位置が変更された場合であっても、複数のリフタ23・24間の距離を容易に変更することができるため、リフタを取り外して移動させるような手間の係る作業を要することなく、迅速に対応することができる。
(もっと読む)
ワーク搬送設備
【課題】自動車ボディーなどを前後縦向きに搬送する経路と左右横向きに搬送する経路とが組み合わされたワーク搬送設備を提供する。
【解決手段】ワーク搬送用走行体1は、ワーク支持台車2と、このワーク支持台車2の第一搬送経路L1における走行方向前後の少なくとも一方に隣接する補助台車3とから構成され、第一搬送経路L1には、ワーク支持台車2と補助台車3とを一体に走行させるワーク搬送用走行体駆動手段(22)が併設され、第一搬送経路L1から第二搬送経路L3への分岐点P1には、補助台車3をワーク支持台車2のみを第二搬送経路L3へ直角横向きに分岐導入させる台車分岐手段(24a,24b,25,27)が配設され、第二搬送経路L3には、ワーク支持台車2を、第一搬送経路L1における当該ワーク支持台車2の走行方向に対し直角横向きに走行させるワーク支持台車駆動手段(29)が併設された構成。
(もっと読む)
コンポーネント組立システムおよびコンポーネント組立方法
【課題】高精度でフロントフロアコンポーネントを組み立てできるフロントフロアコンポーネントの組立システムを提供すること。
【解決手段】コンポーネント組立システム1は、セットステーション2と、組立ステーション3と、セットステーション2と組立ステーション3との間で移動する搬送台車30と、セットステーション2の周囲に設けられた3つの供給エリア4〜6と、セットステーション2の周囲に設けられて部品11〜13、21〜23をセットステーション2または組立ステーション3に搬送する搬送ロボット40A、40Bと、組立ステーション3の周囲に設けられて組立ステーション3に位置する部品11〜13、21〜23を加工する溶接ロボット50と、組立ステーション3の周囲に設けられて組立ステーション3に位置する組み立てたフロントフロアコンポーネント10、20を払い出す払出しロボット60と、を備える。
(もっと読む)
車体溶接設備
【課題】溶接ロボットを効率的に利用してその設置台数を削減できること。
【解決手段】サイドボディ1、2を溶接するサイドボディ溶接ライン11、12と、このサイドボディ溶接ライン11、12に並列配置され、メインボディ3のアンダボディ5にサイドボディ溶接ライン11、12にて溶接されたサイドボディ1、2を含む部材を溶接するメインボディ溶接ライン13と、サイドボディ溶接ライン11、12のそれぞれとメインボディ溶接ライン13との間に設置され、これらの溶接ラインに共用の溶接ロボット30、31とを有し、溶接ロボット30、31がサイドボディ溶接ライン11、12とメインボディ溶接ライン13に対し交互に溶接を実施するよう構成されたものである。
(もっと読む)
表面処理領域に対して被処理物を搬入及び搬出する装置並びに方法
【課題】生産性の向上、表面処理領域に対する被処理物の搬入及び搬出動作のフレキシブル化並びにコストの低減化を図ることができる表面処理領域に対して被処理物を搬入及び搬出する装置を提供する。
【解決手段】ガイドレールに沿って移動可能な、被処理物Wを支持する複数のキャリア1、キャリア1の被牽引部材に係合する第1係合ドッグが取り付けられた通常速牽引駆動手段11、前記被牽引部材に係合する第2係合ドッグが取り付けられた、通常速牽引駆動手段11よりも牽引速度が速い高速牽引駆動手段12、表面処理領域Cの左右片側に設置した、前記ガイドレールの一部を分割した分割レールを搬送方向右側から見て反時計回りに回転させる回転駆動手段10、前記被牽引部材及び前記第1係合ドッグの係合を解除する第1係合解除手段、前記被牽引部材及び前記第2係合ドッグの係合を解除する第2係合解除手段を備えた。
(もっと読む)
車両のドアハンドリング治具および車両のドアハンドリング方法
【課題】本発明は、1つの治具で、ドアをドア搬送装置から車体の所定位置に搬送することを可能にする車両のドアハンドリング技術を提供することを課題とする。
【解決手段】車両のドアハンドリング治具20は、治具本体31に傾動自在に設けられドアの下端部36を受ける第1ワーク受け部40と、治具本体31からドアの下方へ挿入可能に設けられ、第1ワーク受け部40が待機位置へ移動されたときに第1ワーク受け部40に代わってドア13を受ける第2ワーク受け部43と、治具本体31に傾動自在に設けられ、ドアの車両長手方向の位置決めをなす長手位置決め部46と、ドアの側部37を車両の幅方向で挟むドアクランプ部51と、ドア13を吸着保持する吸着パッド52と、を備えている。
(もっと読む)
車体組立装置
【課題】 車体組立装置において、組付部品の位置決め精度の向上と治具の交換作業に要する時間の短縮を両立する。
【解決手段】 使用する治具の変更時に摺動ユニットが乗り移るレールについては、比較的に精度の低いレールを採用する。それにより、治具の交換作業を、短時間で行うことが可能となる。一方、治具を用いて組付部品を位置決めする作業エリアのレールについては、比較的に精度の高いレールを採用する。それにより、組付部品の位置決め精度が確保される。
(もっと読む)
1 - 20 / 83
[ Back to top ]