
Fターム[3E050AA08]の内容
基本的包装技術−容器成形充填 (14,831) | 包装材(材料) (1,328) | 積層体 (202)
Fターム[3E050AA08]に分類される特許
121 - 140 / 202
シーリング装置およびこれを用いた包装機

【課題】低コストで高速運転が可能なシーリング装置およびこれを用いた包装機を提供する。
【解決手段】包装紙Fのシール機構として、高トルク領域Bを有する回動カム57を備えた方式のもの採用したので、サーボモータ、ハーモニック減速機およびコントローラなどを組み込んだ包装機10を使用しなくても、例えば安価な三相交流モータを利用し、高圧かつ同じタイミングで包装紙Fのシール部を熱シールすることが可能となる。その結果、低コストな包装機10でありながら、包装機10を高速運転した場合でも、未シール部分を有した包装体12の発生頻度を低下させることができる。
(もっと読む)
流動食品を詰めた密閉パッケージの製造方法、およびこの方法を実施する包装装置
所定の通路(P)に沿って移動する包装材料ウェブ(3)から流動食品を収容した密封パッケージ(5)を製造する方法が記載される。この方法は、包装材料ウェブ(3)に印刷された整合マーク(13)の繰返し現れるパターンを備える段階と、印刷された整合マーク(13)の位置の関数として、包装材料ウェブ(3)に対して折曲げまたは折畳み線(19,20,21)の繰返し現れるパターン(18)を付与する段階と、折曲げまたは折畳み線(19,20,21)の繰返し現れるパターン(18)を付与する段階と同期して、包装材料ウェブ(3)に折曲げまたは折畳み線(19,20,21)とは別個の新たな参照手段(26,26’)を形成する段階と、新たな参照手段(26,26’)の検出により発生される同期パルスに基づいて前記包装材料ウェブ(3)に対して1つ以上の順次の作業を遂行する段階とを含む。 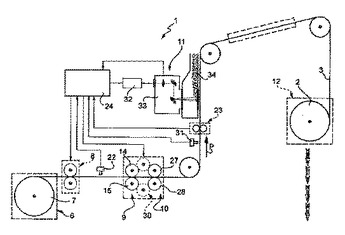 (もっと読む)
(もっと読む)
自動包装機のエンボス充填シュート

【課題】薄い板厚の部材を用いた充填シュートにおいて、包装フィルム送りにおける摩擦抵抗が低く、且つ内容物投入における付着現象の起きにくい充填シュートを提供する。
【解決手段】薄い板厚の部材を用いた充填シュート21における製袋ガイド部23と投入筒27を構成する板材は、包装フィルムの接触する表面側が凸状エンボス加工となっており、内容物の接触する裏面側が平面加工となっている。このため、製袋ガイド部23と投入筒27では、従来発生していた摩擦抵抗より大幅に低い摩擦抵抗値状態で包装フィルムFXを垂直下方に引っ張ることが可能になると共に通過する内容物が付着する事態を回避することができる。
(もっと読む)
製袋充填包装方法
【課題】四方シール包装体の製造方法のごとく、スタンドパウチ形式の袋を上から下方へ向かって連続製袋しかつ流動体を充填包装する製袋充填包装方法を提供すること。
【解決手段】一方の連続包材の前面部割当部分の内面と他方の連続包材の後面部割当部分の内面とを合わせるとともに底面部割当部分を二つ折りして三枚重ねとし両側部を溶着して襞部を形成し前面部割当部分と後面部割当部分との間に挟む。この状態で上から下へ移送するとともに、一対の連続包材の両側縁にサイドシールを施して二方シール筒とし、襞部に対応してボトムシールを施しかつ襞部の両端の打ち抜き部を通して前面部又は後面部を溶着してスタンドパウチタイプの包装袋とし、充填用パイプを通して包装対象の流動体を充填し、トップシールを施すとともに直ぐ上の襞部にボトムヒートシーラを閉じてボトムシールを施し切り離しカットする。
(もっと読む)
ロールタイプ自動包装機のフィルム折り返し異常検出装置
【課題】フィルム折り返し異常検出装置にフィルム両端部を入れ込むセッティング作業が容易に実施できると共に挟み込まれている包装フィルムに対するフィルム折り返し異常検出装置の押接力の調整が容易に実施できるロールタイプ自動包装機を提供する。
【解決手段】フィルム折り返し異常検出装置20の球体可動接点26乃至球体可動接点29は球体形状を有し、且つ右側球体支持ブラケット24と左側球体支持ブラケット25上を転がり自在状態で搭載されているため、板状固定接点23と右側球体可動接点28の間若しくは板状固定接点23と左側球体可動接点29の間に二つ折りした包装フィルムFYを容易に挟み込むことができる。また、これら球体可動接点は、任意の数や重みのステンレス球を選択することにより、板状固定接点に対する押接力の調整を容易に行うことができる。
(もっと読む)
シールロール用ヒートシール刃
【課題】シールロールのヒートシール刃から内容物及びシーラントフィルム層への不要な熱伝導を抑制すると共に、液漏れ等のシール不良を抑えることが可能となるヒートシール刃を提供する。
【解決手段】ヒートシール刃のシール作用面は、3分割されており、ロール円周方向に添った弧線の両端の所定幅部分とロール軸方向に添った直線とで囲まれた表面が平滑面となっており、ロール円周方向に添った弧線の両端以外の中央部分とロール軸方向に添った直線とで囲まれた表面が微細な凸凹粗面となっている。この平滑面同士のヒートシール動作では、二つ折りされた包装フィルムに対して、充分な押圧力とヒートシール刃からの充分なる熱伝達が行われて、包装袋内の内容物が漏れ出すことのない確実な融着接合部分が形成される。
(もっと読む)
回転カッターユニット及び充填包装装置
【課題】包装連結帯の連結部に対するミシン目の切り込み処理及び切り離し処理の切換作業を従来よりも短時間で行うことが可能な回転カッターユニット及びそれを用いた充填包装装置を提供する。
【解決手段】刃受けローラ20と刃付きローラ10との間の相対的な回転位相が調整可能に構成されていて、複数の刃受け面23〜28は、それぞれ刃受けローラ20のローラ軸21方向に帯状に延びる平面若しくは多溝面の領域に区画されていて、回転位相の調整によって刃先13が接触する刃受け面23〜28の接触領域が平面及び多溝面のいずれかに切り換え自在に構成されている。
(もっと読む)
ヒートシール装置およびこれを備えた薬剤分包装置
【課題】 シール不良を防止するとともに、発熱体がヒートシールに必要な温度に達するまでの時間を短縮し得るヒートシール装置およびそれを用いた薬剤分包装置の提供。
【解決手段】 ヒータ台に対向してヒータ受台を設け、熱溶着性シートに通電によって加熱される薄板状の発熱体をヒータ台に露出して設け、発熱体の熱の放出を防止するための断熱層を熱溶着性シートに接触する面側とは反対の面側に配置し、ヒータ台とヒータ受台とで熱溶着性シートを挟圧加熱して熱溶着性シートどうしを熱溶させてヒートシール部を設けて該ヒートシールによって収容物を収容する区画した包装部を形成するようにし、発熱体を補強する強化部材を、発熱体と断熱材との間に設けたヒートシール装置およびこれを有する薬剤分包装置。
(もっと読む)
ポリエステル樹脂製プレススルーパック及びその製造方法
【課題】 折り分け易さの改善されたポリエステル樹脂製のプレススルーパック及びその製造方法を提供する。
【解決手段】 複数のブリスター部14と該ブリスター部と連続する平坦部とからなるポリエステル樹脂製シート12と、該ブリスター部内に収容される内容物16と、該ポリエステル樹脂製シート12の平坦部と密着した平板状の蓋板シート18とを備え、該内容物16を収容したブリスター部14が該蓋板シート18により密封されたポリエステル樹脂製プレススルーパック10において、該ポリエステル樹脂製シート12の平坦部の外表面又は蓋板シート側面に対して略垂直方向に溝22を形成し、該溝周辺部分におけるポリエステル樹脂の極限粘度が、該溝周辺部分以外のポリエステル樹脂の極限粘度よりも小さくすることとした。
(もっと読む)
ヒートシール装置およびこれを備えた薬剤分包装置
【課題】 薬剤分包装置の立上げから発熱体がヒートシールに必要な温度に達するまでの時間を短縮した上で、しかもシール不良を防止し得るヒートシール装置およびそれを用いた薬剤分包装置の提供。
【解決手段】 ヒータ台と、ヒータ台に対向して設けられたヒータ受台とが設けられ、熱溶着性シートに通電によって加熱される薄板状の発熱体がヒータ台に露出して設けられ、ヒータ台とヒータ受台とで熱溶着性シートを挟圧加熱することで熱溶着性シートどうしを熱溶させてヒートシール部を設けて、該ヒートシールによって収容物を収容する区画した包装部を形成するようにしたヒートシール装置であって、発熱体の熱溶着性シートに接触する面またはその反対側の面の少なくとも一方に、該発熱体に比べて硬質の保護層が設けられた構成。
(もっと読む)
ロータリー式自動包装機における連包タイプのカッター装置
【課題】でき上がった連続した包装袋に対して直線カットとミシン目カットを自由に選択して任意の袋数の連包タイプの包装体を作ることができるロータリー式自動包装機のカッター装置を提供する。
【解決手段】本発明に係るロータリー式自動包装機のカッター装置21,22は、ミシン目カットを形成する手段と直線カットを形成する手段とを隣接して並列設置し、本体のロータリー式自動包装機によって作られる連続した包装袋に対して、この包装袋を切り離さない場合には、直線カットを形成する手段を停止すると共にミシン目カットを形成する手段を選択して駆動し、この包装袋を切り離す場合には、ミシン目カットを形成する手段を停止すると共に直線カットを形成する手段を選択して駆動する。この結果、任意の連包タイプの包装体を作ることができる。
(もっと読む)
縦形製袋充填包装機
【課題】縦形製袋充填包装機において、被充填物の噛み込みによる横シールなどのシール不良の発生を低減することができるようにする。
【解決手段】縦形製袋充填包装機100が、落下遮断板9A、9Bと、横シーラ10A、10Bと、横シーラ移動部51と、舞上がり遮断板12A、12Bと、これら落下遮断板9A、9B、横シーラ10A、10B、横シーラ移動部51、および前記舞上がり遮断板12A、12Bの各動作を制御する制御部55とを備え、落下遮断板9A、9B、横シーラ10A、10B、および舞上がり遮断板12A、12Bが、この順で、搬送方向に沿って上流側から配置され、制御部55により、落下遮断板9A、9Bで内部通路を閉鎖し、一定時間後に舞上がり遮断板12A、12Bによってさらに内部通路を閉鎖してから、横シーラ10A、10Bで横シールを行うようにした。
(もっと読む)
自動包装機のフィルムフォーミング調整機構
【課題】包装動作前の準備作業におけるセーラー部材の取り付け位置設定が容易に実施できると共に耳ずれ現象が発生した際のセーラー部材の取り付け位置調整が容易に実施できる自動包装機のフォーミング機構を提供する。
【解決手段】セーラー部材6は、背面部60と、基台部61と、この基台部61の取り付け位置を調節する右側調節ネジ部62及び左側調節ネジ部63と、右側ネジ部64及び左側ネジ部65と、包装フィルム両端部を引き出す切れ込み部66で構成され、フォーミング機構に送り込まれてくる包装フィルムの位置がずれた場合、右側調節ネジ部62及び左側調節ネジ部63を出す又は引くようにして充填パイプ5を中心としてセーラー部材6を右回転又は左回転させる。この結果、切れ込み部66に引き出された包装フィルム両端部の長さが揃うことになる。
(もっと読む)
包装体
【課題】 包装体が切断し易い材料で形成されていたとしても、所定の力をかけなければ、切断されることのない包装体の提供。
【解決手段】 溶着層を有する熱溶着性シートどうしを向い合わせてその縁端から位置ずれさせた位置でヒートシールをしてヒートシール部を設けることで該ヒートシール部の内側に収納部を形成し、包装体の縁端からヒートシール部に向けて、該ヒートシール部に至らない長さを有して包装体の切断を補助する補助スリットが複数形成されるとともに、これら補助スリットを設けた領域に、補助スリットが切断開始部として残存するようにヒートシールされた構成。
(もっと読む)
金属フィルム成形装置及びPTPシートの製造装置
【課題】金属フィルムを十分にクランプした状態でポケット部を成形することができる金属フィルム成形装置、及び、当該金属フィルム成形装置を具備するPTPシートの製造装置を提供する。
【解決手段】下型41の挟持面を、薄板材61で構成する。薄板材61は、ステンレス製の金属薄板であり、可撓性を有すると共に面方向への伸張をほとんど生じない部材となっている。この薄板材61の金属フィルム3との接触面61a(すなわち下型41の挟持面)は、ショットブラストやエッチング処理等により、梨地のごとくざらついた粗面となっている。また、薄板材61の下層には、弾性材62が積層されている。弾性材62は、エラストマで構成された弾性体であり、下型41の凹部41aに、一部を収容された状態で取着固定されている。上記薄板材61は、この弾性材62に接着剤等で固定されている。
(もっと読む)
包装体の製造方法および包装装置
【課題】 包装装置が高速化あるいは広幅化した場合や、蓋材および底材を薄肉化した場合でも、包装体の蓋材と底材をシールした部分に歪みや折れ目等が入りにくい製造方法および製造装置を提供すること。
【解決手段】 底材を準備する準備工程と、前記底材の両端を掴み移送する移送工程と、前記底材を形成する成形工程と、前記底材を成形した部分に被包装物を挿入する挿入工程と、蓋材と前記底材とをシールして包装体フィルムを作製するシール工程と、前記包装体フィルムをカットし包装体を得るカット工程と、を含む包装体の製造方法であって、前記カット工程の前にたわみ防止手段と冷却手段を有することを特徴とする包装体の製造方法である。
(もっと読む)
縦型充填包装機を用いる再封袋の製造方法および装置
【課題】据付面積の狭くてすむ縦型充填包装機を用いて、再封可能で袋外観の良好な密封包装袋を、高い生産性で製造可能とする。
【解決手段】咬合可能なチャック部材を、包装フィルムの所定位置に精度良く連続的に溶着し、さらに袋の側端部に相当する位置のチャックを咬合した状態で超音波装置を用いて加熱加圧してチャック端部の溶着処理を行った後に、縦型充填包装機のフォーマーに供給し、垂直方向の袋底部のシール、下部サイドシール、内容品の充填、上部サイドシールと袋の切り離しを行う。さらに高い生産性を得るためには、チャック端部の溶着処理と縦型充填包装機でのサイドシールを含めた全工程をフィルムを移送しながら連続的に行う。
(もっと読む)
縦シールテープシール機構、縦シール機構及び液体紙容器成形装置
【課題】 必要なヒートシール強度を確保できるようにした縦シールテープシール機構、縦シール機構及び液体紙容器成形装置を得る。
【解決手段】 継ぎ目を縦シールテープ6で被覆してなる液体紙容器を成形する装置において、帯状の包装材1の長手方向の一方の縁部1aと縦シールテープ6とをヒートシールするための縦シールテープシール機構18に、帯状の包装材1の長手方向の一方の縁部1aを加熱するヒーターヘッド4を2個以上、包装材1の流れ方向に対して直列に配置し、帯状の包装材1から形成されたチューブ状包装材11の長手方向の一方の縁部1aと他方の縁部1b、及び、該一方の縁部1aにヒートシールされてこの縁部1aより延出している縦シールテープ6と他方の縁部1bとをヒートシールするための縦シール機構26に、チューブ状包装材11の長手方向の他方の縁部1b内面を加熱するヒーターヘッド12を2個以上直列に配置した。
(もっと読む)
シール装置、包装充填装置及びシール方法
【課題】包装容器製造装置の中で、シール装置と加熱処理手段とを1カ所にまとめて設置し、シール加熱及び処理加熱を同時に行って、簡素な装置構造にすることができると共に、加熱手段・装置を容易に制御することができるシールする装置を提供する。
【解決手段】シール装置は、包装積層材料の横シールすべき帯域と接触する作用面11と、作用面11に設けられた高周波誘導加熱用導電部材12とを有するシールジョー13、及びカウンタージョーを備え、シールジョー13の側面14には、チューブ状包装積層材料の予備加熱すべき領域を加熱する予備加熱用導電部材15が配設されている。
(もっと読む)
包装容器製造における成形装置、成形機械、包装積層材ウェブ、成形方法及び工程
包装容器がチューブから製造される型式の包装機械に使用するための成形装置及び方法。成形装置22a、22b、22cは、チューブをその間に平らに横たえ、熱可塑性樹脂を加熱し且つチューブの第1の横断方向シールを得るために締め付けるように構成される2つの対向するシーリング要素58、60を備える。それは、2つの容積制御要素28、30をさらに備える。この成形装置は、第1の横断方向シールに対して基本的に直角な変位方向Dに、変位方向に対して所定の傾斜角度βを有して配置される壁41を有する対応する最終包装容器40の、後での整形を可能にするように、第1の横断方向シールをチューブの第1の部分の長手方向軸64に対して偏心して変位させるように構成されることを特徴とする。本発明は、機械、工程及び包装積層材にも関する。  (もっと読む)
(もっと読む)
121 - 140 / 202
[ Back to top ]