
Fターム[3E078BB01]の内容
紙の機械的加工;段ボール製造機 (1,242) | 最終成形物 (348) | 段ボール (238)
Fターム[3E078BB01]の下位に属するFターム
片面段ボール (45)
両面段ボール (57)
複両面段ボール (13)
複両面以上の段ボール (4)
形状 (6)
機能が強化されたもの (58)
Fターム[3E078BB01]に分類される特許
1 - 20 / 55
ロケーター貼り止め装置
【課題】段ボール紙、板紙等のシートを打ち抜く抜型に、折目形成用補助材をセッティングするに際し、そのセッティングが正確に行われるように該折目形成用補助材に予めロケーターを貼り止めするためのロケーター貼り止め装置を提供する。
【解決手段】上面中央にロケーター7を配設した状態にて折目形成用補助材6を一定速度で水平に搬送するコンベアベルト50と、一対の粘着テープ21a,21bがその粘着面を下にして引き出されるテープ保持部17と、下面に粘着テープと略同幅の一対の案内溝27a,27bが隣り合わせに形成されたガイド部材24と、弾性パッド37a,37bにより粘着テープを軽く押圧する軽押圧ローラ30と、粘着テープを圧下し該粘着テープを折目形成用補助材に貼着する重押圧ローラ60と、外周面に一対の喰込用フランジ86a,86bが形成された喰込ローラ85を具備してなる。
(もっと読む)
段ボールシートのスリッタスコアラ装置及びそのスリッタナイフ及びスコアラの位置補正制御方法

【課題】所望するシート幅の段ボールシートを得るようスリッタナイフの幅方向の位置決めを効果的に行うことが出来るスリッタスコアラ装置を提供する。
【解決手段】本発明のスリッタスコアラ装置1は、段ボールシートの供給方向に対して幅方向に並列して配置されシートを切断するスリッタナイフ80,82を有する複数のスリッタ6と、複数のスリッタをシート幅方向にそれぞれ独立して移動させるスリッタ幅方向移動手段90,112,104,84,114,16と、複数のスリッタのうち生産オーダに基づいて使用されるスリッタを選択し、所望する段ボールシートの幅方向の寸法を基準にした初期位置に対し、スリッタナイフによる削り量に応じて幅方向の位置の補正量を算出し、この算出された補正量に基づいた位置にスリッタナイフを位置決めするようスリッタ幅方向移動手段を制御する制御手段とを有する。
(もっと読む)
段ボールシート、その製造方法、及び段ボール箱
【課題】プラスチックフィルムを貼り合わせた段ボールシート及び段ボール箱に、優れた機能性や優れた意匠性を付与し、また、少量生産を製造を可能にする。
【解決手段】表面から透明プラスチックフィルム3、接着層4、紙層5を有し、かつ、透明プラスチックフィルムに少なくとも裏面印刷層9が形成され、更に表面印刷層10が形成されている場合は見当合わせした両面印刷で形成された積層ライナー2と、通常のライナー8とを中芯7の両面に貼り合わせる。更に、枚葉化した段ボールシート1に、少量生産に適した枚葉印刷機による見当合わせした追い刷りで、内容物固有の情報の表面印刷層を形成する。この段ボールシートで段ボール箱を作る。また、表面印刷層でレーザー印刷用表示部を設け、レーザ印刷で製造番号等、包装内容物で変わる可変情報を印刷しても良い。
(もっと読む)
シート材の位置調整装置
【課題】貼合されるシート材の幅方向の端辺を揃える位置調整を、簡易な構成で精密に制御することができる位置調整装置を提供する。
【解決手段】位置調整装置1は、回転しない第一バー11及び第二バー12と、第一バー及び第二バーを間隔をあけて平行に且つ異なる高さに支持する一対のバー支持部10と、第一バーと第二バーとの間の仮想点を中心点とする円弧状部21を有し各バー支持部の外側に取り付けられた係合片20を備えると共に、円弧状部と係合する溝31が周面に形成され、架台50からそれぞれ立設された一対の固定支持部51に支持された車輪30を備える回転支持機構Mと、バー支持部に水平方向の力を加えるシリンダ装置40とを具備する。
(もっと読む)
段ボール貼合用接着剤及びそれを用いた貼合方法
【課題】ノーキャリア方式の澱粉接着剤において、初期接着力が高い低倍水糊を得る。
【解決手段】未糊化の澱粉粒の膨潤体積Vaが気乾状態における澱粉粒の体積の2.3倍以上3.2倍以下であり、この澱粉接着剤を糊化した後の澱粉粒の膨潤体積Vgが気乾状態における澱粉粒の体積の3.75倍以上4.80倍以下となり、かつVg/Vaの比が1.5以上1.7以下となるように澱粉接着剤を調製し、かつ、その接着剤を85℃にて膨潤糊化させたゲルの二重円筒型外筒回転式粘度計により歪み速度0.192sec−1で測定される剪断弾性率が2.0kPa以上5.0kPa以下であるようにする。
(もっと読む)
段ロール及びその再加工方法、及びシングルフェーサ
【課題】片面段ボールシートを製造するシングルフェーサで、使用後の段ロールを再加工するに際し、段ボールシート製造時の中芯消費量アップを抑制する。
【解決手段】上段ロール10の山部12の円弧状曲面の曲率を加工前と比べて大きくするように再加工する。また、下段ロール20の山部22の円弧状曲面の曲率を加工前と比べて大きくするように再加工する。このとき、上段ロール10の山部12の最大径をできるだけ維持するように研磨する。これによって、上下段ロール10,20の山部と谷部とを結ぶ段ロールの傾斜面長を短縮できるので、再加工後の上下段ロール10、20によって成形される両面段ボールシートjの波形中芯eの中芯dの消費量増加率を低減できる。
(もっと読む)
軽量原紙使用の強化段ボール及びその製造方法
【課題】
本発明は、120g/m2以下のライナーのテーバーこわさを向上して手触り感が増し、ハンドリング性が向上し、段ボールの軽量化を可能とする。しかも、段ボール箱とした時の罫線部コーナーに帯状に印刷塗工することにより、部分強化段ボールを効率的に製造可能することを課題とする。
【解決手段】
ライナーと中芯を貼合して製造する段ボールにおいて、段ボール製造装置であるコルゲータで貼合する以前に、予めプレプリント印刷方式にて、段ボールケースの表側となるライナーの表面に、水性の紙力強化剤を塗工し、印刷インクを印刷し、乾燥して、強化ライナーを作成し、その強化ライナーをマークカット制御装置を設置したコルゲータで貼合することを特徴とする段ボール及びその製造方法。
(もっと読む)
シート成形加工装置の受盤
【課題】シート成形加工装置のカウンタプレートの上面に取付けられる罫線型材等の受け部材の位置ズレや剥離による脱落を防止することである。
【解決手段】シート成形加工型14の下方に配置されたカウンタプレート16の上面に、シート成形加工型14に設けられた罫押し部材18とで段ボールシートSに罫線を形成する罫線型材21を設ける。その罫線型材21をカウンタプレート16の上面に形成された嵌合凹部25に嵌合し、カウンタプレート16に固着して取付けの安定化を図る。
(もっと読む)
改良された接着剤組成物
本発明は、接着剤組成物の総重量に基づいて接着剤成分7〜30重量%を含有し、接着剤成分が少なくとも一つのポリビニルアルコールおよび/または少なくとも一つのデキストリンおよび/または少なくとも一つの澱粉を含有し、さらにカルボマーおよび要すればホウ素化合物を含む水性接着剤組成物であって、該接着剤組成物がpH13以下を有しかつ、澱粉とホウ素化合物が接着剤組成物に存在するときには組成物中の全ての澱粉の91.0%以上が冷水不溶形態であることを特徴とする接着剤組成物を提供する。本発明はまた、上記接着剤組成物に基づく固体状乾燥プレミックス、その製造方法、または接着剤組成物の製造方法、およびこれらを用いて基材との接着結合を形成した物品を提供する。 (もっと読む)
罫線形成用面板
【課題】罫線形成用面板に設けた凹溝の底部に、紙粉や抜屑、ゴミ等の不要物が溜まらないようにする。
【解決手段】押罫部材に対向する表面に凹溝2を形成し、押罫部材との接近に伴い、押罫部材に押圧されたシートを凹溝2で受けて、シートに罫線を入れるように、両側部を加工機に固定し、下降時に中央部側が上方へ撓んで、裏面下方に空気が入り込む罫線形成用面板において、前記凹溝2の底部に、裏面へ貫通する貫穴3を設け、撓みがなくなって平坦に復元する際、裏面下方の空気が貫穴3を介して上方へ抜けるようにする。このような面板1を使用すると、空気が貫穴3から上方へ噴出するように抜ける際、凹溝2の底部に溜まっていた不要物が気流により吹き上げられて除去される。
(もっと読む)
エンボス加工用面版及び刻印形成方法
【課題】エンボス加工に際し、自由な図柄の刻印を鮮明に簡単な作業で形成でき、シートの破れや強度低下も防止できるようにする。
【解決手段】抜型Dに対向させてダイカッタ等の加工機に取り付けられ、抜型Dとの接近に伴い、抜型Dの切刃11及び押罫部材12を受け止めて、シートSに打抜及び罫入れ加工を施すと共に、抜型Dの押版13を受け止めて、シートSにエンボス加工による刻印2を形成する面版Cにおいて、抜型Dの切刃11及び押罫部材12を受け止める上受面mより窪んだ凹部15を、押版13の凸部14に対応して設け、押版13の凸部14でシートSを凹部15に押し込んで、シートSの表面nから浮き上がった刻印2を形成する。面版Cの凹部15により、シートSの表面nから大きな高さをもって浮き上がらせた鮮明な刻印2を形成でき、シートSの破れや強度の低下を防止できる。
(もっと読む)
抜型用面版
【課題】一度剥がした際に、貼着面が塵埃や水分等で汚れても清掃によって貼着力を復原でき、長期保存も可能で、貼着面が破損しなければ、貼着力が弱まることなく何度でも再利用できるようにする。
【解決手段】シート素材に切断線、折目用の罫線を形成するように、ダイ型と共に使用されるカッティングプレート20上に面版1を固着する。この面版1の貼着面側には、カッティングプレート20に対する貼り付け、剥離、再貼り付けが可能な非粘着性吸着層5を形成する。この非粘着性吸着層5は、無数の微細陥没穴6を有するミクロ吸盤構造の厚さ50〜150ミクロンのアクリル系樹脂層によって形成する。これにより、貼着面に糊等の接着剤を塗布しなくても、単に圧着するだけで、微細陥没穴6内が負圧状態となることで一定の固着能力を有し、何度でも貼り剥がしができる面版1を形成可能にする。
(もっと読む)
コルゲートマシン
【課題】スリッター装置の切り換え時において、トリム部分を適正な大きさで確実に切断してトリム吸入口ヘのトリム部分の吸入及び吸入停止を確実にするコルゲートマシンを得る。
【解決手段】段ボールシートSの両端部をスリッタースコアラー装置12のスリッター軸18の最外側のカッター19によりスリットすることで、段ボールシートSの両端部にトリム部分Tが発生する。スリッタースコアラー装置12に対して段ボールシートSの搬送方向下流側に、トリム部分Tを吸入する為のトリム吸入口20が支持台26を介して設置される。各スリッタースコアラー装置12のスリッター軸18とトリム吸入口20との間とされる箇所に、スリッタースコアラー装置12の幅方向に沿って移動させる移動機構30を介して、トリム部分Tの始端及び終端を切断する為のトリムカット装置36の本体部分が設置される。
(もっと読む)
コルゲートマシン、および段ボールの生産管理装置並びに生産管理方法
【課題】スリッタスコアラなどのオーダ切替に伴う不良以外の生産不良が発生した場合でも、多数の連続するオーダ中の各オーダ通りの生産を確保できるコルゲートマシンを提供する。
【解決手段】生産工程計画PN8について、生産不良が計画開始位置P3に到達した場合、生産不良が割り当てられる予定の段ボールシートは、オーダ4の2枚目シートと特定される。生産不良の除去工程がオーダ4の2枚目シートの位置に追加され、生産工程計画PN8が生産工程計画PN80に変更される。特定されたシートの生産工程とそれ以降の順位のシートの生産工程とが除去工程の追加に伴い繰り下げられる。生産工程計画PN80の切替不良の除去工程が実行された後、オーダ4の2枚目シートの生産工程は生産不良の除去工程の後に繰り下げられ、新たな生産工程計画PN81が作業メモリ380に記憶される。
(もっと読む)
筋を入れるための装置
【課題】平行な軸(3,4)の回りを逆方向に回転する円板形状の二つの筋入機構の間にリング状隙間を有する装置である。
【解決手段】筋を入れるために、一枚以上の紙葉から成る用紙(2)或いは紙、プラスチック又は金属から成る一枚のプレートをリング状隙間に通す。一方の筋入機構が、その円周面に向かって尾根様に先細になって行く尖端領域(11)を備えた筋入用カッター(5)として構成され、それに対向する筋入機構が、筋入用金床(6)として構成されており、筋入用カッター(5)の円周面には、尖端領域を間隔を開けた二つのカッターエッジ(13)に分離する中間スペース(12)が形成されている。
(もっと読む)
多重ウェブ貼り合わせのための整列装置およびその方法
本発明は段ボールのような多重原紙の貼り合わせで成り立つ貼合紙の製造のために貼合装置に投入されるウェブの位置を整列させてくれる多重ウェブ貼合装置の整列装置及びその方法に関することで、ウェブ供給部からウェブを供給受けて一定な高さで維持してくれるベース;上記ベースを通過するウェブの少なくともある一側端の位置を感知する感知部;上記ベースを通過するウェブの一側面に接触され、互いに分離された少なくとも二つで成り立って同一な操向角に同調されてウェブの位置を移動させることができる調整部;及びあらかじめ設定された位置に基準位置を設定して、上記感知部を通じて上記ベースを通過する上記ウェブの少なくともある一側端の位置を測定して、上記調整部を通じて上記基準位置に上記ウェブの対応位置を移動させてくれる制御部で成り立つ。  (もっと読む)
(もっと読む)
コルゲートマシン、および段ボールの生産管理装置、生産管理方法並びに生産管理プログラム
【課題】スリッタスコアラなどのオーダ切替に伴う不良以外の生産不良が発生した場合でも、多数の連続するオーダ中の各オーダ通りの生産を確保できるコルゲートマシンを提供する。
【解決手段】生産工程計画PN8について、生産不良が計画開始位置P3に到達した場合、生産不良が割り当てられる予定の段ボールシートは、オーダ4の2枚目シートと特定される。生産不良の除去工程がオーダ4の2枚目シートの位置に追加され、生産工程計画PN8が生産工程計画PN80に変更される。特定されたシートの生産工程とそれ以降の順位のシートの生産工程とが除去工程の追加に伴い繰り下げられる。生産工程計画PN80の切替不良の除去工程が実行された後、オーダ4の2枚目シートの生産工程は生産不良の除去工程の後に繰り下げられ、新たな生産工程計画PN81が作業メモリ380に記憶される。
(もっと読む)
リード罫線加工具、リード罫線加工方法および発泡シート
【課題】シート部材をリード罫線に沿って折り曲げる際に、シート部材に亀裂が発生するのを防いでシート部材の折り曲げ加工時の歩留まり向上できるリード罫線加工具およびリード罫線加工方法を提供する。
【解決手段】リード罫線加工具10は、シート部材に間欠状のカット線31と、カット線31間を押し潰して押し罫線32を加工する際に、シート部材に亀裂が発生しないようにするために押し罫線32を加工する押し罫線部先端23の断面形状が、R形状である。
(もっと読む)
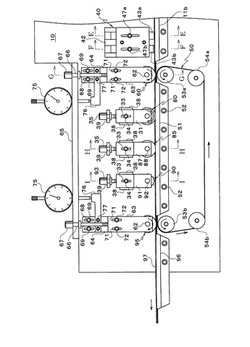
段ボールシートの製造装置
【課題】ロット替え時の段ボールウェブの不良部の発生を零にすることである。
【解決手段】スリッタ・スコアラ2の上流側に、コルゲータ1から送り出される段ボールウェブAの移送長さを検出するメジャリングロール4と、段ボールウェブAを現ロット尾端と次ロット先端に切り離すロータリシャー5を設けて、切り離し位置を現ロット最終の段ボールシートBの後端位置に合致させ、ロータリシャー5とスリッタ・スコアラ2の間で、切り離された現ロット尾端側の速度を増速して次ロット先端との間に間隔を開けて、切り離し間隔部がスリッタ・スコアラ2を通過する間にその使用を切り換え、ロータリカッタ3の入口側に、段ボールウェブAの送り込み速度の速度検出手段と、次ロット先端を検出する先端検出センサ7を設け、現ロット尾端側の残りの切断は速度検出手段の出力に基づいて、次ロット先端側の最初の1切断は先端検出センサ7の出力に基づいて行うようにした。
(もっと読む)
コルゲータの屑処理装置
【課題】 コルゲータのトリムをカッタブロアで吸引し、破砕しながらダクト内をサイクロンまで空気搬送しているが、電力使用量が大きいので省エネする。
【解決手段】 コルゲータスリッタ6で発生する段ボールシートのトリム5を検知すべくセンサ3を持ち、さらにトリム5を狭巾にスリットするための可変速のスリッタ1および狭巾にスリットされたトリムを切断するための可変速のカッタ2を持ち、細かくした段ボール屑を搬送すべく可変速のブロア4を設ける。
(もっと読む)
1 - 20 / 55
[ Back to top ]