
Fターム[3E054FA08]の内容
包装位置への供給−物品の供給 (7,769) | 物品の取扱い(配列) (913) | 拡散又は集合化 (17)
Fターム[3E054FA08]に分類される特許
1 - 17 / 17
物品供給装置
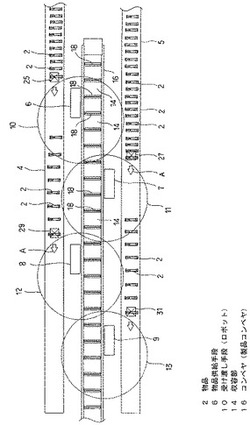
【課題】幅の広い平面(第1の面)を上下にして搬送されてきた物品を、90度回転させて立てた状態で箱詰めするために供給する装置を提供する。
【解決手段】供給コンベヤ4によって、幅の広い面を上下にしてランダムな状態で搬送されてきた物品2を、ロボット10で方向を揃えて取り出し載置プレートに載せる。載置プレートを90度回転させて物品2を幅の狭い面(第2の面)が上下に来るように立ち上げ、各載置プレートの間隔を縮小して物品2を集積した後、製品コンベヤ16に追従して移動するプッシャによってこれら物品2を押し出して前記製品コンベヤ16の収容部14内に挿入する。
(もっと読む)
鶏卵整列装置

【課題】鶏卵の損傷を防ぎながら、均等な間隔で整列させることができる鶏卵整列装置を提供する。
【解決手段】本発明に係る鶏卵整列装置は、X方向へ鶏卵Eを搬送する搬送部1と、鶏卵Eを搬送部1の幅方向へ分散しながら停留させる停留部2と、停留部2の下流側に隣接し、搬送部1の幅方向に均等な間隔となるように鶏卵Eを案内する案内部3と、案内部3が案内する間隔と同じ間隔で鶏卵Eを整列させる整列仕切部4とを備えている。鶏卵Eは、案内部3によって整列仕切部4の上流側先端に直接接触しないように案内されるので、鶏卵Eの損傷や、整列仕切部4で形成された通路の入り口に鶏卵Eが重なり合って詰まることを防げる。また、鶏卵Eは、停留部2によって搬送部1の幅方向へ分散されるので、整列仕切部4で形成された複数の通路に偏りなく鶏卵Eを整列させることができる。
(もっと読む)
物品分離装置
【課題】物品を連続して搬送しながら、物品を傷めることなく、後続の物品から分離させる物品分離装置を提供する。
【解決手段】物品を列をなした状態で搬送する搬送コンベヤ手段10と、先頭の物品に当接係合する係合部材51と、係合部材を移動させる係合部材駆動手段50と、隣接する物品同士間に進入そして脱出する分離部材31と、分離部材を移動させる分離部材駆動手段30を備え、係合部材駆動手段50が係合部材を先頭の物品P1の前面に当接した状態で前進せしめ、かかる状態で分離部材駆動手段30が分離部材を物品間に入り込ませて物品の搬送速度より遅い速度で前進移動させると共に、係合部材駆動手段50は、係合部材を先頭の物品P1の前面への当接を解除した後に、分離部材31が入り込んでいる物品P1,P2間に進入せしめ、分離部材31の移動速度より速い速度で係合部材を前進させて物品P1を前方へ押し出し、後続の物品P2から分離させる。
(もっと読む)
搬送装置
【課題】前工程から供給されたワークWを搬送、起立する場合に、多様な厚さのワークWに対応可能とされるとともに前工程からワークWが供給されない場合でもコンベアを停止することなく連続的に周回可能な搬送装置を提供すること。
【解決手段】搬送装置1であって、周回駆動されるチェーンコンベア11と、前記チェーンコンベア11とともに周回する起立フィンガー12と、回動機構とを備え、前記起立フィンガー12は、ワークWを周回方向後方側Rで支持する後方側支持部と、前記ワークWを前記チェーンコンベア11側で支持する底側支持部とを有し、周回方向前方側Fと底側支持部に対向する側が開口されるとともに、前記チェーンコンベア11の周回方向と直交する方向の軸線廻りに回動自在とされ、前記回動機構は、前記起立フィンガー12を起立させるように構成されていることを特徴とする。
(もっと読む)
物品振分け装置
【課題】当接状態で搬入される複数の物品を、この搬入路と直角方向へ押送するに際して、搬入方向に所定の間隔を生じさせると共に、最前列の物品の前端位置を正確に横一線に揃えて搬出できる物品振分け装置の提供。
【解決手段】搬入路3の終端へ搬入された複数の物品2を、直交する方向へ移動するプッシャー4で搬入方向に所定間隔を生じさせて分岐整列させる装置において、プッシャー4の押送方向へ末広がりに伸長する側壁面を備えた複数の第1の分岐経路6と、それぞれの終端部8にプッシャー4の押送方向と平行な第2の分岐経路7を連接形成し、プッシャー4のプッシャープレート10の物品押送面9の窪みの底面9aで物品2を押接可能とすると共に、窪みのそれぞれの底面9aの深さを物品押送面9の両端部の窪みから中央部の窪みへ漸次深くなるように形成してあることを特徴とする物品振分け装置。
(もっと読む)
ワーク整列集積装置
【課題】一つずつ移送されるワークを受け入れ一定個数毎に集積して取り出す、ワークの集積整列装置を提供する。
【解決手段】ワークの集積整列装置は、ワーク収容空間11を複数有するラック10と、ワーク収容空間11にワークWを収容する毎にラック10を一定ピッチで間欠送りするラック移動手段20と、ラック10に集積すべき数のワークWを収容した時点で、これらのワークWに水平バー31を通した状態になり、水平バー31を持ち上げてワークWを取り出すワーク取出手段30と、を備える。
(もっと読む)
球状体の容器への供給方法および供給装置
【課題】弾力性を有しかつ吸着パットで保持できない通気性のある材質からなる綿球を、複数個ずつ正確に容器に供給する。
【解決手段】綿球Mを一列縦隊で案内し送り出す供給シュート1に、綿球Mを複数個ずつ切り出す切出し装置を設け、供給シュート1の出口12aに整列投下装置4を設け、この整列投下装置4に、容器5の収納位置と同じ位置になるように綿球Mを整列させる整列ボックス51と、綿球Mを受け止めたシャッタ板53aを後退させて整列ボックス51の排出口56を開放し、全ての綿球Mを同時に落下させて、排出口56の直下で接近して配置された容器5に供給する供給シャッタ53とを設けた。
(もっと読む)
把持装置、並びに把持装置を備える整列装置、収容装置および把持方法
【課題】把持対象の上方の位置に配置しても、その端部を表裏の側から挟持可能な把持装置を提供する。
【解決手段】このハンド(把持装置)30は、一対をなす第一の把持面31aおよび第二の把持面32aでシート部材(把持対象)2を挟持するものである。そして、その第二の把持面32aは、シート部材2の外縁部2tよりも外側の位置から内側の位置にかけて旋回されるようになっており、さらに、自身の旋回円S2に対し、前記内側の位置では、その径方向にシート部材2を挟持するように第一の把持面31aに対向するとともに、前記外側の位置では、径方向で第一の把持面31aに重なりあわない待避位置に位置するようになっている。
(もっと読む)
農産物の箱詰装置
【課題】低コスト化を図りながら迅速な箱詰め作業を可能とする箱詰装置を提供することを目的とする。
【解決手段】吸着子がm行n列のマトリックス状に配置された第1の吸着部と、該第1の吸着部に並設された第2の吸着部とからなる吸着ユニット(8,9)と、該吸着ユニットを箱詰待機位置と箱詰位置との間で移動させる移動手段(74など)と、前記吸着ユニットに設けられ、外力を受けて、少なくとも前記第1の吸着部の吸着子の列間隔を変更する第1の間隔変更機構(77,78)と、前記吸着ユニットに設けられ、外力を受けて、前記第1及び第2の吸着部間の間隔を変更する第2の間隔変更機構(77、88、79など)と、前記第1及び第2の間隔変更機構に対してそれぞれ、前記外力を付与する第1及び第2の外力付与手段(76、86)とを有する農産物の箱詰装置。
(もっと読む)
物品移載装置
【課題】バケットコンベアのバケットに個別保持された物品を複数個ずつ押し出して次工程へ送り出すに際し、次の作業がやりやすい形に物品をまとめられるようにする。
【解決手段】バケットコンベア10の複数のバケット11に個別保持された複数の物品2は、第1押し出し装置30により中間保持部20の物品受入部21に押し出される。中間保持部20には押し出しバー41が配置されており、押し出しバー41は第2押し出し装置40により、物品受入部21における物品2のオーバーランを止める第1位置から物品受入部21内の物品2の背後に回り込む第2位置へ、さらに物品2を物品受入部21から移載チャック120への受け渡し箇所へと押し出す第3位置へと順次変位せしめられる。
中間保持部20と受け渡し箇所の間には、中間保持部20から押し出された複数の物品2を密集状態にするテーパ状ガイド23が設けられている。
(もっと読む)
コンベア駆動制御装置
【課題】アキュームコンベアから多列コンベアに供給する、単位時間当たりの容器の供給量を一定にする。
【解決手段】フィラ・キャパからランダム状態で送り出された複数列の容器は、アキュームコンベア部110,多列コンベア部120,コンバイナ130により搬送され次第に列幅が狭められて直列の一列状態となり、単列コンベア群140を通ってラベラ20に送られる。アキュームコンベア112上の撮影領域Sを撮影カメラ210にて撮影し、画像処理演算することにより、撮影領域Sに存在する容器本数、更には計測領域K(=2×S)に存在する容器群の本数を演算する。各容器群が、アキュームコンベア112から多列コンベア121に搬出される際には、容器本数が多いときにはアキュームコンベア速度を減速し、容器本数が少ないときにはアキュームコンベア速度を増速する。これにより多列コンベア121に搬出される、単位時間当たりの容器の数が均一になる。
(もっと読む)
物品保持装置
【課題】物品保持手段4の間隔を縮小した時の、これら各物品保持手段4間の間隔を無段階で、しかも正確に調節する。
【解決手段】複数の保持ブロック16にそれぞれ物品保持手段(バキュームパッド4)が設けられている。保持ブロック16はガイドレール14A、14Bに沿って移動可能になっており、エアシリンダ38によって移動させる。保持ブロック16に固定した円筒部材24にストッパ部材30が螺合され、このストッパ部材30を隣接する保持ブロック16に当てて間隔縮小時の位置決めを行う。このストッパ部材30が前記ガイドレール14A、14Bと平行な回転調節軸22に、軸方向移動可能に、かつ、一体回転するように嵌合しており、回転調節軸22を回転させると、ストッパ部材30が一体的に回転し、保持ブロック16に対して回転調節軸22の軸方向に相対移動して、ストッパ部材30の円筒部材24からの突出量が変化する。
(もっと読む)
発熱体の製造方法、発熱体の折り畳み方法及び製造装置
【課題】 非本発明は、このような従来の問題点に鑑み、発熱体本体の周辺部においても十分な発熱が得られ、小型で携帯性に優れ、地球環境に優しい使い捨てカイロ、その製造方法及び製造装置を提供する。
【解決手段】 成形性含余剰水発熱組成物を基材上に積層し、通気性を有する被覆材により被覆するとともに周縁部をヒートシールして、複数の区分発熱部を、区分け部を介して設け、非通気性の収納袋に封入する発熱体の製造方法であって、前記発熱体の基材側を、前記収納袋を構成する非通気性の包装材に重ねる発熱体重ね合わせ工程と、前記発熱体を、前記被覆材側が内側となるように前記包装材とともに折り畳み工程と、前記包装材をシールすることにより前記発熱体を袋体内に封入する封止工程とを備えることを特徴とする。
(もっと読む)
減列型製品供給装置
【課題】複数列の製品を全部停止することなく減列させて効率よく次工程に搬送する。
【解決手段】4列のコンベア2a〜2d上でトイレットペーパPをそれぞれ搬送する制御コンベア10,10を設けた第一搬送部3と、各コンベアのトイレットペーパをそれぞれ高速で受け取る増速コンベア14及び4列の搬出路4a〜4dを備えた第二搬送部7とを備えた。コンベア2dの制御コンベアを停止させると共に他のコンベア2a〜2cのトイレットペーパを第二搬送部7に受け渡す。第一搬送部3で、停止するコンベア2と起動するコンベアとを順次変更しながら3列のトイレットペーパを搬送して第二搬出路に受け渡す。そして、前回停止したトイレットペーパの制御コンベア10,10の起動信号を確認する起動可否確認手段と、この制御コンベアの起動確認後に他のコンベアのトイレットペーパ搬送を減速停止させる駆動停止手段とを備えた。
(もっと読む)
シリンジパッケージ装置およびそれを備えたプレフィルドシリンジ製造装置
【課題】所定数のシリンジをパッケージするシリンジパッケージ装置を提供する。
【解決手段】本発明のシリンジパッケージ装置200は、所定数のシリンジ10を1つのシリンジ保持体100に保持させて該所定数のシリンジを1つにパッケージするものであって、所定数のシリンジを各シリンジの軸方向が平行で且つ軸方向に対して直交方向に一列に整列させることにより、各シリンジのグリップ部を介して各シリンジを同一姿勢にしつつ最密状態に配列する第1のシリンジ配列手段P1と、第1のシリンジ配列手段に配列されたシリンジ間に挿入されて該シリンジ間を所定の間隙にすることにより、所定数のシリンジを所定のピッチで配列する第2のシリンジ配列手段P2と、第2のシリンジ配列手段に配列された所定数のシリンジにシリンジ保持体を取り付けることにより、所定数のシリンジを同一姿勢の所定のピッチで1つにパッケージするシリンジパッケージ手段P3を有する。
(もっと読む)
冷凍食品用起立整列装置
【課題】扁平形状の冷凍食品を、搬送しつつ起立姿勢にして整列させるに際し、冷凍食品の滞留を抑制し且つ冷凍食品同士の干渉による衝撃荷重を軽減し得る冷凍食品用起立整列装置を提供する。
【解決手段】この起立整列装置10は、冷凍食品の搬送方向に沿って斜め下方に延びる滑落案内レール32と、その幅方向両側に、滑落案内レール32に沿ってそれぞれ延びるとともに、冷凍食品の重心Gを起立姿勢方向に移動させるように立設された一対の側壁案内板34と、を有する整列通路30を備えている。そして、この整列通路30は、搬送方向上流側から下方に傾斜する第一の滑落領域1と、その第一の滑落領域1より勾配が大きい第二の滑落領域2と、その第二の滑落領域2より勾配が小さい第三の滑落領域3と、をこの順に有し、これら三つの滑落領域が、相互に滑らかに繋がっている。
(もっと読む)
可食フイルムの包装装置
【課題】 表面に糖分をコーティングした可食フイルムを、包装装置に粘着させることなく包装する。
【解決手段】 剥離性帯状台紙11の折り曲げ板12のエッジ部分をスライドして折り曲がる前記台紙から剥離する可食フイルム10を、糖分コーティング面がカットローラ16側に向くように、同カットローラ16と刃受けローラ15との間に送り込み、前記カットローラ16に設置した切断刃21によって等間隔に順次、カットする。この場合、前記可食フイルム10の糖分コーティング面は前記切断刃21に向き、同糖分コーティングの反対面は刃受けローラ15に向いてカットする。つまり鋭利な切断刃21は前記糖分コーティング面側から前記可食フイルム10を切断するので、当該糖分コーティング面がいずれのローラにも押し付かず粘着の機会がない。
(もっと読む)
1 - 17 / 17
[ Back to top ]