
Fターム[3F022MM05]の内容
Fターム[3F022MM05]に分類される特許
101 - 120 / 211
ピッキング設備
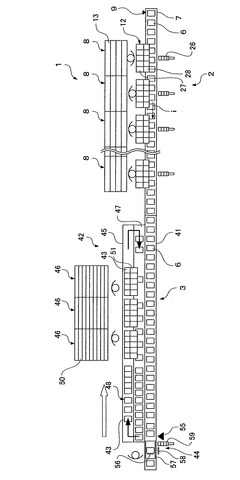
【課題】作業効率と設備費のバランスを取ることを可能とするピッキング設備を提供する。
【解決手段】店舗から注文された物品は、まず自動投入ライン2において集品され、自動投入ライン2より、主搬送経路を形成する第1コンベヤ装置7により搬送される物品集品容器6に自動投入され、また人手投入ライン3で集品されて荷合わせ投入部44へ供給され、荷合わせ投入部44において物品集品容器6に人手で投入される構成とし、自動投入ライン2と人手投入ライン3が混合された設備とする。よって、店舗より注文される頻度が高い高頻度の物品を自動投入ライン2により効率的に集品し、店舗より注文される頻度が低い低頻度の物品を人手投入ライン3により、自動投入ライン2より安価な設備で集品することができ、作業効率と設備費のバランスを取ることができる。
(もっと読む)
自動倉庫の運転方法

【課題】出庫能率を向上し得る自動倉庫の運転方法を提供する。
【解決手段】複数の保管棚12が、幅方向に並列に配置される。保管棚12,12の間に、左右両側の保管棚12,12に対する入庫作業および出庫作業を行なうスタッカクレーン20が配置される。保管棚群の前側に、各スタッカクレーン20と対応して出庫ステーション32が夫々設定され、該出庫ステーション32と受取位置33との間を出庫台車34が往復移動するよう構成される。受取位置33に待機する出庫台車34に鋼材束14を移載したスタッカクレーン20は、制御装置28からの出庫要求信号の入力により、出庫台車34の現在位置に関係なく、次の出庫対象の鋼材束14の受取り作業を開始する。
(もっと読む)
自動倉庫および入庫方法
【課題】配替えや再入庫の作業を低減し、出庫能率を向上し得る自動倉庫および入庫方法を提供する。
【解決手段】第1置台32aに載置した鋼材束14に対し、次に移載される鋼材束14の出荷先が同一の場合は、第1置台32aに2束の鋼材束14が揃ったときに、両鋼材束14,14を第1トラバーサ34aで第1待機部36aまたは第2置台32bに移載する。これに対し、次に移載される鋼材束14の出荷先が異なる場合は、第1置台32aに載置されている鋼材束14を、第1待機部36aまたは第2置台32bに移載する。そして、第1待機部36aに載置されている鋼材束14と出荷先が同一の鋼材束14が第1置台32aに載置されると、第1トラバーサ34aは第1置台32aの鋼材束14を第1待機部36aに移載し、同一出荷先の鋼材束14を纏め、この鋼材束14を第1スタッカクレーンで保管部に移載する。
(もっと読む)
作業管理システム、作業管理方法、及び管理計算機
【課題】従来は、作業員の動作・位置と商品等の動き・位置を同時に正確に把握できず、正しい作業内容の把握・評価ができないという問題があった。この問題を解決し、作業管理とさらに品質管理も実現できるシステムを提供する。
【解決手段】センサネットワークを利用し、第1のセンサノードにより作業員の動作情報および位置情報を取得し、第2のセンサノードにより物品の状態情報と位置情報の少なくとも一方を取得し、これらの取得情報を組み合わせて、作業員の動作解析、作業内容の特定、作業状況評価を行うことを特徴とする。
(もっと読む)
ストッカ及びスタッカ装置の制御方法
【課題】収納能力を高める。
【解決手段】一方向に伸延する保管棚2において、その伸延方向に直交する方向に沿って、保管物9が載置される載置領域を2つ設ける。保管物9は、その下面における保管棚2の伸延方向両側を支持された状態で保管棚2に載置される。保管棚2とポート3との間で保管物9の移載を行うスタッカ装置4は、保管棚2の伸延方向と直交する方向に沿って進退可能なハンド47を有している。載置された保管物9の下面と当接するハンド47の当接面の進退方向に沿う長さは、保管棚2においてハンド47の進退方向に沿って設けられる2つの載置領域に跨る長さ以上である。ハンド47は、当接面が当該2つの載置領域のうち、スタッカ装置4側に位置する載置領域と鉛直方向に重なる位置まで前進する状態と、当該2つの載置領域の両方と鉛直方向に重なる位置まで前進する状態とを取り得る。
(もっと読む)
三次元自動化選択モジュール
個々の商品または複数の商品がコンベヤの垂直スタック(またはラック)に保管される。コンベヤのスタックは、カートン、荷物及び/またはパレットが積載される垂直輸送機の両側に配置される。垂直輸送機は、エレベーターのような形式で上げられることが出来、コンベヤ上の荷物は、保管ラックコンベヤのさまざまなレベルから商品を受けることができる。積載プロセスの速度を上げるために、商品はコンテナの両側から同時に及び/または順次に積載されることができる。ある形態では、クロスベルトコンベヤが商品を積載するのに使用される。代替的叉は付加的にロボットアームが商品を積載するのに使用される。一つ以上のコンベヤドライバーが、商品をコンベヤの積載位置に牽引するために多数のコンベヤを駆動するのに使用される。 (もっと読む)
物品の荷揃え方法
【課題】 少ない人数と分岐レーンでもって物品を効率的に同一出荷先の所定数の物品を1単位として荷揃えできるようにする。
【解決手段】 供給コンベヤ10の片側に24の分岐レーン11を設け、同分岐レーンから払い出される物品2をパレット積み付けステーション15へ送る搬出コンベヤ14を設け、分岐レーン11を固定的割り付けの固定分岐レーン群Kの分岐レーン11と,未割り付けの状態であれば出荷先を自由に割り付け可能とする自由分岐レーン群Fの分岐レーン11とに分け、固定分岐レーン群Kの分岐レーン11が満杯となって貯えられなくなると、その時点で自由分岐レーン群Fの未割り付けの分岐レーン11がその出荷先に割り付けられて物品2を貯えるようにし、同一出荷先に割り付けられた両群の各分岐レーン11に1出荷パレットに積み付けられる数だけ貯えられると、両群の分岐レーン11に貯えた物品2を搬出コンベヤ14へ払い出す。
(もっと読む)
カラーフィルタ製造ライン
【課題】自動倉庫と処理ラインを接続したカラーフィルタ製造ラインにて、直前工程での不良が検出された際に、検査のための直前工程への投入作業量を低減させ、生産性の阻害を軽減させるカラーフィルタ製造ラインを提供する。
【解決手段】処理ライン(Li、i=1〜(n−1))は、その搬出装置(ULD−i)から検査・修正装置(18−i)へガラス基板を逆搬送する逆搬送手段(30−i)を有し、処理ライン(Li、i=2〜n)は、a)その搬出装置(ULD−i)から、直前工程の搬入装置(LD−(i−1))又は搬出装置(ULD−(i−1))へガラス基板を搬送し、b)また、直前工程の搬出装置(ULD−(i−1))から、処理ライン(Li)の搬出装置(ULD−i)へガラス基板を搬送する搬送手段(50−i)を有する。
(もっと読む)
物品収納設備
【課題】搬送能力の向上を図ることができながら、部品の交換作業やメンテナンス作業の複雑化を抑制できる物品収納設備の提供。
【解決手段】制御手段8が、一部作動モードにおいては、複数台の移動体3のうちの走行経路6の長手方向に沿う並び順序において物品支持部5に近接する側の一部のものを物品搬送作動用の移動体3として選択する状態で、その選択された一部の移動体3を物品支持部5と複数の収納部4のうちの移動体3が移載対象とする収納部4との間を走行させ且つ複数台の移動体3のうちの物品搬送作動用の移動体3として選択されない移動体3を物品搬送作動用の移動体3として選択された移動体3の走行範囲から退避させた退避位置30に走行させる形態で物品Bの搬送を行わせるように、複数台の移動体3の作動を制御する一部移動体作動搬送処理を実行するように構成されている。
(もっと読む)
仕分カート及び仕分システム
【課題】仕分カートにおいて商品の個数を導出する精度と速度とを適切に確保する。
【解決手段】仕分カートの完了判定処理では、コンテナに収容された商品の重量を示す計量信号Ws2が計量器24により検出され、その計量信号Ws2が時間的に安定したか否かが安定判定部81により判定され、安定したと判定された計量信号と商品の基準単重とに基づいて、コンテナに収容された商品の個数が個数導出部82により導出される。安定判定部81が用いる判定条件は、商品の単重の変動(ばらつき)の程度を示す単重変動率に応じて条件変更部84により変更される。このため、商品の個数を導出する精度と速度とのバランスを単重の変動の程度に応じて調整できる。その結果、商品の個数を導出する精度と速度とを適切に確保できる。
(もっと読む)
スタッカークレーン搬送設備
【課題】壁面に沿って移動し、壁面に形成された受け渡し口との間で被搬送物の受け渡しを行うスタッカークレーンを備えた搬送設備において、安価な構成で故障したスタッカークレーンの作業を代行すること。また、スタッカークレーン間の被処理体の受け渡しを容易にすること。
【解決手段】複数のスタッカークレーンが移動する軌道を共有化して、更に複数のスタッカークレーンが故障時に退避するための退避領域を設ける。また、複数のスタッカークレーンの間に被処理体を一時的に保管するための中間受け渡し部を設けて、この中間受け渡し部を介してスタッカークレーン間の被処理体の受け渡しを行う。
(もっと読む)
予想品目ピッキング・レートに従う在庫配置のための方法及びシステム
予想品目ピッキング・レートに従う在庫配置のための方法及びシステム。一実施形態では、この方法は、いくつかの在庫品目のそれぞれについて、予想ピッキング・レートをそれぞれ求めること、及び予想ピッキング・レートに応じて、各品目について、在庫貯蔵エリアのいくつかのゾーンのうちの対応するゾーンを選択することを含む。在庫貯蔵エリア内にゾーンを物理的に配置することができ、それによって第1の最も内側のゾーンが、1つ又は複数の他のゾーンによって次々に、かつ少なくとも部分的に取り囲まれる。この方法は、所与のゾーン内に貯蔵された所与のグループの品目のメンバの予想ピッキング・レートが、その所与のゾーンを少なくとも部分的に取り囲む、連続するゾーン内に貯蔵された別のグループの品目のメンバのそれぞれの予想ピッキング・レート未満となるように、対応するゾーン内に各品目を貯蔵することをさらに含むことができる。  (もっと読む)
(もっと読む)
ストッカ
【課題】入庫口および出庫口で任意の製品の自由な出し入れとスタッカクレーンの無駄動作を無くし、製品移動の時間短縮を可能とする。
【解決手段】本発明のストッカ1は、製品3を入庫する入庫口1aと入庫した製品3を出庫する出庫口1bとを備えた入出庫部9と、入庫した製品3を保管する保管棚10と、入出庫部9の入庫口1aおよび出庫口1bと保管棚10との間で製品3を移送するスタッカクレーン2よりなる第1の移送機構とを備え、入出庫部9は当該入出庫部9内において、入庫口1aと出庫口1bとの間で製品3の移送を行う例えばピック&プレース機構で構成された製品受け渡し機構部6よりなる第2の移送機構をさらに備えている。
(もっと読む)
物品の輸送及び貯蔵のためのカート
カート100は、旅客荷物等の物品を貯蔵し、例えば空港の分類装置と航空機との間を輸送するためのものあり、シャーシ104と、貯蔵部102と、を備えている。貯蔵部は、1つ以上の棚108を備えており、重力の作用下において、物品が、カート102のカートの荷積み端部114と荷下ろし端部116との間を移動できるように、各棚はシャーシ104に対して傾斜している。解除可能な閉鎖構造体118は、端108の下方端に設けられている。閉鎖構造体は、非閉鎖状態において、棚108の延長部を形成している。カートは、手動の又は自動の、物品の荷積み及び荷下ろしに、適している。  (もっと読む)
(もっと読む)
一時保管棚装置
【課題】天井付近に敷設された軌道を走行して収納容器を搬送するOHTにおいて用いられる収納容器を一時的に保管する一時保管棚装置であって、収納容器の識別情報の目視確認や、保管棚からの収納容器の摘出を容易に実行できる一時保管棚装置を提供する。
【解決手段】天井付近に敷設された軌道に沿って走行する懸垂式昇降搬送装置により搬送される被搬送物を一時的に保管し、軌道に沿った位置に設置される一時保管棚装置であって、被搬送物を載置する棚手段と、被搬送物を載置した状態で棚手段を昇降させる昇降手段と、を有する。
(もっと読む)
移動駆動ユニットを位置させるシステムおよび方法
目録品を移送する方法が、移動駆動ユニットの割り当て状態を判定することを含む。本方法はまた、前記移動駆動ユニットが現在、タスクを完了させつつあるのではないと判定するのに応答して、前記移動駆動ユニットの前記割り当て状態に基づいて前記移動駆動ユニットについてある位置を選択することも含む。本方法はさらに、選択された位置を同定する情報を前記移動駆動ユニットに送信することを含む。
 (もっと読む)
(もっと読む)
作業関連情報提供システム、及び作業関連情報提供方法
【課題】仕分け作業の管理に必要な情報をリアルタイムに提供する。
【解決手段】HMDサーバ10が、作業者用HMDユニット31が備えるカメラ装置によって撮影された作業者の作業視界情報を取得し、取得した作業視界情報を作業関連情報として管理者用HMDユニット20に送信する処理を行い、管理者用HMDユニット20が、作業視界情報の取得要求を行い、その取得要求に応じてHMDサーバ10から送信された作業視界情報を受信し、受信した作業視界情報を管理者用HMDユニット20が備えるHMDに表示する。
(もっと読む)
物品移載装置及び物品移載システム、物品移載方法
【課題】 レトルトパウチ、輸液バッグのような物品を熱処理する設備システムを簡略にし、設置スペースを縮小し、熱処理品質を向上させる物品移載装置、物品移載システム、物品移載方法を提供する。
【解決手段】 上下多段にトレイ20を定ストロークで出し入れ可能に収納したトレイ引出式の熱処理用筐体30と、筐体30から引き出されるトレイ20に対して熱処理済みの物品3bをトレイ20から搬出するアンローディングと、筐体30に入れ戻されるトレイ20に対して未熱処理の物品3aをローディングする、両機能を備えた物品移載装置F1を筐体30のトレイ出し入れ側に併設する。
(もっと読む)
管理システム
【課題】 新規に持ち込まれた物品の登録作業を簡単にし、かつ、読取速度を高速に保って迅速で効率的な商品管理を可能にすること。
【解決手段】 無線タグ63の存否を確認は、タグUIDを読み取るだけであり、リーダ装置21を比較的高速の第1モードで動作させることができる。つまり、新規なタグUIDが検出されない限り、リーダ装置21による無線タグ63の読み取りを迅速化することができるので、商品61の管理を迅速で信頼性の高いものとすることができる。一方、新規なタグUIDが検出された場合、リーダ装置21を第2モードで動作させ、新規なタグUIDに関連づけられたその商品61のタグユーザデータを収集することができるので、本物品管理システム10の管理対象となる商品61に関するデータベースすなわちタグデータマスタの自動的で迅速な蓄積が可能になる。
(もっと読む)
半導体製造設備と搬送装置の制御装置及びその制御方法
【課題】バッチ処理を行なう半導体製造設備においては、バッチ組みされたキャリア全てを搬送した後に、何らかの異常が発生した際には作業者による対応が必要であり、半導体製造設備及びキャリアに待ち時間が発生するという課題を有している。
【解決手段】ホストコンピュータ101からの指示に従い、バッチ組みを実施したキャリアの搬送指示及び異常時にその対処方法の判断を実施するバッチ制御手段102、搬送装置106に対してキャリアの搬送指示と搬送状況の管理を行う搬送制御手段105、半導体製造設備104に対して搬送されてきたキャリアの確認と処理の指示を実施する装置制御手段103からなる。その結果、搬送装置106又は半導体製造設備104にて何らかの異常が発生した場合でも、半導体製造設備104及びキャリアに待ち時間を発生させることなく処理を続行することができる。
(もっと読む)
101 - 120 / 211
[ Back to top ]