
Fターム[3F064BB03]の内容
ウェブロールの交換 (2,790) | 新、旧ウェブの接続 (649) | 接続手段による仕分け (247) | 融着、溶着(溶接を含む) (48)
Fターム[3F064BB03]に分類される特許
1 - 20 / 48
スプライサー
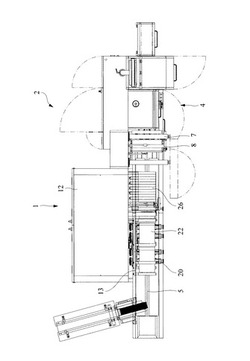
【課題】 予備用の帯状フィルムをフィルム掛け渡し部にセットすることで簡単にフィルムの接続が行えるようにすること
【解決手段】 回転支持体13の前面に複数の原反ロール支持部20を設け、原反ロール支持部に隣接してフィルム掛け渡し部30を設ける。フィルム掛け渡し部は、平行に配置された第1ローラ31及び第2ローラ32と、両ローラ間に配置されたフィルム固定部36を有する。予備用の原反ロールから引き出された帯状フィルムが第1ローラに掛け渡されるとともにフィルム固定部で固定し、供給用の原反ロールから繰り出される帯状フィルムは、第2ローラに掛け渡され、フィルム掛け渡し部に固定された予備用の原反ローラから引き出された帯状フィルムと重なる経路を取り、フィルム掛け渡し部で重なった2つの帯状フィルムを挟み込んで熱シールするシール装置40を設ける。
(もっと読む)
樹脂フィルム接合体の製造方法

【課題】 接合部分の段差を小さくし、光吸収剤を塗布する工程を必要とせず、さらに光吸収剤が異物として付着することを抑制しつつ、効率的に、樹脂フィルム部材同士を接合して樹脂フィルム接合体を簡便に製造し得る樹脂フィルム接合体の製造方法を提供する。
【解決手段】 樹脂フィルム部材の端面同士を突き合わせて接合して樹脂フィルム接合体とする樹脂フィルム接合体の製造方法であって、用いるレーザー光の波長に対して光吸収率が高く、300℃の温度環境下で安定性を有する表面を備えた光吸収部材を用い、前記端面同士が突き合わせられた部分を前記表面に当接させ、前記光吸収部材にレーザー光を照射して発熱させることにより、前記樹脂フィルム部材の端面同士を熱溶着させ、前記光吸収部材から、突き合わせられた部分を剥離して、樹脂フィルム接合体とすることを特徴とする樹脂フィルム接合体の製造方法。
(もっと読む)
フィルム同士の熱溶着接合方法及び接合装置並びに光学フィルムの製造方法
【課題】フィルム同士の後端部と先端部とを熱溶着した後に皺が発生したり、テール部分が長くなったりしないようにできる熱溶着接合方法を提供する。
【解決手段】第1フィルム36aと第2フィルム40aとを重ね合わせた接合領域部分の両側にそれぞれ対向配置され、平坦な吸着面を有する吸引ボックス88,101と、吸引ボックス88,101同士及び接合領域部分を互いに接近移動及び離間移動させる昇降部78と、吸引ボックス88,101同士をそれぞれフィルム長手方向に移動させるスライド部92,96と、吸引ボックス88,101の吸着面に吸引力を付与する吸引力発生手段と、第1及び第2のフィルム36a,40aをそれぞれ切断して接合領域部分に後端部と先端部を形成する切断刃89,102と、第1フィルム36aの後端部と第2フィルム40aの先端部とを重ね合わせた接合部Aを熱溶着する熱溶着手段85と、を少なくとも備えた。
(もっと読む)
フィルムシート継ぎ方法及び装置
【課題】新旧フィルムを確実にシールでき、フィルム継ぎ位置に未シールのフィルム部分を残さないフィルム継ぎ方法を提供する。
【解決手段】使用に供されている旧フィルムとこれに継ぎ合わせる新フィルムにテンションを与え、新旧フィルムの継ぎ位置の内面同士または外面同士を対向させ、この状態で新旧フィルムをインパルスシールにより継ぎ合わせ、ヒートシール済み領域の中間をカットする。このように、新旧フィルムにテンションを与えた状態でシールすることで、新旧フィルムのカールや弛みが防止されフィルム継ぎ動作が安定する。また、新旧フィルムの内面または外面同士をヒートシールするので、ラミネートフィルムを用いる場合でも確実にシールできる。さらにシール領域の中間をカットすることで、未シールの余剰フィルムを残さず切り取れるので、新旧フィルムの継ぎ代部のカールを確実に防止でき、自動包装機側での動作不良を解消できる。
(もっと読む)
包装紙接続装置
【課題】 旧包装紙と新包装紙の接続作業を容易に行い得る包装紙接続装置の提供。
【解決手段】 幅方向の途中で二つ折りにされて二枚の折片からなる長尺の包装紙を所定の経路を移動させて順次薬剤を包装する包装装置に用いられ、旧包装紙の終端部および新包装紙の始端部との接続部分を接続する包装紙接続装置において、旧包装紙の終端部と新包装紙の始端部との接続部分の重ね合わせ前に、旧包装紙および新包装紙の何れか一方の包装紙の折片の間に挿入された状態にあって、しかも該包装紙を保持可能とする挿入保持部材を備えている構成。
(もっと読む)
シート接合体の製造方法及びシート接合体の製造装置
【課題】接合に際して該処理領域への樹脂シート部材の搬送を停止せずに樹脂シート部材の接合が可能なシート接合体の製造装置を提供する。
【解決手段】先行して処理領域へと搬送される第1の樹脂シート部材1aと、次の第2の樹脂シート部材1bとを接合してシート接合体を作製するシート接合体の製造方法であって、前記第2の樹脂シート部材の先端部を保持する第1の工程と、該第1の工程で保持された前記先端部に光吸収剤を塗布する第2の工程と、前記第1の樹脂シート部材を保持する第3の工程と、保持された部分が末端部を構成するように切断する第4の工程と、前記先端部と前記末端部とを前記光吸収剤を挟んで重ね合わせる第5の工程と、レーザー溶着することによって接合する第6の工程と、前記第1の樹脂シート部材に続いて前記第2の樹脂シート部材を前記処理領域へと搬送する第7の工程と、を有することを特徴とするシート接合体の製造方法。
(もっと読む)
シート接合方法ならびに接合装置
【課題】長尺シートロールの切替えにあたり、簡単な機構で先行シートと新シートの接合時間を短縮すると共に、粘着テープ等を使用することなくスクラップ再使用を可能とする。
【解決手段】長尺巻ロールよりシートを巻き出し、シートの残りが少なくなった時に新長尺巻ロールに切り替えるにあたり、残少シートの後端部を連設された上下2台のシート吸着盤1,2に吸着保持して下部の吸着盤2の中央部溝7上で下端部を一部はみ出させてシートを切断した後、下部のシート吸着盤2を開放し、上部の吸着盤1を上昇させて、残少シートの残りを撤去し、次いで新長尺巻ロールのシート先端を下部吸着盤2に吸着させて吸着盤の上部溝6上を切断すると共に、上部吸着盤1を下降させ、上部吸着盤に吸着された残少シートの後端のはみ出し部と下部吸着盤に吸着された新長尺巻ロールのシート先端部を重ね合わせ、該重合部中央部に溶着器8の先端を接触させ溶着接合する。
(もっと読む)
スプライサー
【課題】 包装機本体へ供給中と、予備用の原反ロール(帯状フィルム)の位置関係が毎回同じにでき、交換作業が簡易で、先行する帯状フィルムと後続の帯状フィルムの接続状態を同じにできること
【解決手段】 円板11に原反ロール14,15を装着するための複数の回転支持軸12,13と、各回転支持軸を回転中心として正逆回転するセットバー21,31を設ける。円板の外側には、回転式のシール装置40を配置する。現在供給中の原反ロール14からの帯状フィルム16に対し、セットバー21の先端に取り付けた予備用の帯状フィルム20を沿うようにセットし、原反ロール14の残量が少なくなると、シール装置のシーラ42が一回転して、両帯状フィルムをシール・カットして接続する。
(もっと読む)
包装袋供給装置
【課題】包装袋が連続してつながってロール状に巻かれた状態で供給される包装袋シートを、包装袋毎に切り分けて順次包装機に供給する包装袋供給装置において、ロール切れの際に包装袋の供給を停止することなく包装袋シートの切り替えを自動的に確実に行う。
【解決手段】本実施形態に係る包装袋供給装置1は、第一包装袋シート5を供給する第一包装袋シート供給ライン10と、第二包装袋シート7を供給する第二包装袋シート供給ライン20と、第一包装袋シート5又は第二包装袋シート7とを接合して、連結した包装袋シート9を形成する接合装置30と、この連結した包装袋シート9を搬送する包装袋シート搬送ライン40と、包装袋シート9をカットして一つ一つの包装袋に切り分ける包装袋切り分け部50と、包装袋供給装置1の動作を制御するための制御装置60を有している。
(もっと読む)
帯状物供給装置及びその作動方法
【課題】間欠処理ユニットの処理が帯状体に適切に施されるようにする。
【解決手段】間欠処理ユニットTに帯状物を連続的に供給する帯状物供給装置1は、間欠処理ユニットTに供給されている第1の帯状物に第2の帯状物を継ぎそれによって間欠処理ユニットに供給される帯状物を第1の帯状物から第2の帯状物に切り換える継ぎユニット10と、間欠処理ユニットTの処理タイミングに基づいて継ぎユニット10の継ぎタイミングを制御する制御ユニットと、を具備する。制御ユニットは、継ぎユニット10の継ぎ作用によって第1の帯状物と第2の帯状物との間に形成される継ぎ領域が次いで間欠処理ユニットTにおいて処理されると判断されたときには、継ぎユニット10を制御して継ぎ作用を遅延する。
(もっと読む)
帯状物供給装置及びその作動方法
【課題】継ぎ作用時における帯状物の継続供給を維持しつつ、定常運転時に帯状物を安定して供給する。
【解決手段】処理ユニットTに帯状物Sを連続的に供給する帯状物供給装置1は、処理ユニットに供給されている第1の帯状物に第2の帯状物を継ぎそれによって処理ユニットに供給される帯状物を第1の帯状物から第2の帯状物に切り換える継ぎユニット6と、継ぎユニットと処理ユニットとの間に配置された蓄積ユニットであって、帯状物を一時的に蓄積することが可能な蓄積ユニット9と、継ぎユニットの継ぎ作用に先立って帯状物蓄積量を定常運転時の帯状物蓄積量よりも増大させると共に、継ぎ作用時に蓄積ユニットから帯状物を放出して帯状物蓄積量を減少させる制御ユニットを具備する。
(もっと読む)
注入可能な食品を包装する積層材料を接合する方法
【課題】積層包装材料の第1ウェブと第2ウェブを相互に重ね継ぎする重ね継ぎ部において、包装される製品と接触すべき包装材料の内層の保全性と連続性を可能にする。
【解決手段】第1ウェブ10と第2ウェブ20を相互に重ね継ぎする方法は、第1ウェブ10の内面14を所定の方向に配向した状態で、第1ウェブ10の端部分18を保持するステップと、切り下げ面を形成するため、第2ウェブ20の端部分28を切り下げるステップと、第2ウェブ20の外面27が第1ウェブ10の内面14と接触する状態で、第2ウェブ20の切り下げ面を第1ウェブ10の端部分18に重ね合わせるステップと、第2ウェブ20の切り下げ面を第1ウェブ10の端部分18に接合するステップを含み、重ね継ぎ部30において、第1ウェブ10の内面14と第2ウェブ20の内面24とが、ともに一体の連続する内面14、24を形成するようにした。
(もっと読む)
包装機におけるフィルム自動接合方法及びスプライサー
【課題】片面にコーティング層が設けられているため接合しにくいフィルムであっても、自動でフィルムの交換を行えること
【解決手段】接合を行う帯状フィルム3bの先端を全幅にわたりカットして短冊状の接合用フィルムを作成し、包装機に供給している帯状フィルム3aの後端と、予備用のフィルムの前端を突き合わせた状態にセットし、接合用フィルムを反転させてシール可能な非コーティング面が向き合うようにしつつ、両フィルムに跨るように配置する。次いで、シール装置31にて両フィルムの端部及び接合用フィルムを挟持すると共に加熱して熱シールすることで、フィルムの接合を行う。
(もっと読む)
包装ユニットの供給ステーションへシート状パッケージ材の新しいリールを供給する方法、シート状パッケージ材ホルダ、及びリフトトラック
シート状のパッケージ材の新しいリール(3a)を包装ユニット(1)の供給ステーション(6)へ送り込む方法が記載されている。該方法は、シート状パッケージ材のホルダ(11)を支持構造(5)に解除可能に結合させるステップと、新しいリール(3a)の端部(52)を次いで支持構造(5)に結合されたホルダ(11)に接合させるステップと、端部(52)において、該端部(52)を既に包装ユニット(1)に結合されている終了したリール(3a’,3b)の第一の端縁(53)に接合させるための予備的作業である少なくとも一つの動作を行うステップと、新しいリール(3)をホルダ(11)と共に支持構造(5)から供給ステーション(6)へと移動させるステップと、供給ステーション(6)の固定された部分(12)を新しいリール(3a)と共にホルダ(11)に解除可能に結合するステップとを含んでいる。  (もっと読む)
(もっと読む)
フィルム継ぎ装置
【課題】 装置をコンパクトに構成しつつ、余剰フィルム用の切断手段を不要とし、余剰フィルムを減少させることのできるようにすること
【解決手段】 シール装置17と、フィルム押し込み装置20とを対向配置させ、その間に供給用と予備用の帯状フィルムを位置させる。第2カッター装置12にて供給用の帯状フィルム8bの所定位置を横方向に横断するようにカットした後、帯状フィルム8bを所定距離だけ搬送した後、第2フィルム抑え装置16で帯状フィルムを抑える。また、予備用の帯状フィルム8aを第1フィルム抑え装置13にて固定する。この状態で、押し込み板24により両帯状フィルムをシーラ17a,17b間に押し込むと、両帯状フィルムの先端がシーラに取付けられた吸引装置18,19に対向し、吸引保持される。そして、一対のシーラで帯状フィルムを挟み込むと、シールされる。
(もっと読む)
シート部材の接合方法及びシート接合体
【課題】シート部材を搬送しながら2つのシート部材を接合することができ、しかも製品不良の原因を可及的に低減させうるシート部材の接合方法を提供すること。
【解決手段】先行するシート部材(1)の表面に、粘着材を介して新たなシート部材(2)の先端部を貼り合わせて接合部(4)を形成し、該接合部(4)の後ろ側で前記先行するシート部材(1)を切断することにより、先行するシート部材(1)と新たなシート部材(2)とを繋ぎ合わせるシート部材の接合方法であって、前記接合部(4)よりも後ろ側において、前記先行するシート部材を前記新たなシート部材に固定することを特徴とするシート部材の接合方法による。また、レーザー(R)を用いた溶着で前記固定を行うことを特徴とするシート部材の接合方法による。
(もっと読む)
積層フィルムの連結装置
【課題】フィルムの構成のいかんにかかわらず、フィルムどうしを強固に連結することができ、しかも、カラーテープ等の貼着の必要なしにフィルム連結部の簡易な検出を可能とするフィルム連結装置を提供する。
【解決手段】ストラップフィルム3の表裏いずれかのシーラント層を、先行と後行の各繰出しフィルム1,2の突き合わせ姿勢の下で、融着させて両繰出しフィルムを連結するものであって、先行繰出しフィルム1と後行繰出しフィルム2の部分重ね合わせ状態で、テーブル4上に保持する押圧手段と、上方側に配置されたシールバーユニット5に設けたカッター刃6と、ヒータ線13を具えるテーブルの駆動手段と、両繰出しフィルムの下面側でヒータ線上にストラップフィルムを敷設する治具7と、シールバーユニットの駆動手段と、両繰出しフィルムの端部をストラップフィルムとともにヒータ線に押圧する駆動手段と、を設けてなる。
(もっと読む)
自動車製造工場への鋼板供給システム
【課題】自動車製造工場のブランク工程におけるコイルの保管や、鋼板の巻き戻し作業、巻き戻したコイルの保管管理等を減少させることができる自動車製造工場への鋼板供給システムを提供する。
【解決手段】自動車製造工場と鋼板を供給する製鉄所との間に、コイルセンター6を設ける。コイルセンター6には、アンコイラー8、ピンチロール9、カッター10、測長機11、リコイラ12ーを直結したコイル分割ライン7及びコイル倉庫を設ける。製鉄所から出荷される大型コイルをコイルセンター6のコイル分割ライン7で鋼板需要に合わせて分割し、必要な量を必要な時間に自動車製造工場に出荷する。
(もっと読む)
フィルム供給装置およびこれを備えた包装装置
【課題】コンパクトな構成で、フィルムの継ぎ合わせ処理におけるフィルムのロスを軽減することが可能なフィルム供給装置および包装装置を提供する。
【解決手段】組合せ計量システム1は、予備用フィルムFR2のフィルムFの始端部近傍の継ぎ合わせ位置に供給用フィルムFR1のフィルムFの終端部近傍の継ぎ合わせ位置を継ぎ合わせるために、制御部10が、第2エンコーダ51に基づいて供給中フィルムロールFR1のフィルムFの終端部を検知すると、制御部10は、シャフト駆動部19aを制御してシャフト18aを巻き取り回転させる。そして、制御部10は、シャフト駆動部19aを制御して、レジマークセンサ21がレジマークMを検知した時点からフィルムFを90mm巻き取っている。
(もっと読む)
フィルム供給装置およびこれを備えた包装装置
【課題】フィルムの継ぎ合わせ処理における位置合わせに要する時間を短縮することが可能なフィルム供給装置およびこれを備えた包装装置を提供する。
【解決手段】組合せ計量システム1は、フィルムFに印刷されたレジマークMの間隔とは異なる間隔で配置された少なくとも2つのレジマークセンサ21a,21bの検知結果に基づいて、予備用フィルムロールFR2のフィルムFに対する位置合わせを行っている。
(もっと読む)
1 - 20 / 48
[ Back to top ]