
Fターム[3E061DB08]の内容
2以上の構成要素からなる剛性容器 (6,513) | 壁間又は壁・蓋間の結合手段 (1,043) | 巻締め (201)
Fターム[3E061DB08]の下位に属するFターム
外側への巻締め (18)
Fターム[3E061DB08]に分類される特許
61 - 80 / 183
ICタグ付き金属蓋及び金属容器
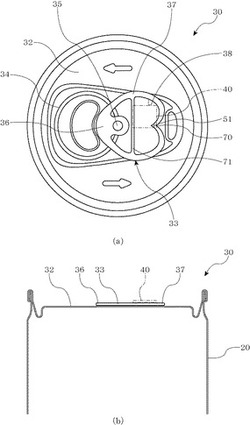
【課題】ICタグを外見上目立たなくして、金属容器の外観を保つとともに、人為的なICタグの剥離、損壊等を抑制する。また、商品の出荷、陳列等の際に他の商品や器具と接触してICタグが破損する可能性を低減させる。また、ICタグが隣接する金属容器で隠れてしまう可能性を低減し、リーダ・ライタとの間で良好な無線通信を行うことができるようにする。
【解決手段】タブ33を有し、タブ33に搭載されるとともに、タブ33に電気的に接触するICタグ用のICチップ41を備え、タブ33が、アンテナとして高い動作利得が得られうるインピーダンスを有するように、所定の形状に形成される。
(もっと読む)
金属板ラミネート用フイルム
【課題】 2ピース缶用のラミネートフィルムとして適用できる、製缶における成形加工性に優れかつ飲料のフレーバー性に優れた金属ラミネート用フィルム、フィルムラミネート金属板及びフィルムラミネート金属容器を提供することにある。
【解決手段】 融点が240〜252℃の範囲であり、ポリオキシアルキレングリコール成分に由来する炭素数が2個以上のアルキレンオキサイド単位がポリエステル樹脂組成物の全酸量に対して2〜20モル%含有する熱可塑性ポリエステル樹脂組成物よりなる金属板ラミネート用フイルムであって、金属基体上に貼り合わせて存在するフイルムを270℃の熱によって再溶融(所謂リメルト処理)し急速に冷却させた後の、150℃環境下で2kgの荷重をかけた鋼球を滑走子とする該フイルム表面の動摩擦係数が0.20以下であることを特徴とする金属板ラミネート用フイルム。
(もっと読む)
エンボス缶

【課題】シンボルマークや装飾マークのデザイン上の自由度に制約を加えることなしに、パネリング強度を維持することができ、かつ、缶胴の加工工数を増加させることがなく、製造コストの増加の原因となることがないエンボス缶を提供する。
【解決手段】缶胴にシンボルマークや装飾マークをエンボス加工で表現したエンボス缶において、缶胴2にエンボス部4とパネリング補強塑性加工部5とを設ける。
(もっと読む)
金属缶
【課題】缶胴の側壁に機能性に富んだ凹み部を有する金属缶を提供する。
【解決手段】筒状の缶胴(1)の側壁に、底部(14)が断面円弧状に形成された溝状の凹み部(11)が周方向に設けられていることを特徴とする。さらに、前記凹み部の底部の曲率半径(R)が5〜30mmであるか、前記凹み部の上部壁と缶軸とのなす角度(θ1)が25〜45°であるか、前記凹み部の缶軸方向における長さ(L1)が15mm以上であることを特徴とする。
(もっと読む)
アルミニウム缶
【課題】耐圧強度が高く、内圧による缶底部の変形が少なく、かつ、成形時のシワの発生を抑制することが可能なアルミニウム缶を提供する。
【解決手段】缶胴部21と缶底部30とを有するアルミニウム缶であって、缶底部30には、缶軸O方向外方に向けて突出する環状突出部31と、缶胴部21の一端部と環状突出部31の径方向外方端とを接続するとともに、缶軸O方向外方側に向かうにしたがい漸次径が小さくなるヒール部34と、が設けられており、ヒール部34は、缶軸Oを含む缶底部30の断面視において、缶胴部21に接する円弧を描く凸円弧部35と、環状突出部31に接する円弧を描く凹円弧部37と、これら凸円弧部35及び凹円弧部37の共通接線に沿って離間する前記共通接線と凸円弧部35及び凹円弧部37との接点を結ぶ直線部36とから構成されており、凹円弧部37の曲率半径R2が、9.0mm≦R2≦18.0mmの範囲内に設定されている。
(もっと読む)
酸性果実用缶体の製造方法
【課題】錫の溶出量を低く抑えかつ低コストで長期保存可能な酸性果実缶用缶体の製造方法を提供する。
【解決手段】本発明に係る果実用缶体の製造方法は、天蓋、缶胴、及び底蓋からなる酸性果実缶用の缶体を製造する果実缶用缶体の製造方法であって、缶胴の接合時には缶胴内面は塗装されておらず、缶胴を接合後に缶胴内面の表面積の30〜100%を塗装及び焼付けする方法である。これにより、錫の溶出量を低く抑えかつ低コストで長期保存可能な酸性果実缶用缶体の提供が可能となる。
(もっと読む)
巻締め部にシーリングコンパンドを不要とした密閉金属容器
【課題】シーリングコンパンド塗布のための管理、材料費および加工費をなくし、巻締め密閉金属容器を安価に提供する。
【解決手段】本発明による巻締め部にシーリングコンパンドを不要とした密閉金属容器は、有底容器胴(1)に蓋(2)が被せられ、二重巻締めにより密閉されているものである。容器胴(1)の内外両面にポリプロピレンフィルム(3)(4)が接合被覆せられており、厚さが内面フィルム(3)200μm、外面フィルム(4)100μmであり、巻締め部(5)には、容器胴(1)の上端周縁を折り曲げて形成せられた逆U形部(6)の両壁(6a)(6b)内面と蓋(2)の上端周縁を折り曲げて形成せられたU形部(7)内壁(7a)両面間に外面フィルム(4)が、容器胴(1)のU形部(7)の外壁(7b)内面と蓋(2)の逆U形部(6)内壁(6a)両面間に内面フィルム(3)が密着状態に存在する。
(もっと読む)
液体危険物用オープン型ドラム缶
【課題】UN規格に容易に適合させることができる高品質な液体危険物用オープン型ドラム缶を提供する。
【解決手段】液体危険物用オープン型ドラム缶はその開閉可能な天蓋(8)に環状のビード(32)を備えており、このビード(32)は凸又は凹の略V字形状をなす横断面を有する。
(もっと読む)
飲料缶
【課題】腕力の小さい消費者であっても容易に捩り潰すことが可能な飲料缶を提供する。
【解決手段】筒状の胴筒部5と、胴筒部5の上端側を塞ぐとともに飲み口11が設けられた天板部6と、胴筒部5の下端側を塞ぐ底板部7とを有する飲料缶1において、胴筒部5は、稜線14と曲面13を交互に形成させることによる断面5〜12角形状とされ、各稜線14が天板部6から底板部7に至るまでの初期捩れ角θが10°以上となるように予め初期捩れが付与されている。
(もっと読む)
ボトル缶用アルミニウム合金板およびその製造方法
【課題】加工性および強度に優れ、ボトル缶の薄肉軽量化に適したボトル缶用アルミニウム合金板およびその製造方法を提供する。
【解決手段】Cu、Mg、Mn、Fe、Siを所定量含有し、MgとMnの比率(Mg/Mn)が0.9以上であり、残部がAlおよび不可避的不純物から構成されるアルミニウム合金板であって、アルミニウム合金板における210℃×10分のベーキング処理後の0.2%耐力が230〜270N/mm2かつ、アルミニウム合金板に、さらに、45%の冷間加工率で冷間加工を加え、この冷間加工を加えた後の圧延板における210℃×10分のベーキング処理後の0.2%耐力から、前記冷間加工を加える前のアルミニウム合金板の0.2%耐力を引いた値が8〜28N/mm2であり、さらに、アルミニウム合金板の所定の耳率が、−2.0〜3.5%であることを特徴とする。
(もっと読む)
焙煎済みコーヒー豆用充填容器
【課題】素人であっても焙煎直後の高い香りのコーヒーを確実に且つ安定して飲用し得るための焙煎済みコーヒー豆用充填容器を提供する。
【解決手段】焙煎されたコーヒー豆cbを充填するための容器であって、アルミニウム合金製で且つ底部5および胴部3を一体に有する全体がほぼ円筒形の容器本体2と、係る容器本体2の胴部3上端の開口部に巻き締め部Mを介して結合されるアルミニウム合金製の端材10と、係る端材10における中央部に開口し且つ外周面にネジ13が刻設された開口部15と、上記端材10における外周面のネジ13に倣って円周部17が凹凸変形(18)することで、上記開口部15を閉塞するアルミニウム合金製のキャップCと、を備える、焙煎済みコーヒー豆用充填容器1。
(もっと読む)
耐突刺し性が優れた飲料用アルミニウム缶
【課題】座屈強度を現行水準に維持しながら、現行の飲料用アルミニウム製DI缶の胴部側壁の肉厚を減少させて軽量化しつつ、耐突刺し性が優れた飲料用アルミニウム缶及びその製造方法を提供する。
【解決手段】Al−Mn−Mg系アルミニウム合金からなる飲料用DI缶であって、缶1の胴部11の肉厚が最も薄い最薄肉部の厚さが0.080乃至0.105mmであり、前記最薄肉部を含む胴部11に70℃乃至150℃の加熱処理により被着されたシュリンクフィルム16を有し、缶胴部11の軸方向の引張強さが290MPa以上である。
(もっと読む)
飲料用金属容器
【課題】缶の座屈強度を現行水準に維持しながら、加工性及び生産性に優れ、更に耐漏れ性に優れた飲料用金属容器を提供する。
【解決手段】円筒状又は有底円筒状の胴部11と、胴部11の開口端部に巻締めにより固定された蓋部15と、胴部11内に配置された袋状又は円筒状の樹脂製フィルム2と、を有し、樹脂製フィルム2の開口部は、胴部のフランジ部13と蓋部のカール部15aとの間に挟まれてフランジ部13とカール部15aと共に巻締められている。
(もっと読む)
フルオープンタイプの缶。
【課題】容易に製造され、切り傷が生じにくい、フルオープンタイプの缶2の提供。
【解決手段】この缶2は、フルオープンタイプである。この缶2は、筒状の胴4と、この胴4の天を塞ぐ天蓋6と、保護片8とを備える。上記天蓋6は、ディスク14と、このディスク14の外側に位置しており胴4に取り付けられるリム16と、このディスク14とリム16との境界に位置する裂開線18と、この裂開線18を裂開するためのプルタブ20とを有する。上記保護片8は、基部30と、この基部30の周縁において基部30から垂下するリング32とを備える。この基部30は、このプルタブ20が通過しうる開口36を備える。開封時及び開封後において、上記リング32はディスク14の切り口をカバーするように構成されている。好ましくは、上記リング32は、上記胴4の上端近傍に係止されることによって、この胴4に取り付けられるように構成されている。
(もっと読む)
ビール・発泡酒用3ピース金属缶およびビール・発泡酒缶の製造方法
【課題】充填時に泡の発生を抑制でき、開封した時にクリーミーな泡立が十分に得られるビール・発泡酒用3ピースラミネート金属缶、ビール・発泡酒缶の製造方法を提供する。
【解決手段】底蓋、上蓋および缶胴部が樹脂ラミネート金属板で構成される3ピースラミネート金属缶であって、前記底蓋は、缶内面側表層に炭酸飲料内容物に対して発泡性を有する樹脂層を有する。樹脂ラミネート金属板で構成される上蓋と樹脂ラミネート金属板で構成される缶胴部を接合して中間缶体を作製する工程と、該中間缶体にビールまたは発泡酒を充填する工程と、ビールまたは発泡酒を充填した中間缶体に、前記蓋材を、炭酸飲料内容物に対して発泡性を有する樹脂層面が缶内面になるようにして接合する工程を有するビール・発泡酒缶の製造方法。
(もっと読む)
容器用樹脂被覆金属板
【課題】レトルト処理後も内容物の取出し性に優れ、またはさらに金属板との密着性、成形性に優れる容器用樹脂被覆金属板を提供する。
【解決手段】樹脂フィルムを両面に被覆した容器用金属板であって、容器に成形した後に容器内面側になる樹脂層がポリエステルを60mass%以上含む単層または複層構造のポリエステル樹脂層であって、最上層のポリエステル樹脂層は、ポリエステルを60mass%以上含む樹脂に対して、0.5〜40.0mass%の脂肪酸アミドを含有し、且つ最上層のポリエステル樹脂層表面の脂肪酸アミド由来の窒素元素濃度が0.9原子%以上である。
(もっと読む)
プラスチック・コンテナのためのプレフォーム、および、プレフォーム・ホルダ
本発明は、特に加圧された飲料向けの缶の形のプラスチック・コンテナのためのプレフォーム、および、コンテナ製造工程におけるプレフォーム・ホルダに関するものである。プレフォーム(10)は、薄い外側フランジ(4)で終端する首(3)を有する本体(1)から構成される。サポート・フランジ(6)が首(3a)の内側の壁の上に形成される一方で、首(3b)の外側表面は均等である。プレフォーム・ホルダは、ポケット(13)を備えた本体(11)を含む。ポケットは、弾力的な型締リング(15)で本体(11)に固定された移動できるように固定された締金(14)を収容する。締金(14)は、プレフォーム(10)の薄い外側フランジ(4)が載置される座部(17)を通じて達する歯(16)で各々終端する。座部(17)の内側の側壁は、プレフォーム(10)のサポート・フランジ(6)を収容するためにそれに刻まれた溝(19)を有する。 (もっと読む)
積層板およびシームレス缶
【課題】DI加工における歩留まりが高く優れた成形性を有する積層板、ならびにその積層板をDI加工して得られるシームレス缶を提供する。
【解決手段】本積層板10は、金属板11と金属板の両側に積層されている熱可塑性ポリエステル樹脂フィルム12を含む積層板10であって、金属板11と少なくとも片側の熱可塑性ポリエステル樹脂フィルム12との間に接着層13が形成されており、接着層13にはバインダー樹脂と炭化水素化合物ワックスとが含まれていることを特徴とする。
(もっと読む)
DI缶の製造方法およびDI缶の製造装置並びにボトル缶および缶基体
【課題】肉欠けや胴切れを生じさせることなくDI缶を形成する。また、ボトル缶および缶基体の胴部における缶軸方向上端部が凹む等の変形することを抑制する。
【解決手段】軸線方向に進退可能に支持されたパンチ11と、パンチ11と同軸上に配設された複数のリング状のしごきダイス12〜14とを備え、パンチ11が金属製の有底筒状体Wの内部に挿入されて軸線O方向に前進することにより、有底筒状体Wの外表面を複数のしごきダイス12〜14の内表面により順次しごいて、開口部と、該開口部の缶軸方向下端に連設され缶軸方向下方に延びる胴部とを備え、該胴部の缶軸方向上部は前記開口部より薄肉とされたDI缶を製造するDI缶の製造装置10であって、パンチ11の外表面には、有底筒状体Wの、前記胴部の形成予定部における缶軸方向上端部と対応する位置に、その全周に亙って径方向内側へ凹む凹部が形成されている。
(もっと読む)
絞りしごき缶被覆用フイルム
【課題】 2ピース缶用のラミネートフイルムとして適用できる、製缶における成形加工性に優れかつ低温保管時や移送時の耐衝撃性に優れた絞りしごき缶被覆用フイルム、フイルムラミネート金属板及びフイルムラミネート金属容器を提供することにある。
【解決手段】 ポリエステル系樹脂からなる基材層に非水性硬化型樹脂からなる被覆層を設けたポリエステル系樹脂フイルムであって、エチレンテレフタレートを主たる構成成分とするポリエステル(A)10〜90重量%と、ポリエステル(A)とは異なる結晶性ポリエステル(B)90〜10重量%とを配合したポリエステル系樹脂組成物からなるフイルムにワックスを500ppm以上含有させており、前記基材層の示差走査熱量計(DSC)における降温時の再結晶化ピーク(Tc2)の半値幅w(℃)と高さh(mW)の比w/hが2.30(℃/mW)以下であること、さらに前記非水性硬化型樹脂の乾燥後のコート層厚みが、500nm〜5000nm厚みの範囲である事を特徴とする絞りしごき缶被覆用ポリエステルフイルム。
(もっと読む)
61 - 80 / 183
[ Back to top ]