
Fターム[3F081CC18]の内容
コンベア上の物品の姿勢制御 (7,432) | コンベア (888) | 振動コンベア (35)
Fターム[3F081CC18]に分類される特許
21 - 35 / 35
錠剤搬送装置

【課題】錠剤詰まりが生じない錠剤搬送装置の提供。
【解決手段】略V字状の搬送用溝を有するトラフに、錠剤の同時通過数を2個以下に制限する略三角形状の切欠部を有する錠剤通過制御板又は/及び錠剤を搬送方向に向って縦長扁平状態に起立させると共に、1個ずつ通過せしめる接触突片を有する錠剤起立制御板を横架配設した。
(もっと読む)
樹脂ペレット用搬送フィーダー

【課題】 大量の樹脂ペレットの検査を可能とすると共に、透明体や内部異物の検査も可能とする樹脂ペレット用搬送フィーダーを提供する。
【解決手段】 非線形搬送フィーダー31は、平面視が矩形形状を有し、その進行方向に沿って多数の溝67が隣接状態にて形成されている溝型トラフ32と、溝型トラフ32を進行方向に対して前進及び後進を繰り返すように力を加える非線形振動子と、溝型トラフ32の中央部の上方であって、溝67を横断する方向に配置されたスパイラルロール34とから構成されている。上流側から供給されてきた樹脂ペレット36は定着ゾーンAにおいてはランダムな状態で搬送される。この樹脂ペレット36はスパイラルロール34の働きによって分散及び整理がされ、安定走行ゾーンBにおいては樹脂ペレット37はその長手方向が進行方向に沿うように整列され、各々が溝68内に収容された状態で搬送される。
(もっと読む)
層厚調節機構およびそれを備えた搬送装置および層厚調節機構の制御方法
【課題】搬送装置において層厚の偏りを抑制することができる層厚調節機構およびそれを備えた搬送装置を提供する。
【解決手段】調節機構7は、振動コンベヤ1において所定の搬送方向に搬送される焼却灰Aの層厚を調節するための層厚調節機構であって、振動コンベヤ1に対して搬送方向に直交する鉛直方向上側および下側に移動可能に配置されたシャフト72と、シャフト72を駆動する駆動装置73と、シャフト72に固定され振動コンベヤ1の搬送領域B内に振動コンベヤ1と非接触状態で挿入可能な先端部材71と、を備えている。
(もっと読む)
エルボ材の整列供給装置
【課題】エルボ材の上下動によるぶつかりをなくすことにより、騒音を出さない状態でエルボ材を整列供給することができるエルボ材の整列供給装置を提供すること。
【解決手段】エルボ材Eを両端が一方の側方を向いた姿勢で縦列する供給路1と、該供給路1の端部から前記側方側に変位して反対側に傾斜するとともに、所要落差をもって形成され、供給路1から落下したエルボ材Eの前側の端部を受容する斜溝2と、該斜溝2に並設され、斜溝2で受容したエルボ材Eの後側の端部を略水平に支持し、エルボ材Eの縦列姿勢を保持する第1ガイド片3と、前記斜溝2に並設され、第1ガイド片3で支持されたエルボ材Eの後側の端部を下方に案内する第2ガイド片4と、前記斜溝2に並設され、第2ガイド片4で案内されたエルボ材Eの後側の端面を支持する斜壁5とを備える。
(もっと読む)
部品整列器と、これを用いた検査装置
【課題】電子部品の方向を回転できず、方向性のあるような電子部品の整列には、別途方向を回転させるための回転手段が必要であった。
【解決手段】磁性体材料を含む電極25を有した電子部品24が搭載されるとともに、非磁性体の部品整列板27と、この部品整列板27の表面に設けられた整列溝29と、部品整列板27に対して前記整列溝29の反対側に設けられるとともに電子部品24の電極25へ磁力を供給する磁石32と、この磁石32と部品整列板27とのうちのいずれか一方に連結された磁力線方向変化手段33とを有し、磁力線方向変化手段33は、電子部品24の電極25に対する磁力線の方向を部品整列板27に垂直な方向と整列溝29に平行な方向とへ交互に変化させるものである。
これにより、磁石32から発する磁気は、電子部品24を電極25における磁気抵抗が小さくなる方向へと回転させて移動して整列溝29に整列する。
(もっと読む)
搬送装置
【課題】機械要素、たとえば、ボルト、ナット、ワッシャ、リベット、キー、歯車、軸受等の金属部品を搬送後、熱処理、あるいは塗装等の後処理が行ない易い状態にして搬送する。
【解決手段】第1搬送体は、搬送物をコンベアベルトの表面で受け止め、先端部まで移送する。第2搬送体は、前記第1搬送体の先端部下側に配置され、前記搬送物を、コンベアベルトの表面で受け止められるように位置し、第1搬送体から落下する搬送物を移送する。散乱機構は、前記第1搬送体の後端部から第2搬送体の先端部に位置するように配置され、上下間隔に設けられる。前記搬送物は、第1搬送体により、移送された後、その先端部の下方に配置された散乱機構に当接し、第2搬送体上に落下し、散乱される。
(もっと読む)
パーツフィーダ
【課題】 簡単な構成でパーツ移送効率を向上させることができるパーツフィーダを提供する。
【解決手段】 一側面の両端部に磁性体電極5が形成されたパーツ6を、磁性体電極5が前後に位置する姿勢に整列して移送するパーツフィーダであって、磁極部28の先端を円弧状に形成した電磁石と、磁極部28の円弧状先端に被せた状態で回転可能な非磁性体製の回転板27と、該回転板27を挟んで磁極部28とは反対側に設けられたパーツ貯留部29と、該パーツ貯留部29に下端が連通し、磁極部28の円弧状先端28aに沿って設けられた円弧状のパーツ搬送路30と、該パーツ搬送路30の終端に配置された導出部材54とを備え、磁性体電極5を磁極部28の磁力により吸引してパーツ貯留部29内のパーツ6を回転板27の表面に吸着させ、この吸着状態で回転板27を回転してパーツ6をパーツ搬送路30へ送り出して整列する。
(もっと読む)
振動式部品搬送装置
【課題】 部品の姿勢を安定かつ確実に制御できるとともに搬送の高速化を図ることのできる振動式部品搬送装置を提供する。
【解決手段】 本発明の振動式部品搬送装置は、自身の振動によって部品1を搬送する搬送路101aと、搬送路上の部品姿勢変更位置101Xで部品の姿勢を気流により変更する部品姿勢変更手段120と、部品姿勢変更位置より下流側で部品の姿勢を検出する部品姿勢検出手段112とを具備し、部品姿勢変更手段は、部品に吹き付ける気流の供給態様を決定する気流供給駆動部121と、部品姿勢検出手段により検出された部品姿勢に基づいて、部品姿勢変更位置より下流側の前記部品の姿勢が正常である良品率が高くなるように気流供給駆動部の駆動パラメータを制御する気流供給制御部123とを有することを特徴とする。
(もっと読む)
搬送装置およびこれを備えた組合せ計量装置、品質検査装置
【課題】 搬送中に容器の順番を入れ替えることで、組合せ計量装置における排出処理や品質検査装置におけるランク選別処理等を高速化することが可能な搬送装置を提供する。
【解決手段】 組合せ計量装置10では、回転テーブル11を回転駆動することにより、回転テーブル11上に載置された複数の容器Cを移動させながら、容器入替機構20において制御部30によって指定された容器Cの前後の順番を入れ替える。
(もっと読む)
異形状物品の製造工程における搬送装置
【課題】 異形状の物品(できあがった製品ともいう。)を常に一定の方向性でかつ安定した姿勢で円滑に搬送することができる異形状物品の製造工程における搬送装置を提供する。
【解決手段】 外径の少なくとも一部を大きく窪ませたほぼ貝形の形状に成形された異形状物品Wを搬送する異形状物品の製造工程における搬送装置1であって、異形状物品Wを一個ずつ受け入れかつ該異形状物品Wの外周窪み部を移送方向と同方向に指向する姿勢で順次列状に搬送する樋状の第1の移送手段4と、この第1の移送手段4から移送された異形状物品Wを、その外周窪み部を受承して順次列状に移送する第2の移送手段5と、この第2の移送手段5上の異形状物品Wを該第2の移送手段5から一個ずつ払い出して次工程に送り出す払い出し手段7とを備えたものである。
(もっと読む)
金具の整列方法及び整列装置
【課題】 段替えにより形状、サイズ等の異なる異品種の金具を生産する場合に対しても、ランダムに収容された状態から1個ずつ均一な間隔で搬送し、同一の整列状態に揃えて取り出すことができる金具の整列方法及び整列装置を提供する。
【解決手段】 一側面に開口部25aを有し底面が階段部26になった容器25内にランダムな状態で収容された複数の金具が、容器を前後に揺動することによって開口部から外部にスムーズに落下供給される。供給された金具が、搬送ベルト45の1個所に設けた収容部42に保持され、保持された金具が搬送ベルト45に間隔を隔てて配置された磁石49aによって1個ずつ吸着されることにより、1個ずつに分けられて等間隔で搬送される。さらに、金具の載置状態をカメラ72により認識し、それに基づいてロボット61により挟持して取り出し、金具を同じ整列状態に是正して整列位置まで運搬する。
(もっと読む)
搬送装置及び搬送方法
【課題】小型部品であってもその姿勢を搬送中に容易に変更可能な搬送装置及び搬送方法を提供する。
【解決手段】搬送部材66は、その表面を滑らかにするためのブラスト処理がなされている。搬送部材66には、その軸心を中心とし螺旋状をなし図示せぬ磁気コアを搬送するためのコア搬送溝66aが形成されている。コア搬送溝66aの断面形状は、略四角形状をなし図示せぬ磁気コアをその長手方向に収容可能な大きさに形成されている。コア搬送溝66aの起点66a1は、搬送部材66の第1パレット61側端部の上端に位置し、コア搬送溝66aの終点66a2は、搬送部材66の反起点66a1側端部の下端に位置している。
(もっと読む)
選別装置
【課題】シンプルな構成で、不良品を高精度に検出して排出できる選別装置を提供する。
【解決手段】被検体を搬送しながら不良品を検知する検査部と、前記検査部下流側の被検体搬送路(傾斜板7)の一部を開閉自由に形成した開閉部9と、前記検査部で検知された不良品が前記開閉部9に搬送されたときに該開閉部9を開口し、該開閉部9から該不良品を落下させて排出する制御部13と、を含んだ構成とした。
(もっと読む)
ランダムに流れる円筒状物品、たとえばドリンクボトルをいくつかのレーンに分布する装置
この装置はランダムに流れる物品(10)をいくつかのレーン(11〜16)に分布し、物品(10)が個別に順次搬送されるようにする。この装置は1つまたはそれ以上の駆動コンベヤベルト(22)、サイドレール(24)を有する物品(10)の搬送装置(20)および搬送される物品(10)を分割する移動可能の少なくとも1つのデバイダ(34)およびレーンデバイダ(34)を駆動し、少なくとも1つのデバイダが搬送方向および/またはそれを横切る方向の前後移動を生じさせるようにする装置(40)を備える。レーンデバイダ(30)はいくつかのデバイダ(34)が取り付けられるフレーム(32)を有する。中央のデバイダ(34)は搬送方向に突出し、サイドデバイダ(34)はジグザグに後方配置される。 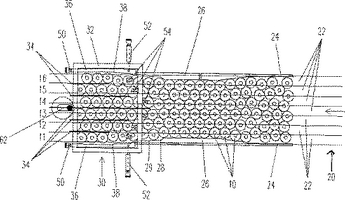 (もっと読む)
(もっと読む)
回収ボトル整列送給装置
【課題】 ガラス瓶やPETボトルを自動的・連続的に効率よく送給する手段を提供する。
【解決手段】 ボトルを振動させながら整列し送給する装置であって、平行四辺形運動機構の上部にボトル送給用樋29,30を傾斜角を調整可能に取付け、上記平行四辺形運動機構の縦リンク17,18が、後方に傾いた位置から垂直になるまでの範囲で、上記平行四辺形運動機構を往復動させるようにしたものであり、上記ボトル送給用樋29,30の内側にはボトルの向きを規制する翼を配設したものであり、必要ならば、上記装置の後段にPETボトルに孔を開けるローラー35と、予備圧縮ローラー36を順次設けて構成した。
(もっと読む)
21 - 35 / 35
[ Back to top ]