
Fターム[3E075DD12]の内容
紙容器等紙製品の製造 (16,236) | 製造工程(結合) (2,075) | 加熱による結合 (540) | 加熱手段 (520)
Fターム[3E075DD12]の下位に属するFターム
Fターム[3E075DD12]に分類される特許
141 - 160 / 178
合掌部付き袋体とその製造方法

【課題】内容物の取り出し容易性・製造工程の煩雑化の回避・資源の無駄使いの防止などこれらを満足させることのできる合掌部付き袋体と当該袋体を合理的に製造することのできる方法とを提供する。
【解決手段】袋体11の場合は、袋両側部における表側構成要素12と裏側構成要素13との間にガゼット片14が介在され、ガゼット片14の介在により当該両構成要素12・13の端部が間接的に対接し、表側構成要素12と裏側構成要素13とのうちのいずれか一方がその外面側に合掌部15を有し、各ガゼット片14が合掌部15と交差する向きに配設されている。袋体11の製造方法は、長手方向に沿う合掌部15を有する帯状フィルム21と偏平な帯状フィルム21とを互いに並行させ、屈伸自在な折り込み形状のものであって合掌部15と交差する向きを保持したガゼット片14を並行状態の帯状フィルム21・21間に介在させ、さらにガゼット片14のある袋両側部間の寸法を袋一単位分の幅とした場合、ガゼット片介在後の当該帯状フィルム21・21を袋一単位分の幅ごとに接着切断するものである。
(もっと読む)
紙成形品とその製造方法

【課題】上面部、側面部及び底面部を一体に成形した紙成形品を形成する場合に、成形作業が容易で、製造コスト的に有利となるのみでなく、成形された紙成形品の少なくとも側面部に皺を形成することにより潰れにくく強度的にも問題のない、紙成形品とその製造方法を提供する。
【解決手段】片面に接着剤が塗布された複数枚の薄紙を積層した紙基材をプレスし、上面部2、側面部3及び底面部4を一体に成形した紙成形品1であって、少なくとも側面部3に形成した皺を、熱プレス又は高周波プレスにより相互に熱融着させて多数の補強部5としたことを特徴とする。
(もっと読む)
不織布体による連続袋の製造方法
【課題】 不織布で製造される連続袋の袋口を、機械的な自動的開放を可能にすることにより、被充填物の連続的な自動填入を可能にして、生産性の向上を図る。
【解決手段】 一定巾で帯状となして引き出される不織布体、該不織布体の引き出される方向の両側端箇所付近に対し空気の通過を阻止する一定巾の外気遮断帯を設けると共に、これら遮断帯が対合する状態に不織布体を折り曲げしめ、且つこの折り曲げしめた不織布体の直交する適当間隔毎に一定巾でシール部を形成すると共に、シール部内にはミシン目や切り離し溝などを設けて切り離し可能になされることを特徴とする。このさい、遮断帯は0.5cm〜5cm程度で紙、フィルムシートやホットメルト樹脂などを付着させたものとなされる。
(もっと読む)
プリント包装装置、これを用いたプリント作成装置、および、プリント作成方法
【課題】同一のプリンタで複数サイズのプリントを作成した場合にも、各プリントサイズに対応する適切なサイズの包装袋にプリントを自動で包装することのできるプリント包装装置、これを用いたプリント作成装置およびプリント作成方法を提供する。
【解決手段】プリントのサイズおよび枚数の少なくとも一方に応じて決定された寸法の包装袋を作製し、作製した包装袋にプリントを封入することにより、上記課題を解決する。
(もっと読む)
スパウト装着方法
【課題】パウチへのスパウトの装着作業を高速化することができるスパウト装着方法を提供する。
【解決手段】スパウト供給位置βに供給されたスパウトSを、スパウト挿入位置δに移動させ、パウチ供給位置αに供給されたパウチPを、パウチ予備開口位置γ、スパウト挿入位置δ、第1シール位置ε、第2シール位置及び冷却位置に順次搬送しながら、スパウト挿入位置δにおいて、一対の吸引ヘッド46によって開口したスパウト装着縁からパウチPにスパウトSを挿入し、第1シール位置εにおいて、パウチPのスパウト装着縁を第1シールバー61によって挟み込んでスパウトSをパウチPに装着した後、第2シール位置において、スパウトSが装着されたパウチPのスパウト装着縁を第2シールバーによって挟み込んで完全にヒートシールして閉塞し、冷却位置において、閉塞されたパウチPのスパウト装着縁を冷却バーで挟み込んで冷却するようにした。
(もっと読む)
圧縮袋の製造方法及び圧縮袋及び空気通路の構造
【課題】1工程で製造可能なことにより、製造コストが低減でき、手で脱気する際でも抵抗が小さいことにより取り扱いやすく、設計の自由度が高い圧縮袋を提供することを課題とする。
【解決手段】長手方向に切れ目なく連続する複数のシート11,12,31,32が長手方向に連続して供給され、重ねられて所定位置が接着されることにより、物品を収納可能な空間を有する物品収納部2と、物品収納部2の空間と連続する空間を有する空気通路部3とが形成される。上記のシートとして、前面シート11と、前面シート11とシートの短手方向の寸法である幅寸法が等しい後面シート12と、上記両シート11,12の間に配位されるものであって、両シート11,12よりも幅寸法の小さい、少なくとも1枚の弁体シート31と、前面シート11と後面シート12との少なくとも一方と弁体シート31との間に配位されるものであって、弁体シート31よりも幅の狭い台座シート32とが用いられる。
(もっと読む)
樹脂フィルム製袋の製造方法
【課題】他の工程の生産速度を阻害することなく、能率よくトレーサビリティを有する標識符号を付与することが可能な樹脂フィルム製袋の製造方法の提供。
【解決手段】トレーサビリティが付与された樹脂フィルム製袋の製造において、筒状の熱可塑性樹脂フィルム2に、コンピューターによって制御された印字機による識別符号5の印字工程と、底を封じる底シール4を行うシール工程と、各樹脂フィルム製袋1を裁断分離する裁断工程とをインラインで実施する樹脂フィルム製袋の製造方法。
(もっと読む)
スパウト装着装置
【課題】パウチの把持機構が複雑にならないスパウト装着装置を提供する。
【解決手段】パウチPをパウチ供給位置αに供給するパウチ供給部、スパウトSをスパウト供給位置βに供給するスパウト供給部3、パウチ供給位置αに供給されたパウチPをパウチ予備開口位置γ〜冷却位置に順次搬送するパウチ搬送部4、スパウト挿入位置δにおいてパウチPにスパウトSを挿入するスパウト挿入部5、パウチPに挿入されたスパウトSをスパウト挿入位置δから第1シール位置εまで搬送するスパウト搬送部6、パウチPに挿入されたスパウトSをパウチPに装着するスパウト装着部、パウチPにスパウトSが装着されたパウチ容器を容器送出位置に供給する容器送出部及び容器送出位置に送出されるパウチ容器を搬出する容器搬出部を備え、パウチ搬送部4はパウチPのスパウト装着縁から40mm以上離れた位置を搬送ベルト38が把持して搬送するベルト搬送機構35を有している。
(もっと読む)
高温貼り付け可能な耐熱ラベル
本発明は、300〜1100℃の高温条件において貼り付けが可能な耐熱ラベル用組成物、耐熱ラベル、該ラベルが貼り付けられた製品、及び該ラベルの製造方法に関する。耐熱ラベルの粘着層として、(A)シリコーン樹脂並びに(B)ポリメタロカルボシラン樹脂、亜鉛粉末、錫粉末及びアルミニウム粉末からなる群から選択される少なくとも1種を含有する半硬化(hardened)塗膜を採用することによって、高温条件において貼り付けが可能となる。 (もっと読む)
ジッパ付き袋、ジッパ端部成形装置及びジッパ貼り付け装置
【課題】ジッパの密閉性が高く開封時に破断しない。
【解決手段】ジッパ端部成形装置33は、超音波ホーン37のヘッダ38とアンビル39でジッパ5Aの端部に2段から成るかしめ部と溶融部を成形する。アンビル39にはジッパの端部における嵌合凸部及び嵌合凹部を嵌合状態でかしめるかしめ室42と、かしめ室42が内側に入り込む略楕円形板状凹部の溶融室41を設ける。かしめ室42ではジッパ端部の嵌合凸部及び嵌合凹部を嵌合状態で圧縮する。溶融室41では超音波でジッパ端部を溶融させて楕円形の内部に隙間なく流動させて所定形状で所定厚みに成形する。ジッパ付き袋は溶融部での密閉性が高く、穴や漏れを生じない。ジッパを開封すると嵌合凸部と嵌合凹部が両端のかしめ部で開封作動を止められ、溶融部の強度が高く開封時の負荷が集中しないので破断しない。
(もっと読む)
円筒状紙容器の成形装置
【課題】リッド成形部を備えた円筒状紙容器の成形装置で、たとえサック貼りされた胴部材にサック貼り誤差があっても、円筒状胴部を胴部保持具内に容易に収納でき、且つ胴部保持具の外周が膨らまずリッド成形が可能な円筒状紙容器の成形装置の提供にある。
【解決手段】胴部保持具50と、両側端にリッド成形雌型40と該リッド成形雌型内に嵌合するリッド成形雄型44とでなり、該胴部保持具50内にはサック貼り円筒状胴部10が保持され、一方側端のリッド成形雌型40の開口部42には、メンコ状の蓋部材30aが、他方側端のリッド成形雌型40の開口部42には、メンコ状の底部材20aが載置されているリッド成形部100を備えた円筒状紙容器の成形装置において、前記胴部保持具50がサック貼りされた円筒状胴部10の中間部10cのみを保持している円筒状紙容器の成形装置である。
(もっと読む)
商品収容シートの製造方法
【課題】
商品の形状や自由なレイアウトに対応可能なものとしながらも、取り込み不良による異状の発生を抑え、生産性を向上させる商品収容シートの製造方法を提供すること。
【解決手段】
本発明の商品収容シートの製造方法は、仕上げ形状よりも大判の台紙1bの一面のうち、非接着領域Uを除く部分領域に、フィルム2を貼り付けるための粘着液3を部分塗布する粘着液3塗布工程と、前記粘着液3塗布工程を経た大判の台紙1bを打ち抜き切断して、少なくとも所定の仕上げ形状および前記非接着領域U内の所定の切り込み口5を得る打ち抜き工程と、前記打ち抜き工程を経た仕上げ形状の台紙1aに、一体型のフィルム2を仕上げ形状全体を覆うように全面に貼り付ける貼り付け工程とを具備する。
(もっと読む)
スパウト付き袋の製造方法及び装置
【課題】 装置の能力アップを可能とし、袋口に挿入されたスパウトの位置決めに不確実性のないようにし、装置のコンパクト化及び簡素化を図る。
【解決手段】 両肩部28b,28cに袋口がある袋28の該袋口にスパウト42,43を取り付ける、間欠回転テーブル式のスパウト付き袋の製造装置。停止位置IIIで袋口へのスパウトの挿入、停止位置IVでスパウトと袋口のシールが行われる。袋挟持部材4,31が袋28の両肩部の間を挟持する。停止位置IIIにおいて、吸盤15〜18により袋口を開口し、吸盤19,54により袋の胴部を拡開し、スパウト挿入手段によりスパウト42,43を袋口に挿入し、それをスパウト挟持部材7〜10が挟持し、そのまま保持する。テーブル2の回転に伴い、袋28が停止位置IIIから停止位置IVに移動するとき、アーム20及び吸盤19が従動移動し、シール後、これらは停止位置IIIに復帰する。
(もっと読む)
製袋機
【課題】 重ね合わせた合成樹脂製シートをシールおよび切断して袋体を製造する際に、シール精度を向上させるとともに、装置の小型化を図る。
【解決手段】 シート送り出し手段30、31と、送り出し手段30、31の下流側において原反シート10が間に供給される一対のロール40、41とを備える。一対のロール40、41は、原反シート10を下流側に送り出すように互いに反対方向に回転可能で、一方のロール40の外周面には、原反シート10の融点以上に昇温可能な発熱体42が軸方向に設けられている。一対のロール40、41が互いの間隔が原反シート10より広くなった状態で、原反シート10が送り出し手段30、31で送り出され、一対のロール40、41が原反シート10を介して互いに接触する状態で、発熱体42にて原反シート10を融解させて切断し、切断された端部10b、15cを融着してシールする。
(もっと読む)
パッケージ
パッケージが、それぞれが物品を収容することができる第1のパック(P1)と、第2のパック(P2)とを含む。パックがそれぞれ底部と、底部と共同で物品をパックに収容する、第1の縁部(E1、E1’)および第2の縁部(E2、E2’)によって境界が制限される第1の面部(F1、F1’)とを有する。手段(JL)は第1および第2パック(P1、P2)を接続し、この手段は、少なくとも第1と、第2のストラップ(S1、S2)とを含む。パックの第1のポジションでは、それぞれのパックの第1面部(F1、F1’)は互いに対面し、第1および第2パックの第1縁部(E1、E1’)は互いに隣接し、第1および第2パックの第2縁部(E2、E2’)は互いに隣接する。第1および第2ストラップ(S1、S2)は、第1面部(F1、F1’)を横断して延び、第1ストラップ(S1)は、第1パックの第1縁部(E1)で、第1パックに対してヒンジ式に取り付けられ、第2パックの第2縁部(E2’)で、第2パックに対してヒンジ式に取り付けられ、第2ストラップ(S2は、第2パックの第1縁部(E1’)で、第2パック(P2)に対してヒンジ式に取り付けられ、第1パックの第2縁部で、第1パックに対してヒンジ式に取り付けられている。ストラップ(S1、S2)によって互いに接続しているとき、第1および第2パック(P1、P2)は、一方がもう一方に対して、少なくとも第1ポジションと、第2パックが第1パック(P1)に対して第1縁部(E1)を中心に回転する第2ポジションと、第2パック(P2)が第1パックに対して第2縁部(E2’)を中心に回転する第3ポジションとの間で、移動可能である。 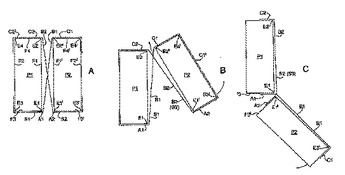 (もっと読む)
(もっと読む)
カートン基材への刃材の溶着方法及びカートン基材に刃材を溶着する装置並びにカートン
【課題】 カートン基材に刃材を安価に溶着できるようにするカートン基材への刃材の溶着方法及びカートン基材に刃材を溶着する装置並びにカートンの提供。
【解決手段】
シートを走行させながらその先端を切断して刃材30を形成する前に、シートを走行させるラインの途中で当該シートに熱可塑性合成樹脂を塗布して乾燥させる。その後に、シートを走行させながら、その先端を切断して刃材30を形成するとともに、この刃材30の熱可塑性合成樹脂が塗布された面をカートン基材2に押付けて刃材30をカートン基材2に超音波溶着する。
(もっと読む)
連続積層体、連続積層体の製造方法、および連続積層体の製造装置
【課題】 被包装体の充填を効率よく行うことができる連続積層体、連続積層体の造方法、および連続積層体の製造装置を提供する。
【解決手段】 本発明の連続積層体1では、第1のシート10の上に第2のシート20が重ねられ、前記第1のシート10と前記第2のシート20の両側端部領域10aと20a、および10bと20bどうしが、接合部2a,2bで接合されている。前記両接合部2a,2bの間の中間部2cには、前記第2のシート20にのみ、長手方向と交差する方向に延びるスリット30が、前記連続積層体1の長手方向に一定の間隔を空けて複数形成されている。
(もっと読む)
収納ポケットの製造方法
【課題】 作業性を良好にし得る収納ポケットの製造方法を提供する。
【解決手段】 中台紙6が挿入された収納ポケット1の開口部12を形成する際に、裏側シート5、中台紙6、表側シート4が順次積層された部分において、表裏方向から切断刃11を押し込み、中台紙6を残してシート4,5部分のみを切断することにより、中台紙6を切断することなく開口部12を形成する。その後、ストッパ18部分まで搬送し、中台紙6の前端をストッパ18に当て、開口部12から露出した中台紙6の一部をポケット1内の押し込む。これにより、中台紙6の挿入作業性を良好とする。
(もっと読む)
分包袋用積層フィルムおよびそれからなる分包袋
【課題】 従来の自動充填包装機(分包機)での取り扱い易さや透明性、開封性を損なわず、薬剤を長期保存することが可能な分包袋用材料を提供する。
【解決手段】 基材フィルムとヒートシール層とを有する積層フィルムであって、基材フィルムが二軸延伸ポリエステル系樹脂フィルムであり、ヒートシール層がポリエチレン系樹脂またはポリプロピレン系樹脂から構成され、積層フィルムの基材フィルム面及びヒートシール層面における表面固有抵抗が共に1010Ω以下であり、積層フィルムの水蒸気透過度が14g/m2・24hr以下であり、基材フィルムとヒートシール層の接着強度が200g/15mm以上であることを特徴とする分包袋用積層フィルム。
(もっと読む)
シートシール装置
【課題】 溶着切断装置を通過した筒状シートが安定した姿勢で正確な軌道上をゆっくり滑り落ち、筒状シートの下端が下方の装置へ確実に到達するシートシール装置の提供。
【解決手段】 長尺の筒状シート4を、溶着切断装置1を通過して吊り下げ、溶着切断装置1により筒状シート4を適宜長さ毎にその幅方向に沿って溶着すると共に、溶着部より僅かに下方において切断して短尺の袋を形成する装置であって、溶着切断装置1の下方において、筒状シート4の通過経路の側方に吸引板2を設置し、吸引板2の通過経路と対向する面13に吸引口及び突起部15を設ける。
(もっと読む)
141 - 160 / 178
[ Back to top ]