
Fターム[3E172DA36]の内容
ガス貯蔵容器、ガスの充填、放出 (22,547) | 機能 (1,039) | 補強 (300) | FRP (169)
Fターム[3E172DA36]の下位に属するFターム
Fターム[3E172DA36]に分類される特許
41 - 60 / 117
高圧タンクの製造方法および高圧タンクの製造装置
【課題】ライナへの繊維の巻き付けの際の特に内層部の繊維の緩みの発生を抑制することができる高圧タンクの製造方法を提供する。
【解決手段】ライナ28とライナ28の外面に繊維を巻き付けた繊維層を含んで構成された補強層とを有する高圧タンクを製造する高圧タンクの製造方法であって、ライナ28を冷却してライナの外面に少なくとも1層目の繊維を巻き付け、繊維層を形成する高圧タンクの製造方法である。
(もっと読む)
高圧タンクの製造方法および高圧タンクの製造装置

【課題】ライナへの繊維の巻き付けの際の特に内層部の繊維の緩みの発生を抑制することができる高圧タンクの製造方法を提供する。
【解決手段】ライナ26とライナ26の外面に繊維を巻き付けた繊維層を含んで構成された補強層とを有する高圧タンクを製造する高圧タンクの製造方法であって、ライナ26の内部を負圧状態にしてライナ26の外面に少なくとも1層目の繊維を巻き付け、その後、ライナ26の内部を正圧状態にして少なくとも1層目より後の層の繊維を巻き付けて繊維層を形成する高圧タンクの製造方法である。
(もっと読む)
高圧タンク及び高圧タンクの製造方法
【課題】水素ガスが充填された加圧状態の高圧タンクにおいて、樹脂ライナーとFRP層との間の水素ガスの滞留を抑制する高圧タンク及び高圧タンクの製造方法を提供する。
【解決手段】高圧タンクは、樹脂ライナー12と、樹脂ライナー12に形成された微小球24を含む中間層20と、樹脂を含浸した繊維を中間層20に巻回して形成されたFRP層22とを有する。
(もっと読む)
複合容器の製造方法、及び、複合容器
【課題】FW成形中に繊維層を硬化させながら巻付けることができ、FW成形後に加熱炉で硬化させることが不要な複合容器の製造方法を提供する。
【解決手段】 容器を形作るライナー5に光硬化性の樹脂が予め含浸されたトウプリプレグ11をFW法により巻付けて繊維層を形成する。そして、ライナー5へのトウプリプレグ11の巻付け中にライナー5外部から光照射部7から光を照射することで、ライナー5に巻付けられたトウプリプレグ11の樹脂をライナー5の表面に近い側から離れる側に向けて徐々に硬化させる。
(もっと読む)
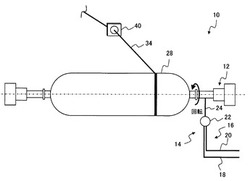
タンク構造体
【課題】内部に充填される流体の圧力が上昇しにくいタンク構造体を提供する。
【解決手段】内部に水素が充填されるタンク本体20と、タンク本体20の左端側に設けられたリリーフ弁30と、を有し、燃料電池車100に搭載される水素タンク10と、水素タンク10を囲繞する囲繞体40と、囲繞体40の内面40a(水素タンク10側の面)に設けられ、温度上昇すると発泡し断熱層52を形成する熱発泡性断熱層51と、を備え、発泡前の熱発泡性断熱層51と水素タンク10との間には隙間Sが形成されていることを特徴とする水素タンク構造体1である。
(もっと読む)
ガスシリンダのための追跡情報を作成するための方法及びシステム
【構成】未加工金属片(3)から製造された金属シリンダ本体(2)を有するガスシリンダ(1)のための追跡情報を作成するための方法は、未加工金属片(3)に識別コード(20)を含んだ個別マーク(19)を付する工程と、未加工金属片(3)の少なくとも一つの変態又はコントロール処理中に、個別マーク(19)を読み取ることにより未加工金属片(3)の識別コード(20)を識別し、変態又はコントロール処理の結果の少なくとも一つの処理パラメータを識別コード(20)と関連付ける工程と、その処理パラメータの識別コートとの関連性に関する情報をデータベース(21)に保存する工程とを含んでいる。 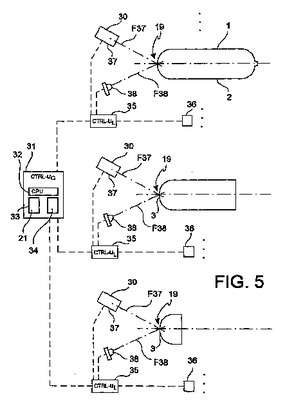 (もっと読む)
(もっと読む)
樹脂製ライナーとこれを有する高圧ガスタンク
【課題】シリンダー部との接合部位のドーム部外周における補強用の繊維巻回の低減と強度確保の両立を図る。
【解決手段】高圧ガスタンク10は、樹脂製ライナー20を繊維強化樹脂層30で覆って補強する。樹脂製ライナー20は、円筒状のシリンダー部22の両側に球面形状のドーム部24を接合して備え、シリンダー部22との接合部位におけるドーム部24の拡径側にタンク軸回りに陥没した陥没部位25に、補強環状体26を嵌合装着させている。この補強環状体26は、ライナー形成に用いる樹脂より高強度とされ、シリンダー部との接合部位の強度を確保する。
(もっと読む)
高圧タンク
【課題】簡便な手段によって、表面樹脂層の破壊を防止することが可能な樹脂製の高圧タンクを提供することである。
【解決手段】高圧タンク10は、高圧ガスの収容空間17を形成する樹脂製のライナー11と、ライナー11の外表面を被覆する繊維強化樹脂層12と、繊維強化樹脂層12の一部である表面樹脂層に溶剤を塗布して発泡させることで多孔化した表面発泡樹脂層13と、を備える。表面発泡樹脂層13は、例えば、塗布する溶剤量を適切に調整することでタンクのバースト強度を低下させることなく多孔質構造の形態を調整することができ、ガス透過性を向上させることができる。
(もっと読む)
圧力容器
【課題】安定した品質が確保された圧力容器を提供する。
【解決手段】圧力容器は、ライナ10の外周表面に、ライナ10を被覆する繊維強化樹脂層を備える。繊維強化樹脂層は、連続する複数の繊維と、該繊維間を埋めるように含浸された樹脂とからなり、断面が平行四辺形状のテーププリプレグ30の端部を重ね合わせながらライナ10に巻きつけ、次いで、樹脂を硬化させることにより形成される。
(もっと読む)
複合容器
【課題】強化層の厚み方向の熱伝導率が高く、プレクール条件を緩和できる複合容器を提供する。
【解決手段】強化用繊維と長さ1mm以下の炭素繊維を含有する樹脂組成物の硬化物とからなる強化層を容器の外側に配置した複合容器。強化用繊維と樹脂組成物の組み合わせはトウプリプレグであることが好ましい。容器は口金つきの中空ライナーであることが好ましい。強化用繊維は炭素繊維であることが好ましい。強化層の熱伝導率は3W/(m・K)以上20W/(m・K)以下であることが好ましい。
(もっと読む)
圧力容器の製造方法
【課題】FRP層の形成時における熱硬化樹脂の染み出しが抑制された圧力容器の製造方法を提供する。
【解決手段】圧力容器の製造方法は、中空部を有する筒状の基材表面に熱硬化性樹脂を含浸させた繊維を巻回させる工程と、該熱硬化性樹脂を硬化させて、該基材表面にFRP層を形成する樹脂硬化工程S20と、を順に有する。また、樹脂硬化工程S20に併行して、FRP層の外側に外圧を付与し、かつ、基材の内側に、外圧に対抗する内圧を付与する圧力付与工程(S200)を有する。
(もっと読む)
複合容器の製造方法
【課題】 複合容器の効率的な製造方法を提供する。
【解決手段】 容器を形作るライナー1を回転させつつ、繰出装置17から、熱硬化性の樹脂が予め含浸された繊維Fを繰り出させることで、ライナー1に繊維Fを巻付ける。この際、ヒータ22により、ライナー1の内部から加熱することで、前記繊維Fに含浸された樹脂をライナー1の表面に近い側から離れる側に向けて徐々に硬化させ、この硬化に伴って前記樹脂を発熱させる。前記熱硬化性の樹脂配合物中には多官能性樹脂を配合するとよい。
(もっと読む)
フィラメントワインディング装置およびフィラメントワインディング方法
【課題】フィラメントワインディング法による高圧ガスタンクの製造工程において、強化繊維を巻き付ける際に、タンク容器を確実に保持する技術を提供する。
【解決手段】フィラメントワインディング(FW)装置100は、第1の回転軸110と、第2の回転軸120とを有する。FW装置100は、第1と第2の回転軸110,120の互いに対向する軸端部111,121によってタンク容器10の容器壁を狭持させることにより、タンク容器10を保持する。軸端部111,121には、軸端部111,121同士を引き合わせるように電磁力を発生させる電磁力発生部20が設けられている。
(もっと読む)
複合容器の品質判定装置及び方法
【課題】容器を形作る金属製ライナーをこれに巻装された繊維材料と樹脂とで強化した複合容器について、破壊検査を行うことなく、強度不足の容器を発見する。
【解決手段】複合容器を非破壊検査して、樹脂内部の空隙の体積を空隙ごとに測定する(S1〜S6)。各空隙の体積と予め定められた第1閾値とを比較して、第1閾値を超える空隙が存在する場合に、測定した複合容器を排除する(S7)。全ての空隙の総体積と予め定められた第2閾値とを比較して、空隙の総体積が第2閾値を超える場合に、測定した複合容器を排除する(S8、S9)。
(もっと読む)
高圧タンク
【課題】高圧タンクにおいて、分子量の小さい気体がタンクの外に向かって透過することで生じ得るタンクの損傷を抑制することである。
【解決手段】高圧タンク10は、タンクの内形を形成するライナー部20と、ライナー部20の外側面に繊維補強材を巻き付けてタンクの外形を形成するシェル部30とを備え、シェル部30は、最内層32とシェル本体層34を含み、最内層32は、樹脂と繊維との間の接着強度がシェル本体層における樹脂と繊維との間の接着強度よりも低い繊維補強材によって構成され、シェル本体層34は、最内層の外側面に巻き付けられ、樹脂と繊維との間の接着強度が通常の繊維補強材で構成される。最内層32は、適当な外力によって、樹脂割れ、層間剥離を生じ、気体通路をライナー部20とシェル本体層34との間に形成することができる。
(もっと読む)
高圧ガスタンクの製造方法と製造装置
【課題】繊維強化樹脂層を樹脂製ライナーの外周に形成した高圧ガスタンクの形状維持に有益な新たな製造手法を提供する。
【解決手段】中間生成品タンク12は、樹脂容器製のライナー10の外周に熱硬化前のエポキシ樹脂を含浸した繊維強化樹脂層20を備える。繊維強化樹脂層20のエポキシ樹脂の熱硬化に際しては、タンク軸支シャフト112にて軸支した中間生成品タンク12にライナー軸方向に沿った超音波振動を付与しつつ、中間生成品タンク12を加熱してエポキシ樹脂を熱硬化させる。
(もっと読む)
高圧ガスタンクの製造方法
【課題】高圧ガスが高圧ガスタンクを透過する際の異音の発生を抑制する。
【解決手段】樹脂性容器のライナー外周部にFW法により繊維を巻き付けて、熱硬化性樹脂含浸の繊維強化樹脂層を形成し、その後、熱硬化装置にて加熱して熱硬化性樹脂を熱硬化させる。次いで、繊維強化樹脂層の最外周部に熱硬化して形成され樹脂熱硬化層に、研磨材Bを用いたショットブラスト処理を施す。
(もっと読む)
樹脂ライナ、および、流体容器
【課題】流体容器に用いられる樹脂ライナにおいて、複数の樹脂ライナ構成部材の接合部における強度を向上させる。
【解決手段】樹脂ライナ10は、筒状部10taを有する樹脂ライナ構成部材10aと、筒状部10tbを有する樹脂ライナ構成部材10bとを備える。筒状部10taの開口部には、接合部10caが形成されており、筒状部10tbの開口部には、接合部10caと接合される接合部10cbが形成されている。接合部10ca,10cbは、互いに接合したときに、筒状部10taと筒状部10tbとの接合部近傍の外周面が面一となる形状を有しており、筒状部10ta,10tbにおいて、接合部10ca,10cbの近傍領域における肉厚Ta2,Tb2は、それぞれ、他の領域における肉厚Ta1,Tb1よりも厚い。
(もっと読む)
圧力容器の製造方法および圧力容器
【課題】物理的強度を向上させた圧力容器を簡便に作製する。
【解決手段】圧力容器の製造方法は、中空形状のライナを作製するライナ作製工程S104と、ライナに水分を吸収させる水分吸収工程S106と、水分を吸収させたライナの外周部分に、熱硬化性樹脂を含浸させた繊維を巻きつけるフィラメントワインディング工程S108と、熱硬化性樹脂を硬化させ、ライナを被覆する繊維強化樹脂層を形成する硬化工程S110と、を含む。
(もっと読む)
ガスタンク
【課題】部品点数及び製造工程を削減して製造コストを抑えることができ、また、溶着箇所からのガス漏出の虞も払拭することが可能なガスタンクを提供する。
【解決手段】筒状をなす胴体部11aの長手方向両端側に長手方向外側に向かうに従い漸次縮径する肩部11bが形成されたガスタンク11であって、筒状の樹脂ライナ13と、樹脂ライナ13の長手方向両端に設けられたバルブ側口金部材12A及びエンド側口金部材12Bとを備え、樹脂ライナ13の両端に設けられたバルブ側口金部材12A及びエンド側口金部材12Bは、肩部11bを形成するフランジ部32を有し、樹脂ライナ13は、胴体部11aを形成する筒状部13aを有し、フランジ部32の端部と筒状部13aの端部とが接合されている。
(もっと読む)
41 - 60 / 117
[ Back to top ]