
Fターム[3E075DD12]の内容
紙容器等紙製品の製造 (16,236) | 製造工程(結合) (2,075) | 加熱による結合 (540) | 加熱手段 (520)
Fターム[3E075DD12]の下位に属するFターム
Fターム[3E075DD12]に分類される特許
161 - 178 / 178
伸縮性ストリップ付きバッグ及びその製造方法
プラスチックバッグ100は弾力性を有する伸縮性ストリップ120を含む。このストリップは、その縮んだ通常状態で、開口を縮めてバッグを目的物に保持する。ストリップは、バッグの第一及び第二の側縁106、108にわたってバッグの側壁に連続的に取り付けられる第一の領域150と、側壁に取り付けられない第二の領域152、154とを含む。ストリップの取付領域は縮まないが、側壁の一部分を蛇行させる。ストリップの非取付部分は縮んで、側壁を寄せ集める。プラスチックバッグの製造方法は、弾力性のある伸縮性テープを引き伸ばし、この引き伸ばしたテープをプラスチック材料からなるウェブに連続的に取り付けることを含む 。  (もっと読む)
(もっと読む)
詰替パウチ、詰替パウチの検査方法及び詰替パウチの製造方法

【課題】
ノズル部の先端部分を切り取って、内容物を他の容器に詰め替えるための注ぎ口となる注出口を形成するための切取り線の形成位置に、ずれが生じているか否かの判定を容易にすることができ、不良品の選別に手間を要さず、また、不良品の発生を容易に知ることができる詰替パウチ、詰替パウチの検査方法及び詰替パウチの製造方法を提供する。
【解決手段】
切取り線18をノズル部16に形成するに際して、切取り線18がノズル部16の所定位置に形成されているかどうかを判定するためのマーカー20を、切取り線18との相対的な位置関係が一定となるように、詰替パウチ10の任意の位置に形成する。
(もっと読む)
合成樹脂製袋製造装置

【課題】長尺の合成樹脂製フィルム体を送給するとともに、同合成樹脂製フィルム体を熱溶着して合成樹脂製袋を連続成形した溶着フィルム体とし、同溶着フィルム体にテンションを加えることなく各合成樹脂製袋に連続切断可能である合成樹脂製袋の製造装置を提供する。
【解決手段】溶着フィルム体10を合成樹脂製袋Bと残余部分bとに打抜切断する切断部Dと、この切断部Dで切断された合成樹脂製袋Bを搬出する搬出部Eを有し、切断部Dには、溶着フィルム体10を上方から押圧して切断する帯状切断刃23を配設した切断刃保持板を設けるとともに、切断刃保持板には、溶着フィルム体10を合成樹脂製袋Bごとに切離する切離用帯状切断刃と、不切断部を設けた帯状切断刃23とを配設して、切断部Dでは、不切断部を設けた帯状切断刃23により合成樹脂製袋Bと残余部分bとを連結部32で連結させながら溶着フィルム体10に切断線30を形成する。
(もっと読む)
複合材料で作られたパッケージングボディのケーシング部分内にキャップ要素をシーリングする装置
【課題】
できる限り少ない工程でシーリング加工を行うことができかつ異なる断面形状をもつケーシング部分にも容易に適合できる、複合材料で作られたパッケージングボディのケーシング部分内にキャップ要素をシーリングする装置を提供することにある。
【解決手段】
誘導リング(3)が設けられており、該誘導リングはケーシング部分を包囲しかつ該ケーシング部分の外周形状に適合し、誘導リングはリングを形成する少なくとも2つのセグメント(4、5、6、7)を有し、該セグメントは、これらのセグメントにより包囲される断面積が変化できるようにキャップ要素の平面内で変位でき、2つのセグメント(4、7)間の第一ジョイント(10)は電気的絶縁体として構成され、これにより、第一ジョイントで隣接するセグメント(4、7)間の電気的接触は全く存在せず、他のジョイント(11)は、セグメント相互の相対位置とは無関係に、隣接するセグメント間に電気的接触が存在するように構成されていることを特徴とするシーリング装置。  (もっと読む)
(もっと読む)
流体収納袋体の注ぎ口構造及びその形成方法
【課題】袋体注出部の素材を利用して注ぎ口の開口通路を立体的に保持する。
【解決手段】周囲縁辺を密閉した袋体の注ぎ口部を構成する2枚の注ぎ口フイルム間の軸方向に緊張支持フイルムを挟み、注ぎ口フイルムを外側に撓ませて緊張支持フイルムとの間に中空部を形成して2枚の注ぎ口フイルムと緊張支持フイルムの左右縁辺を一体に溶着し、注ぎ口部先端を切り取ったときに注ぎ口フイルムと緊張支持フイルム間に開口通路が保持されるようにする。この注ぎ口を形成する際は、注ぎ口フイルム間軸方向に緊張支持フイルムを介在させるとともに、注ぎ口フイルムを吸引して緊張支持フイルムとの間に撓みを形成し、この状態で2枚の注ぎ口フイルムと緊張支持フイルムの縁辺を溶着する。
(もっと読む)
包装袋用ガス抜き弁ラベルの製造方法
【課題】貼り合せるフィルムの位置合わせを容易にし、貼り合せ装置の機長を短くし、調整ロスを低減するとともに、貼り合せ工程で廃棄物となる剥離ライナーを使用せず、省資源及び環境への負荷の低減可能なガス抜き弁ラベルの製造方法方法を提供する。
【解決手段】基材シート1を、その空気孔1dを基準に端部ガイドを用いて位置合わせして貼り合せ装置に供給し、その上に基材シート1とほぼ同幅のカバーフィルム2を被覆し、さらにその上に2条の補強シート3を、空気孔1dを覆わないように対向させた位置に、端部ガイドで位置合わせして載せ、この状態で、2条の補強シート3の上から熱もしくは超音波を印加するか、あるいは溶剤もしくは接着剤を用いて、基材シート1とカバーフィルム2および補強シート3を一体に接合することによって、基材シート1とカバーフィルム2とで囲まれた間隙を、基材シート1の空気孔に連通して形成する貼り合せ工程を用いる。
(もっと読む)
再開閉機能を有する包装方法
【課題】従来のチャック袋の問題点である、充填工程での生産性を改善し、加工条件の幅が比較的広く、しかも再開閉機能を付与することによるコスト上昇を抑えた、再開閉機能を有する包装方法を提供することを目的とする。
【解決手段】走行方向に連続した肉厚部を、包装フィルムの幅方向の2箇所に形成する工程、この2条の肉厚部を対向して重ね合わせる工程、幅方向のサイドシールおよびエンドシールを所定ピッチで施して袋形状とする工程、重ね合わせた肉厚部に、繰り返し開閉可能な咬合部を、使用材料の最も高い融点もしくは融着温度以下で、雄雌同時に成形する工程、内容品を充填し、密封する工程を用いる。
(もっと読む)
自立性を有する軟包装袋と軟包装袋へのエア封入方法
【課題】収納部とは別に支持区尾増となりうる空隙部を設けて、空隙部にエアを封入して自立性を有する軟包装袋とする。
【解決手段】一辺の開口辺(11)を残してシール部(12)を形成させ、内部に内容物収納部(13)を形成させた軟包装袋(10)の、両側に形成されるシール部(12)の少なくとも一方のシール部に、軟包装袋の上部から下部まで連続して中央部分が未シール状態の空隙部である独立気室(14)が形成され、該独立気室と内容物収納部(13)とは、独立気室の内容物収納部側に形成されたエア封入口(15)を介して連通しており、開口辺(11)より内容物収納部を介して独立気室にエアを送入後、エア封入口を密封シール(16)して、独立気室にエアを封入する。
(もっと読む)
袋製造・充填方法および装置
【課題】費用効率の向上した袋製造・充填方法を提案する。
【解決手段】本発明は、少なくとも4つの縦方向継ぎ目を含む袋の製造・充填の方法および装置に関する。先行技術によれば、前記袋の製造は一般的にはチューブ状セクションを形成するためのフラットフィルムの縦方向溶着を含む。チューブ状セクションは個々のチューブ状部分に切断され、これらのチューブ状部分には追加縦方向継ぎ目が形成される。個々のチューブ部分の運搬も、その後の袋形成・充填工程への個々のチューブ部分の搬入も複雑である。この工程に使用される装置は値段が高く、故障しやすい。本発明の目的は、費用効率の向上した袋製造・充填方法を提案することにある。この目的を達成するために、袋を形成する材料がチューブ状材料(4)の形で巻出し装置(2、3、5)から袋形成装置(1)に供給され、袋形成装置(1)の中で、チューブ状材料(4)に、少なくとも袋(27)の大きな部分にわたってのびている縦方向継ぎ目(29)が形成される。 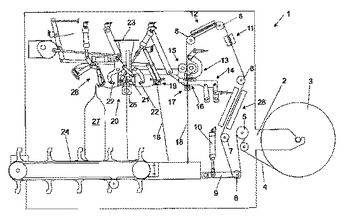 (もっと読む)
(もっと読む)
2つの重なっているフィルムを処理する装置および方法ならびにこの方法で製造される袋
【課題】本発明は、上部ツールおよび下部ツールを具備し、2つ重なっているフィルムを分離する装置に関し、更に、2つ重なっているフィルムを分離する方法ならびにこの方法を用いて製造された袋に関する。
【解決手段】上部ツールおよび下部ツールは、夫々、把持のために開放位置から閉鎖位置へ移行可能である、回動可能なフォークとして形成されている。これらのフォークの各々の自由端には、グリッププレートが形成されている。グリッププレートは、平らな載置面および非対称的に形成された切れ刃を有し、これらの切れ刃の後方の領域には、複数のリセスを有する。  (もっと読む)
(もっと読む)
筒状フィルム製造方法とその装置
物体に使用する筒状フィルムの製造方法とその方法を実行するための装置とのさらなる発展のために、筒状フィルム製造時の製造処理状況の複雑さを低減すると同時に、材料の無駄をほとんどなくすように、以下の組み合わせを示唆する:
フィルムウェブの2つの側部の各々を、ウェブの搬送方向に延びる各折り曲げ端に沿って上向きに折り曲げるための、少なくとも1つの事前折り曲げステーション;
2つの上向きに折り曲げられた側部を、フィルムウェブの中央部上にほぼ対称に押圧するための、少なくとも1つの平坦化ステーション;
各側部、特に横の各縁の近傍と、各側部と空間的に関係する中央部の部分とを結合することにより、筒状フィルムを形成するための、少なくとも1つの結合ステーション。  (もっと読む)
(もっと読む)
ラミネート材料から作られる容器、ブランク及び方法
ラミネート材料から成る容器であり、前記ラミネート材料は両側の、下向きに延びている第1及び第2の縁(12及び14)を有する。前記容器は、下記の特徴のひとつ又はそれ以上を有する。すなわち、第1の特徴は、前記ラミネート材料が繊維状のセルロース層(11)を包含し、この層(11)の大部分の繊維(13)の方向が前記第1の縁(12)に対して実質的に平行であること。第2の特徴は、前記容器がラミネート材料により作られて容器の本体を形成する片を包含し、前記容器がまた底部閉鎖挿入体を包含し、この挿入体の下に前記片の底部ストリップが折り曲げられて密封され、前記挿入体が前記片により取り囲まれている、実質的に環状のフランジを包含し、このフランジを取り囲む前記ラミネート材料の部分が、前記フランジを包み込んでいる上方区域と、前記フランジを包み込んでいなくて前記上方区域の高さの少なくとも5分の1の高さである下方区域とから成る。第3の特徴は、前記容器が、平らな頂部を有し、かつこの平らな頂部のコーナ部をおおっている補強材を包含する。  (もっと読む)
(もっと読む)
再閉鎖可能な袋
袋が、ジッパプロファイル部24、26によって再閉鎖可能である開口を有する。注ぎ口30が、ジッパプロファイル部のフランジから形成され、および、袋の内容物の計量供給に使用するために、その袋の内側から外に折り曲げられる。使用後には、この注ぎ口が折り曲げられて、袋がジッパによって封着させられる。この袋を形成するのに使用可能なジッパも開示され、その1つはスライダジッパである。この袋を作る方法と、この方法を実行するための装置とが、リールツーリール型、プリメイドバッグ型、および、製袋充填型のプロセスにおいて、これらのプロセスと組み合わせた形で開示されている。 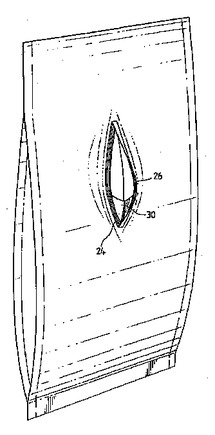 (もっと読む)
(もっと読む)
ポリマー被覆紙または厚紙の封止方法および装置
本発明はプラスチック被覆紙または厚紙から作られた部材の結合方法および装置に関する。本発明によれば、封止可能な部材はクランプ(8)で固定され、封止は、封止線に沿って動くレーザー封止手段(7)と、部材を押圧して分離して、封止点を継続して開いたまま保つ封止点を開く手段(9)と、開かれた封止点に導かれて被覆プラスチックを溶融するレーザービーム(11)と、最終的に部材を互いに押圧して封止を閉鎖する手段(12)とで行われ、プラスチックは固化するときに部材を結合する。本方法は、中でも、打ち抜き品(1)から形成された袋または容器梱包の側部封止に適用可能である。  (もっと読む)
(もっと読む)
ジッパーシール迅速変更モジュールを備えた縦型起立パウチ
既存の縦型形成充填包装機への迅速変更モジュールの改良によって構成される、ジッパーシール機構が組み入れられた縦型起立パウチ又は可撓性包装容器及びそれらの製造方法。本発明は包装フィルム管の第1側面にジッパーシール機構を導入し、且つ管に横方向シールを形成する前に管に沿って縦方向ひだを形成することにより、単一シートの包装フィルムから縦型起立パウチを製造する工程を含む。ジッパーシール機構は管を形成する長手シームに沿って包装フィルムシートを封着する前に、包装フィルムに取り付けられ、形成管基底に簡易に装着される迅速変更モジュールを部分的に含む。同様に、ひだは従来の縦型形成充填封着機に固定又は静止改良物を使用して形成され、縦型形成充填封着機は形成管の基底に簡単に装着される迅速変更モジュールを部分的に含む。 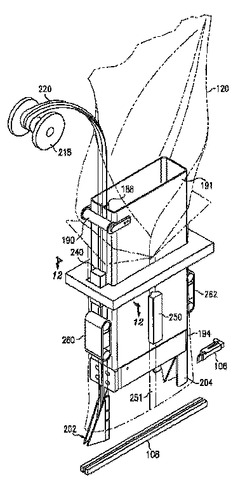 (もっと読む)
(もっと読む)
製袋機
【課題】スパウト10をプラスチックフィルム1の孔4に挿入する製袋機において、スパウトがプラスチックフィルムの孔に挿入されず、その状態でスパウトが送られることがないようにする。
【解決手段】プラスチックフィルム送り機構3によってプラスチックフィルムが送られ、孔形成機構5およびスパウト挿入機構8がそれと組み合わされ、プラスチックフィルムに孔が形成され、スパウトがプラスチックフィルムの孔に挿入される。さらに、スパウトがプラスチックフィルムの孔に挿入されなかったとき、センサによってそれが検出される。
(もっと読む)
包装袋およびその製造方法
【課題】従来例と比較して、開封口を手で開きやすく、見かけ悪さ等も気にならない包装袋およびその製造方法を提供する。
【解決手段】重ね合わされた2枚のシート25、26の周縁をシールして内部に収納部27を形成した包装袋において、2枚のシート25、26の一方のシート25に収納部27を横断するミシン目状の切れ目線10を2列形成し、切れ目線10に重なる位置で他方のシート26に、切れ目線10の幅よりも広い所定幅内で破断可能となるように多数の切れ目12が切れ目線10に沿って間欠的に並んだ破断ライン28を形成している。切れ目線10および破断ライン28は紙1およびその直下のポリエチレン層2に形成されている。
(もっと読む)
化学カイロ用収納袋とその製造方法並びにこの製造方法を実施するためのシール型、製造装置並びに発熱体
【課題】 シール部においてシール切れがなく、製造の際にシール部のすべりが生じない収納袋とその製造方法並びにこの製造方法を実施するためのシール型、製造装置並びに発熱体を提供する。
【解決手段】 化学カイロ用収納袋8のシール部3、4、6の内側に仮着部7を連接したことを特徴とする。
(もっと読む)
161 - 178 / 178
[ Back to top ]