
Fターム[3E003AB01]の内容
Fターム[3E003AB01]の下位に属するFターム
曲部を有するもの(円筒、球状等) (78)
Fターム[3E003AB01]に分類される特許
41 - 60 / 72
真空包装機への肉部位の包装供給方法及びその装置
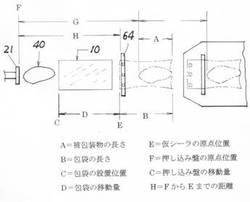
【課題】制御器による演算によって、肉部位の長さ数値(A)をやや大きめに設定し、同部位を、包袋の底面に押し付けないように調整して、押し付け圧による部位の捩れ包装を防止する。
【解決手段】配置した包袋10の長さ数値(B)は予め電子的にインプットすることで制御器が記憶する。そこでこの記録信号に基づき、嘴型ホッパーで拡張した包袋10を、その設置位置(C)から仮シーラ64の原点位置(E)まで移動(D)させ、ほぼ同時に押し込み盤21は部位40を追跡状態で包袋10に押し入れる。この場合、部位の長さ数値が制御器から発信されると、その発信信号を受けて押し込み盤21はその原点(F)から<G>に相当する距離を移動して部位を包袋に押し入れる。つまり<G>なる値は、前記の原点(F)から仮シーラの原点(E)までの距離(H)に、包袋の長さ(B)を加算し、その値から、部位の長さ(A)を減算した演算数値である。
(もっと読む)
ダンボールケーサー

【課題】内容物にかぶせた筒状のダンボールの底部の内フラップを簡単な機構で内容物の下側に折り畳むことの可能なダンボールケーサーを提供する。
【解決手段】筒状に引き起こしたダンボール1をかぶせることの可能な、内容物12を載せるための第一支持台4と、その片側に配置された第二支持台6と、反対側に配置され、端部に回転可能なガイド部材13を備えた第三支持台8と、ダンボールを水平に移動させるダンボール移動手段11を設け、内容物を載せた第一支持台にかぶせたダンボール1を内容物と共に第二支持台上に移動させることで一方の内フラップ1bを内容物の下に折り込み、次いでダンボールを第三移動台に向かって移動させ、外側に折れ曲がっている他方の内フラップをガイド部材13で第三支持台の下に案内し、更にダンボールを第三支持台上に移動させることでその内フラップを内容物の下に折り込む構成とする。
(もっと読む)
ダンボールケーサー
【課題】内容物にかぶせた筒状のダンボールの底部の内フラップを簡単な機構で内容物の下側に折り畳むことの可能なダンボールケーサーを提供する。
【解決手段】筒状に引き起こしたダンボール1をかぶせることの可能な、内容物12を載せるための第一支持台4と、その片側に配置された第二支持台6と、反対側に昇降可能に保持された第三支持台8と、ダンボールを水平に移動させるダンボール移動手段11を設け、内容物を載せた第一支持台にかぶせたダンボール1を内容物と共に第二支持台上に移動させることで一方の内フラップ1bを内容物の下に折り込み、次いでダンボールを第三移動台に向かって移動させ、外側に折れ曲がっている他方の内フラップを上昇位置にある第三支持台の下に差し込み、次いで第三支持台を下降させてその内フラップ先端を押し下げ、その後ダンボールを第三支持台上に移動させることでその内フラップを内容物の下に折り込む構成とする。
(もっと読む)
把持装置、並びに把持装置を備える整列装置、収容装置および把持方法
【課題】把持対象の上方の位置に配置しても、その端部を表裏の側から挟持可能な把持装置を提供する。
【解決手段】このハンド(把持装置)30は、一対をなす第一の把持面31aおよび第二の把持面32aでシート部材(把持対象)2を挟持するものである。そして、その第二の把持面32aは、シート部材2の外縁部2tよりも外側の位置から内側の位置にかけて旋回されるようになっており、さらに、自身の旋回円S2に対し、前記内側の位置では、その径方向にシート部材2を挟持するように第一の把持面31aに対向するとともに、前記外側の位置では、径方向で第一の把持面31aに重なりあわない待避位置に位置するようになっている。
(もっと読む)
箱詰め装置
【課題】予め定めた個数の物品が正確に箱詰めされているか否かをチェックする。
【解決手段】箱詰め装置において、空の外装箱2の重量を計量部120が計量する。物品が外装箱2に詰められる前にその物品の重量を第2の計量部121が計量する。計量済み物品が詰められている外装箱2の重量を計量部122が計量する。空の外装箱2とこの外装箱2に詰められることを予定して計量された予め定めた数の計量済み物品の合計重量とが、計量済み物品が詰められている外装箱2の重量に等しいか否かをコントローラ27が判定する。
(もっと読む)
箱詰め装置及びそれを用いた箱詰め方法
【課題】複数の外装箱に同時に物品を箱詰め可能であって、かつ、吸着装置と外装箱配置装置とをより簡素に構成することができる箱詰め装置とそれを用いた箱詰め方法を提供する。
【解決手段】2以上の所定数の物品Wを並列させた物品群の状態として配置位置Pに配置する物品配置装置3と、配置位置Pの下方の箱詰め位置Uに所定数の外装箱Cを物品Wの並列方向に並行するようにして配置する外装箱配置装置80と、配置位置Pの上方において並列方向に並行して並ぶ所定数の吸着具14Fを有し、吸着具14Fは相互に並列方向に離隔可能であって、かつ全ての吸着具14Fが配置位置Pを通って昇降可能に構成されている吸着装置14と、配置位置Pの床を開放する開閉装置13と、を有する。
(もっと読む)
包装装置
【課題】積層した袋の開口の一側縁に沿う細長い延長部P2に設けられた2つの穴にピンを通して保持し、該袋を最上部のものから一枚ごと拡げ、製品を挿入し、ピンから外すようにした包装装置において、穴がピンに引っ掛かって延長部が破損するのを防ぐ。
【解決手段】内側係合部材16、16と、外側係合部材18、18と、外側係合部材が延長部に押圧されているときに、最上部の袋に空気を吹き入れるエアジェットノズル64、66と、袋の開口から該袋部内に入り、該袋部を拡げる拡張部材60,62と、開口を通して製品を押し込む製品押込み手段24と、外側係合部材が延長部に押圧しているときに、製品が押込まれた最上部の袋を搬出する袋搬出手段24と、搬出するときに、2つのピン14を、最上部の袋のピン穴より下方に引き込むピン引込み手段とを備える。
(もっと読む)
整列コンベア用供給装置及びその運転方法、並びに箱詰め装置。
【課題】無端軌道に載っている物品の回転角度を正確に判断することができ、かつ正確な回転角度の判断を比較的低コストで実現できる整列コンベア用供給装置の運転方法、及びその運転方法を利用した整列コンベア用供給装置及び箱詰め装置を提供する。
【解決手段】本発明の整列コンベア用供給装置の運転方法は、無端軌道204と、無端軌道204の上方に配設された二次元コード読み取り装置202と、二次元コード読み取り装置202と通信可能に構成された制御装置30と、を有し、二次元コード読み取り装置202が無端軌道204によって搬送される物品Wの上面に表示されている二次元コードQの読み取り角度を取得する角度取得ステップと、制御装置30が読み取り角度を二次元コード読み取り装置202から取得して読み取り角度に基づいて物品Wの回転角度を算出する回転角度算出ステップと、を有する。
(もっと読む)
箱詰め装置
【課題】 重量の比較的重い物品や比較的多数の物品を綺麗に整列させて確実に箱詰めする。
【解決手段】 予め定めた数の整列させる物品をその整列の長さ方向の両側から保持部9により挟み込んで保持し、保持部9により挟み込まれている物品を押し込み部14により上から押さえて外装箱2に詰める。押し込み部14は、整列した状態で保持部9により保持されている物品と物品との間に介在して保持部による挟み込む力を両側から受ける仕切り部57が設けられている。
(もっと読む)
箱詰め装置
【課題】円滑に外装箱を搬送することができ、かつ外装箱を昇降移動させずに外装箱内に確実に物品群を押し込むことができる、箱詰め装置を提供する。
【解決手段】開閉装置13と、挟圧装置8と、押し込み装置14と、外装箱搬送装置80と、案内部材20と、開閉装置13、挟圧装置8、押し込み装置14及び外装箱搬送装置80を制御する制御装置30と、を有する箱詰め装置100であって、案内部材20を昇降駆動する案内部材昇降装置21を備え、制御装置30は、外装箱搬送装置80を制御して外装箱Cを搬入し、案内部材昇降装置21を制御して案内部材20を降下させて外装箱Cの開口部の縁を枠材の外面側に接触させ、押し込み装置14を制御して外装箱Cに物品群を押し込む。
(もっと読む)
部材を箱に包装する装置およびその方法
【課題】部材を箱内に正確に載置する。
【解決手段】部材20を箱23に包装する装置1は、部材20を搬送方向に供給するコンベヤ2と、圧力板14を備えているプッシュ装置13とを備えており、圧力板14は、少なくとも1つの部材20を、閉位置から開位置までおよびその逆に移動しうるフラップ9上で移動させるために、搬送方向に対し横断する方向にのびた水平プッシュ方向に移動可能であり、箱20は、フラップ9の下方に位置決め可能であるものである。装置は、さらに、フラップ9の両側に位置させられた2つのガイド板5、6を備えており、ガイド板5、6は、圧力板14に対し横断する方向にのびている。装置は、圧力板14と平行にのびかつプッシュ方向に移動しうる保持板17を備えている。装置は、さらに、保持板17およびプッシュ装置13の間に位置させられたストッパを備えており、ストッパは、フラップ9の上方に、部材20の高さより小さい一定距離をおいて位置させられており、部材20および/またはストッパが、フラップ9上の部材20移動間に変形可能である。
(もっと読む)
箱詰め装置及び箱詰め方法
【課題】物品群の保持への床の開閉動作の影響を排除することによって、箱詰め作業のトラブルを抑制する箱詰め装置及び箱詰め方法を提供する。
【解決手段】物品を整列させてなる物品群を整列方向から挟圧する挟圧ステップS3と、挟圧された物品群が載っている床を開放する開放ステップS7と、挟圧された前記物品群の上面に吸引ヘッドを接触させて物品群の上面を吸引して保持する保持ステップS4と、開放ステップS7後に吸引ヘッドを降下させることによって床の下方の外装箱に物品群を押し込む押し込みステップS8と、を有する、箱詰め方法であって、開放ステップS7の前に吸引ヘッドを物品群が床から離れる程度上昇させた状態とする上昇ステップS5を有する。
(もっと読む)
箱詰め装置
【課題】一度に2つの外装箱にそれぞれ複数の物品を押し込むことができる箱詰め装置であって、かつ物品の形状や剛性に因る制約を受けずに汎用性を有する箱詰め装置を提供する。
【解決手段】床板13Aを開閉駆動する床開閉装置13と、一対の挟圧板8Dの間に床板13A上に整列した物品からなる物品列を列方向から挟圧する挟圧装置8と、床板13Aが撤去された状態において挟圧された物品列の上面を押し込み板14Fによって下方に押して物品列を挟圧板8D間から下方に脱出させて、外装箱Cに物品列を押し込む押し込み装置14と、制御装置30と、を有する箱詰め装置であって、一対の挟圧板8Dの間に挟圧板8Dに並列する平板の仕切板15を有し、仕切板15の両側に物品列が挟圧される。
(もっと読む)
フラップ開口装置およびこれを備えた箱詰め装置
【課題】段ボール箱のフラップを開口した状態に確実に保持して、箱詰め工程における歩留まりを上げることができるフラップ開口装置およびこれを備えた箱詰め装置を提供する。
【解決手段】箱詰め装置1においては、上部フラップ保持部82が、上面フラップYaを内面側から係止している。また、ガイド部材83は、左右側面フラップYb・Ycを内面側から係止している。また、ツメ部71が定位置に固定配置されており、第1搬送機構61が、ツメ部71が段ボール箱Yのフラップを開口できる位置まで段ボール箱Yを搬送する。
(もっと読む)
箱詰め装置
【課題】複数の収容個数の物品が並置された状態で整列コンベアに供給される場合において、収容個数の物品がそれぞれ収容部内の所定の位置に収容された状態を検出することができる箱詰め装置を提供する。
【解決手段】反転部16Eにおける一連の仕切板10の延伸端を結んで形成される円弧Mよりも外周側において収容位置Rにおける接線方向に延びる検出用光路L1,L2が複数水平方向に並列するようにして配設されている複数の遮光形検出器2A,2B,3A,3Bと、遮光形検出器2A,2B,3A,3Bの検出信号に基づいて無端軌道16を制御する制御装置と、を有する。
(もっと読む)
搬送装置およびこれを備えた箱詰め装置
【課題】整列不良の物品の束を下流工程に受け渡すことを回避して全体工程における効率化に寄与することが可能な搬送装置およびこれを備えた箱詰め装置を提供する。
【解決手段】箱詰め装置1は、第1バケット41と、第2バケット42と、背板44a,44bとをそれぞれ独立して駆動するように構成された、いわゆるトリプルループ構成において、検知部48が、商品Xの束の整列状態が不良であることを検知すると、制御部49が、商品Xの束を排出位置Rよりも下流側に設けられた排出部60まで搬送するように第1〜第3駆動モータM1〜M3を制御し、また、第1横送り機構51が作動しないように制御している。
(もっと読む)
ケーサー
【課題】グリッパー等の把持装置を大きく上下に移動させる必要はなく、把持装置を保持している部材のスパンが短くなり、揺れが小さく停止精度も良くなる。また、装置全高は容器の把持装置高さとほぼ同じ程度となりコンパクトで操作性がよく、威圧感のない装置であり、しかも低コストであるケーサーを提供する。
【解決手段】集積部に規定数(1ケース分、又は1段分)集積された容器を把持してケーシング部まで移動し待機させ、ケーシング部下部で待機しているケースを上昇させることにより該容器を該ケースに挿入し、その後把持を開放してケース側に容器を移行し、収納された該容器と該ケースを下降させてケーシングを行う。
(もっと読む)
商品自動包装装置
【課題】 商品の自動包装作業の高速化、効率化を図った商品自動包装装置を提供する。
【解決手段】 段ボールシートPを間欠的に搬送する搬送路に、順次、所定間隔をあけた段ボールシートPの一部成形部2a,2b、所定間隔をあけた商品充填部3a,3b及び所定間隔をあけた封緘部4a,4bがそれぞれ所定間隔をあけて設けられ、前記所定間隔をあけた商品充填部3a,3bの側方には所定間隔をあけて商品供給路5a,5bが形成されてなる商品自動包装装置。
(もっと読む)
寿司等の弁当容器盛付方法及び装置
【課題】いなり寿司、押し寿司、握り寿司、天むすなどの1又は複数種の寿司若しくは握り飯(以下寿司等という)を複数個まとめて整列させて,見た目にも美しく食欲をそそるように盛り付ける作業を自動化する。
【解決手段】開口された弁当容器8を所定方向に搬送するコンベア7と、該コンベアへ接近する方向に寿司等を搬送するコンベア4を用意し、コンベア4上に所定間隔を開けて任意に選択した寿司等I1〜I3を載置する間隔載置ステップと、該載置した複数の寿司等をコンベア4後段で寄せ集めひとかたまりに保持する寄せ集めステップと、保持した寿司等群を弁当容器8上方に移動待機させる上空待機ステップと、待機した寿司等群をガイド501〜504を利用して弁当容器8の所定位置に押し出す容器投入ステップとからなる。
(もっと読む)
箱または枠箱充填装置
【課題】製品ホルダーのパターン、特に前記ホルダーの層のスタックを箱または枠箱内に置く操作及び移送を可能にする装置を提供する。
【解決手段】製品ホルダーのパターン、特に前記ホルダーの層のスタックを箱または枠箱内に載置する装置および方法に関し、支持バンド20、紐またはストリップを用いる。これにより複雑な把持ヘッドを使用しなくても済み、かなり安価な包装工程が得られる。
(もっと読む)
41 - 60 / 72
[ Back to top ]