
Fターム[3E050CA02]の内容
基本的包装技術−容器成形充填 (14,831) | 包装材の供給(供給手段) (784) | ベルト (179)
Fターム[3E050CA02]に分類される特許
161 - 179 / 179
製袋充填包装機の折り目付け装置
【課題】筒状フィルムに対して比較的大きな製袋チューブを使用し、正確且つ鮮明に折り目を付ける。
【解決手段】製袋チューブ2の周方向の4箇所に長孔11を設け、突起部13を有する突起板12を着脱可能に装着する。各突起部13に対向してヒータブロック14を有するヒータ部30を備える。ヒータブロック14はヒータ面と角部を有し、ヒータ位置調整機構16によってX−Y軸方向に位置調整可能にする。突起部13及びヒータ面とヒータブロック14の角部とによって、製袋チューブを通過する筒状フィルムを挟んで折り目を形成する。その際、突起部は断面三角形とし、筒状フィルムを挟んでヒータブロック14の接触面に線接触し、筒状フィルムの送り抵抗を小さくする。
(もっと読む)
包装装置における包装材供給装置

【課題】 連続送りされる包装材を間欠送りで送り出す貯留部に貯留可能とするとともに、高速包装をさせた場合でも包装材の張力を一定にし、包装を正確に行うことを含めて調整可能な包装装置における包装材供給装置を提供する。
【解決手段】 包装材供給装置1は、ウェブ状包装材料Fwで製品Aを包装する包装装置に適用される。ウェブ状包装材は、連続送り手段40によって連続的に送られる。一方、包装装置30に配設されている間欠送り手段36は、ウェブ状包装材Fwを包装装置30の包装動作に合わせて間欠的に走行させる。連続送り手段40の下流側で且つ包装装置30に至る途中に配置されている貯留手段2は、両送り手段36,40による送り量の差を吸収可能である。貯留手段2の出口側に配設されている吸引手段7は、ウェブ状包装材Fwに吸い込み面10を当て、ウェブ状包装材Fwに走行抵抗を与えて張力を付与する。
(もっと読む)
製袋機構およびそれを用いた縦形製袋充填機
【課題】 製袋機構およびそれを用いた縦形製袋充填機において、逆止弁付きのフィルムがずれない良好な搬送を行うことができ、外観が良好でエア漏れなどのない逆止弁付きの包装袋を効率的に製造できるようにする。
【解決手段】 製袋機構に、フィルム20を襟状に折り曲げる反転案内部を備える製袋ガイド3を設ける。反転案内部のうち、バルブ21が通過する範囲にバルブ反転部25aを設ける。バルブ反転部25aは、フィルム20が通過するフィルム反転部25bより低い位置に、円弧面状の回転案内面25Aが形成されている。また製袋ガイド3の内側には、バルブ案内面2bを備える充填筒2を配置する。
(もっと読む)
角底袋成形方法における折り癖付け方法、角底袋成形装置における折り癖付け装置、角底袋及びそれを用いた袋包装体
【課題】角底部の折り癖を含む帯状の領域を熱変成させることにより、形状保持性と陳列したときの自立性に優れた角底袋成形方法における折り癖付け方法、角底袋成形装置における折り癖付け装置、折り癖の付いた角底袋、及びそれを用いた袋包装体を提供する。
【解決手段】袋の角筒胴部と角底部との境となる予定の線状部分に、成形具40,41の折り癖形成刃44と折り癖形成溝45を備えた成形型42,43で折り目の両側で折れ曲がった状態を維持可能な横断方向に延びる折り癖が包装材62に付けられる。その結果、そうした包装材を成形して角底袋又はそれを用いた袋包装体としたときに、角底袋又は袋包装体が角筒胴部と角底部との境界に明確な折り癖を付け且つその両側で折れ曲がった状態を維持する形状保持性と陳列状態での自立性が極めて高いものとなる。
(もっと読む)
製袋充填機における横シール制御装置
【課題】設定すべき条件に応じて自動的に最も長いシール時間を設定する。
【解決手段】横シーラでクランク運動に基づくボックスモーションを行い、繰り出しフィルムと横シーラを同期させて横シールする。横シール制御装置は、仮横シール時間T1と、繰り出し同期速度vfに対する繰り出し同期速度Vfの仮変速比R等の設定値を入力する設定値入力手段と、繰り出し同期最大時間Tfmの繰り出し同期長さLfと上下動同期最大長さLsmとの短い一方の長さを基準に他方の長さを設定演算する等速時演算手段と、繰り出し同期時間Tf=Tfmの場合にはTfを固定し、上下動同期長さLsがLsmの場合にはLsをLsmに固定して変速比R(=Vf/vf)を再設定する変速時演算手段と、この変速比RとTfmまたはLsmとに基づいて、横シール時間T1を演算するシール時間演算手段とを備えた。この演算結果から各モータを制御する。
(もっと読む)
製袋包装機
【課題】フィルムを切断する際に切断箇所の近傍を溶着することができる製袋包装機を提供する。
【解決手段】製袋包装機の横シール機構6は、フィルムのシールを行なうための1対のシールジョー71を備えるとともに、フィルムの切断を行なうための切断機構20として、突起状の切断刃21と平坦状の受け刃22とを対向配置して備えている。横シール工程においては切断刃21に対して、ヒータ72により熱が印可されるとともに、エアバイブレータ30により水平面内での振動が与えられる。これにより、切断刃21からフィルムに対して与えられる圧力が変化し、圧力が比較的低いときはフィルムの溶着がなされ、圧力が比較的高いときはフィルムの切断がなされる。これにより、フィルムの切断箇所の近傍が溶着されることになる。
(もっと読む)
製袋包装機の横シール機構および製袋包装機
【課題】 シールジョーの交換を効率よく行うことが可能な製袋包装機の横シール機構および製袋包装機を提供する。
【解決手段】 製袋包装機の横シール機構17は、シールジョー51,52を、旋回中心を中心に旋回移動する受け部材93,93bに対して中間部材70を介して接続している。中間部材70は、受け部材93a,93bにおける固定された位置に取り付けられるとともに、シールジョー51,52の高さ位置を調整する取付位置調整機構74を有している。
(もっと読む)
製袋包装機の横シール機構および製袋包装機
【課題】 シール直前における袋内の被包装物の姿勢が乱れることを防止して、良好な製袋を行うことが可能な製袋包装機の横シール機構および製袋包装機を提供する。
【解決手段】 製袋包装機の横シール機構17は、回転軸51,71を中心に回転するアーム部材52,72に取り付けられており、シールジョー54,74とともに回転軸51,71を中心に旋回しながらシールジョー54,74より先にチューブ状フィルムFに対して当接するエア抜き機構56,76を備えている。エア抜き機構56,76は、チューブ状フィルムFとの当接面によってチューブ状フィルムF内の被包装物を挟み込む。
(もっと読む)
密閉封止における問題箇所の単離処理
封止された包装体において漏れの確率を削減するために、封止顎部は、漏れの生じる問題箇所に対応する1つ以上の盛り上がった領域、即ち包装体の設計において背面の封止部分及び折り曲げ部分に近接する部分を有する。盛り上がった部分は、通常2層を封止する部分において、約4ミル乃至20ミル(約0.10mm乃至約0.51mm)盛り上がっている。 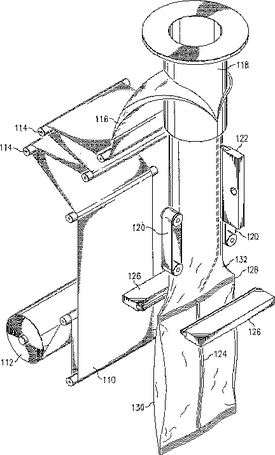 (もっと読む)
(もっと読む)
ピロー包装機
【課題】 フィルム幅が商品周長+40mm以下でもセンターシールが可能で、良好な包装仕上がり状態を安定して得ることができるピロー包装機を提供する。
【解決手段】 被包装物11を搬送する手段12と、包装フィルム13を被包装物の上方から供給する包装フィルム供給手段と、供給された包装フィルムの両端部を把持して搬送手段の両側下方にガイドするフィルム端部ガイド手段15と、上部が包装フィルムで覆われた状態の被包装物を移動させる三角ガイド板16と、該三角ガイド板の両側に配置された一対の製袋ベルト17と、三角ガイド板の前方で製袋ベルト同士を圧着させるセンターシールロール18とを備えるとともに、製袋ベルト17の下方に、製袋ベルト17から下方にはみ出した包装フィルム13の両端部13aを展張状態に保持するガイドロール19を設ける。
(もっと読む)
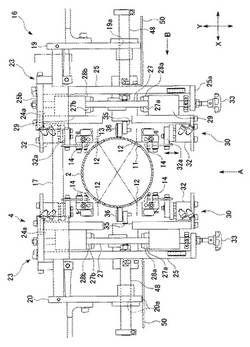
製袋充填包装装置
【課題】 角底袋の角底に可及的に接近した状態で製品の積み下ろしすることにより、製品の充填時における製品の変形や損傷を回避して包装体としての商品価値の低下を防止すると共に、装置の小型化を図ることができる製袋充填包装装置を提供する。
【解決手段】 筒状包装材Ftは充填筒3の外側を案内され、充填筒3の下方に配置されている横シール機構4による横断方向のシールで角底袋Bに形成される。製品Aは金属テープ43,43の下端に設けられた製品受け44,44で支持され、金属テープ43,43が充填筒3内でテープガイド50,50によって案内されつつ下降する。巻取り部から下方に向かって繰り出される各金属テープ43の先端がテープガイド50の枠屈曲部56を移動するときに製品受け44は開き動作を行い、製品Aは、角底袋Bの角底に可及的に接近した状態で、角底袋B内に投入される。
(もっと読む)
フィルム・ストリップからフィルム・チューブを作成する装置
【課題】フィルムが厳しい折り畳みによる損傷を受けないフィルム・チューブ作成装置を提供する。
【解決手段】充填機構に接続されることができる充填チューブ32と、フィルム・ストリップ12をフィルム・チューブ30に変形させるために、充填チューブ32を包囲している変形機構と、変形操作のすぐ後にフィルム・ストリップ12の長手状エッジをシールするために、充填物放出方向における変形機構の下流側に配されているシール機構34と、フィルム・チューブ30のための前進駆動手段40と、シール機構34を備えているフィルム・チューブ作成装置において、シール機構34によってフィルム・チューブ供給物46へと送られるフィルム・チューブ30の長さを検出する第1のセンサ28と、フィルム・チューブ供給物46から充填物放出方向36に引き出されるフィルム・チューブ30の長さを検出する第2のセンサ48からなる測定機構を設けた。
(もっと読む)
包材繰出し制御装置
【課題】 1サイクルの包材繰出し時間を一定にして、包材繰出し制御の容易化を図る。
【解決手段】 補正量演算手段24が、包材に付された基準マークを基準マーク検出センサー22が検出してから所定のタイミングまでの間に繰り出すべき包材の繰出し量理論値(La)と、所定の演算タイミングで測長器22により測長された繰出し量実測値(Lb)と、に基づき繰出し補正量(D1)を演算するとともに、当該繰出し補正量(D1)をあらかじめ設定してある演算タイミング回数分割して単位繰出し補正量(d1)を演算する。そして、繰出し量演算26が、手段繰出し量理論値(La)と単位繰出し補正量(d1)とに基づき、各演算タイミング毎に包材繰出し量の適正値(L)を演算し、当該適正値(L)をもって繰出し手段の繰出し制御を実行する。
(もっと読む)
袋切断用カッタ装置及びそれを組み込んだエンドシール・カッタ装置
【課題】 袋や包装体を製造する工程において通常のカッタ動作或いはシール・カット動作において同時にシールの角部にアールカットを形成することを可能にする袋切断用カッタ装置及びそれを組み込んだエンドシール・カッタ装置を提供する。
【解決手段】 エンドシーラを構成する二つの対向するシールブロックのうち、一方のシールブロック31には、カッタ刃1の断面形状に則しているが若干に幅を広くしてカッタ刃1が進退可能としたスリット34が形成されている。カッタ刃1は、易開封用ノッチを形成するためのノッチ形成刃11を備える本体刃部7とその両端から分岐する四つのアール状分岐刃部9とから成っている。カッタ刃1は、シールブロック31内に完全に後退して内部に収納される位置と、図示のようにシールブロック31から突き出てカッタ動作を行う位置との間で進退する。アール状分岐刃部9は、袋の角部をアール状にカットする。
(もっと読む)
平坦底部を有する袋の製造方法
鉛直直立袋、フラットボトムバッグ、即ち可撓性を有するパッケージと、その製造方法とは、現存する直立形成充填密封装置に対する迅速交換モジュールによる変更を含む。本発明は、包装フィルムチューブ上に横方向シールを形成する前に、チューブに沿って鉛直方向に延びる1個または2個の襞を形成することにより、包装フィルムの単一シートから鉛直直立袋またはフラットボトムバッグを形成する。この襞は、先行技術による直立形成充填密封装置に、形成チューブの底部に対して容易に取り付けられる迅速交換モジュール(94)による従来の直立した形成充填密封装置の一部改良部材(104,105)により形成される。 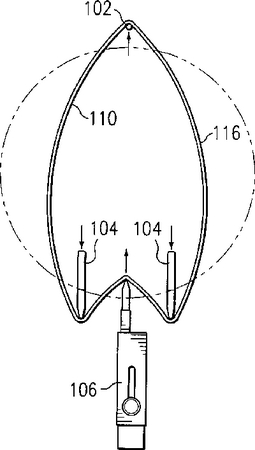 (もっと読む)
(もっと読む)
製袋包装機
【課題】 縦シール機構の角度調整のような熟練の技能を必要とすることなく長期間にわたって良好な縦シールを行うことが可能な製袋包装機を提供する。
【解決手段】 製袋包装機1は、製袋部10と、制御部と、フィルムロール保持部と、を備えている。製袋部10は、成形機構13と、プルダウンベルト機構14と、縦シール機構15と、横シール機構17とを有している。ヒータベルト16aの対向面に相当する成形機構13のチューブ13b上の面の一部には、2つの面ファスナー13c,13dが備えられている。
(もっと読む)
平たい物体を包装する方法および設備
半エンドレスの包装材ウェブを用いて平たい物体(1)を包装するために、包装材ウェブは物体(1)の列(4)の周囲に配置され、これらの物体は順々にそして間隔を取った形で搬送され、そこで縦方向継ぎ目が包装材ウェブに作成され、横方向継ぎ目が物体(1)の間に作成され、それにより包装された物体を相互に分離する。包装材ウェブが供給される前に列が形成される包装方法の従来技術とは異なり、本発明は、列が直接包装材ウェブ(2)上に形成され、その間に物体が加速により、それらが相互に重なりながら供給される供給流れ(3)から分離し、包装材ウェブ(2)上に直接位置付けられ、もしくはそれを押すことを提供する。包装材ウェブ(2)の上に列(4)を直接形成することはさらなる搬送ステップを除去し、それにより全体の要求されるコンベヤ線を短くし、搬送中の物体(1)を安定化させる安定化手段を不要とし、したがって大変コンパクトでシンプルな包装装置につながる。包装方法はとりわけ、数多くのスタックされた印刷物もしくはその他の平たい品物から成る物体を包装するのに適している。  (もっと読む)
(もっと読む)
再閉鎖可能な袋
袋が、ジッパプロファイル部24、26によって再閉鎖可能である開口を有する。注ぎ口30が、ジッパプロファイル部のフランジから形成され、および、袋の内容物の計量供給に使用するために、その袋の内側から外に折り曲げられる。使用後には、この注ぎ口が折り曲げられて、袋がジッパによって封着させられる。この袋を形成するのに使用可能なジッパも開示され、その1つはスライダジッパである。この袋を作る方法と、この方法を実行するための装置とが、リールツーリール型、プリメイドバッグ型、および、製袋充填型のプロセスにおいて、これらのプロセスと組み合わせた形で開示されている。 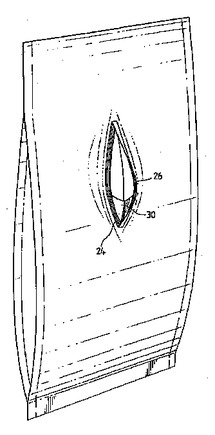 (もっと読む)
(もっと読む)
ジッパーシール迅速変更モジュールを備えた縦型起立パウチ
既存の縦型形成充填包装機への迅速変更モジュールの改良によって構成される、ジッパーシール機構が組み入れられた縦型起立パウチ又は可撓性包装容器及びそれらの製造方法。本発明は包装フィルム管の第1側面にジッパーシール機構を導入し、且つ管に横方向シールを形成する前に管に沿って縦方向ひだを形成することにより、単一シートの包装フィルムから縦型起立パウチを製造する工程を含む。ジッパーシール機構は管を形成する長手シームに沿って包装フィルムシートを封着する前に、包装フィルムに取り付けられ、形成管基底に簡易に装着される迅速変更モジュールを部分的に含む。同様に、ひだは従来の縦型形成充填封着機に固定又は静止改良物を使用して形成され、縦型形成充填封着機は形成管の基底に簡単に装着される迅速変更モジュールを部分的に含む。 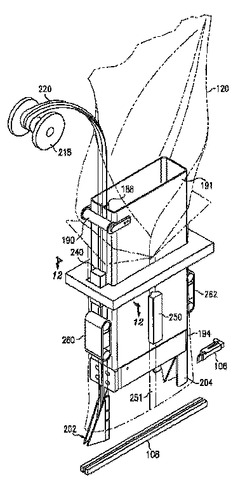 (もっと読む)
(もっと読む)
161 - 179 / 179
[ Back to top ]