
Fターム[3G024AA22]の内容
内燃機関のシリンダブロック、ケーシング (17,598) | エンジン内の場所 (5,521) | シリンダブロック (1,858) | シリンダ摺動面 (302)
Fターム[3G024AA22]の下位に属するFターム
潤滑のための凹部を持つもの (79)
摺動抵抗が少ない材質を用いたもの (25)
Fターム[3G024AA22]に分類される特許
1 - 20 / 198
シリンダブロックおよびその加工方法
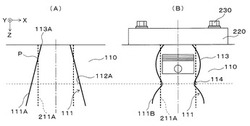
【課題】低フリクションを実現することができるのはもちろんのこと、既存の設備を利用してボアの加工形状を容易に得ることができるシリンダブロックおよびその加工方法を提供する。
【解決手段】ボア111の内面111Aの断面は、シリンダヘッド220の未締結状態において、略真円形状をなして中心軸線に関して対称な形状をなしている。シリンダヘッド220の締結時にくびれ状に変形するボア111のくびれ予定部112Aは、未締結状態において、ボア111の最小径部分113Aと比較して径方向外側に予め拡張されている。これにより、締結後のくびれ予定部112A(締結後の最小径部分112B)の径を、径方向外側に予め拡張していない場合と比較して大きく設定することができる。
(もっと読む)
シリンダブロックのボア加工方法及びこれに用いられるダミーヘッドユニット

【課題】シリンダブロックのボアを高い真円度で加工する。
【解決手段】ウォータージャケット溝4の内周に規制部材30を挿入することにより、ボア周壁5が規制部材30により外径側から支持されるため、ボア内周面3aを加工する際の外径向きの加圧力Pによるボア周壁5の外径方向への変形が規制され、ボア3の真円度の低下を防止することができる。
(もっと読む)
遮熱膜の形成方法及び内燃機関
【課題】短時間に且つ安価に遮熱膜を内燃機関の燃焼室内壁に形成する。
【解決手段】内燃機関10におけるシリンダボア12とシリンダヘッド15下面とピストン13頂部とで区画される燃焼室16の内壁に遮熱膜23を形成する方法であって、中空の金属製又は合金製のマイクロカプセル24を所定噴射速度で燃焼室16の内壁に噴射し、マイクロカプセル24を燃焼室16の内壁に付着させることで、マイクロカプセル24を含む遮熱膜23を燃焼室16の内壁に形成する。
(もっと読む)
遮熱膜の形成方法及び内燃機関
【課題】短時間に且つ安価に遮熱膜を内燃機関の燃焼室内壁に形成する。
【解決手段】内燃機関10におけるシリンダボア12とシリンダヘッド15下面とピストン13頂部とで区画される燃焼室16の内壁に遮熱膜23を形成する方法であって、中空の金属製又は合金製のマイクロカプセル25が含有されたメッキ液を用いて燃焼室16の内壁にメッキを施すことで、メッキ層24及びメッキ層24内に介在するマイクロカプセル25を含む遮熱膜23を燃焼室16の内壁に形成する。
(もっと読む)
内燃機関用鋳鉄製シリンダブロックのライナ表面部の硬化処理方法
【課題】エンジン部品としての鋳鉄製シリンダブロックのライナ表面部の硬化処理方法を提供する。
【解決手段】内燃機関用鋳鉄製シリンダブロックのライナ表面部の硬化方法において、乾燥させたシリンダブロック25の内壁のライナ表面部26の塗膜の上に、黒鉛粉末をシンナー等の溶剤で希釈した吸収剤10を塗布被覆し、レーザあるいは電子ビームの照射時に、MC系炭化物を焼結し、金属粉末の鋳鉄母材への拡散を促進させることにより、前記シリンダブロック25の内壁のライナ表面部26に合金層22を形成する。
(もっと読む)
往復動エンジン
【課題】エンジン運転が長期に渡り、上記ガス室に高圧燃焼ガスの導入、保持、排出が繰り返されても、ガス室にはカーボンの付着、堆積が発生しない往復動エンジンを提供すること。
【解決手段】往復動エンジン1は、ピストン2のトップリング5、セカンドリング6、セカンドランド7及びシリンダ内面8によって囲まれたガス室4に、膨張行程の初期においてシリンダ内面8のスラスト側10の上部位22に設けたガス通路23からピストン上方の高圧燃焼ガス12を導入し、ピストン2をスラスト側10から支持するようになっており、ピストン2は、トップリング5及びセカンドリング6間を区画する区画手段37を具備しており、ガス室4内に、ガス室4内に沿って伸びた掃除部材13が上下方向に隙間20をもって上下動自在に挿入され、ピストン2の往復運動による掃除部材13の隙間20分の上下移動によってガス室4内を掃除するようになっている。
(もっと読む)
往復動エンジン
【課題】エンジン運転が長期に渡り、上記ガス室に高圧燃焼ガスの導入、保持、排出が繰り返されても、ガス室にはカーボンの付着、堆積が発生しない往復動エンジンを提供すること。
【解決手段】往復動エンジン1は、ピストン2のトップリング5、セカンドリング6、セカンドランド7及びシリンダ内面8によって囲まれたガス室4に、膨張行程の初期においてシリンダ内面8のスラスト側10の上部位22に設けたガス通路23からピストン上方の高圧燃焼ガス12を導入し、この導入した高圧燃焼ガス12によってピストン2をスラスト側10から支持するようになっており、上記ガス室4内に、当該ガス室4内に沿って伸びた掃除部材13が上下方向に隙間20をもって上下動自在に挿入され、ピストン2の往復運動による掃除部材13の上記隙間20分の上下移動によってガス室4内に蓄積される異物が掃除されるようになっている往復動エンジン。
(もっと読む)
溶射材、溶射皮膜及び構造体
【課題】溶射皮膜の皮膜硬度のバラツキを少なくして、皮膜硬度を向上させ、優れた耐剥離性を実現し得る溶射材、溶射材を用いて形成した溶射皮膜、及び溶射皮膜を備えた構造体を提供する。
【解決手段】溶射材は、鉄:50質量%以上、炭素:0.20〜0.33質量%、銅:0.28〜1.2質量%を含有する。
溶射皮膜は、鉄:50質量%以上、炭素:0.20〜0.33質量%、銅:0.28〜1.2質量%を含有する溶射材を用いて形成されて成る。
構造体は、基材と、鉄:50質量%以上、炭素:0.20〜0.33質量%、銅:0.28〜1.2質量%を含有する溶射材を用いて基材上に形成された溶射皮膜とを備える。
(もっと読む)
往復動エンジン
【課題】ピストンリングのオイルリングへの干渉をなくすことができて、所望の側圧を生じさせてピストンリング及びピストン側面とシリンダとの摺動摩擦抵抗を大幅に低減させることのできる往復動エンジンを提供する。
【解決手段】往復動エンジン1は、ピストンリング5と、ピストンリング5との間で環状ガス室6を規定していると共に、環状ガス室6でのピストン3の側面8の受圧面積がピストン3の反スラスト側よりもスラスト側で大きくなるように、ピストンリング5に隣接しているピストンリング7と、環状ガス室6を燃焼室2に連通させるガス通路15とを具備している。
(もっと読む)
水平作動エンジン
【課題】同一シリンダー内に水平方向に対向する一対のピストンを有し、圧縮行程末期に該ピストンを衝突させることにより、該衝撃力を、膨張行程への運動エネルギー増加に利用することで、低燃費・高出力・低公害な内燃機関の提供を図る。
【解決手段】密閉されたシリンダー1と、該シリンダー1内を水平方向に対向する一対のピストン2A・2Bと、水平ピストン運動を回転運動に変換するために各ピストン2A・2Bに備えられるクランクシャフト3A・3Bと、から構成され、シリンダー1中央の内壁には、ピストンヘッド2a・2bの衝撃を緩和するための緩衝材4が配置されている。
(もっと読む)
往復動エンジン
【課題】ガス室に導入された高温高圧燃焼ガスの温度低下延いてはガス圧の低下を抑制し、高圧ガスによりピストンを支持(ガス圧フロート)し、ピストンとシリンダとの摩擦抵抗を減少させた往復動エンジンを提供すること。
【解決手段】往復動エンジン1は、ピストン2のトップリング5とセカンドリング6とセカンドランド7、及びシリンダ内面8とにより囲まれて形成されたガス室4に、膨張行程の初期においてシリンダ内面8のスラスト側10の上部位20に設けたガス通路穴21からピストン2上方の高温高圧燃焼ガス12を導入し、この導入高温高圧燃焼ガス12によってピストン2をスラスト側10から支持するようになっており、ピストン2のセカンドランド7の表面13に、断熱性の高い皮膜層14を形成している。
(もっと読む)
エンジンのシリンダ用インサート
【課題】 シリンダ内でガイドされるピストンの燃焼ランドの領域における異物を除去するためのエンジンのシリンダ用インサートであって、向上された寿命を有すると共に、従来技術に比べて効率的な機能を有するインサートの提供。
【解決手段】 ピストンの燃焼ランドの領域における異物を除去するため、ピストンの上死点を過ぎるときにピストンの外周面を掃き、それにより、集積した異物を廃棄するインサートが設けられる。インサートは、第1環状部材により形成され、第1環状部材内では、第2環状部材が溝内に挿入される。
(もっと読む)
エンジンの燃焼室構造
【課題】高い熱効率を得ることができるエンジンの燃焼室構造を提供する。
【解決手段】混合気を燃焼するエンジンの燃焼室構造であって、着火された混合気の火炎が伝播してくる位置に形成された開口11aと、その開口11aの反対端を閉塞する底11cと、を含む筒穴部11を有する。着火された混合気の火炎が開口11aに伝播し通り過ぎると、開口11aから高速ガスが噴出し燃焼室内の未燃ガスの拡散を促進する。これによって筒内での燃焼速度が速くなり熱効率が高くなる。
(もっと読む)
シリンダボア内周面の加工方法
【課題】シリンダボア内周面にめっき皮膜を有するシリンダブロックであっても、シリンダヘッドを組み付け固定した状態におけるシリンダボア内周面の真円度を向上可能なシリンダボア内周面の加工方法を提案する。
【解決手段】シリンダボア内周面の加工方法は、シリンダボアを仕切るシリンダボア内周面を有するシリンダブロックを準備する素材準備工程S1と、シリンダヘッドを模擬するダミーヘッドをシリンダブロックに組み付けるダミーヘッド組付工程S3と、シリンダブロックにダミーヘッドを組み付けたままシリンダボア内周面の中ぐりを施す中ぐり工程S4と、中ぐり後のシリンダボア内周面にめっき処理を施してめっき皮膜を形成するめっき処理工程S6と、シリンダボアの断面形状が略真円形状になるようシリンダボア内周面にホーニングを施すホーニング工程S8と、ホーニング後のシリンダブロックからダミーヘッドを取り外すダミーヘッド取外工程S9と、を備える。
(もっと読む)
摺動部材及びそれの製造方法
【課題】Al製シリンダライナに摺動性を付与することができる技術を提供することを課題とする。
【解決手段】図(a)に示すように、アルミニウム合金溶湯23が満たされているラドル14を回転金型11へ移動する。回転金型11へ挿入する前のタイミングでラドル14に、ホッパ18から鋳鉄粉末26を投下する。鋳鉄粉末26の投入開始、停止はバルブ19で実施し、バルブ19により適量の鋳鉄粉末26をアルミニウム合金溶湯23に混入する。
【効果】摺動部材は、アルミニウム合金母材中に、黒鉛が晶出した鉄基合金が分散している。黒鉛が潤滑油を保持するなどして潤滑作用を発揮し、摺動性が確保される。
(もっと読む)
内燃機関のシリンダブロック
【課題】 ウオータジャケットの側壁に陽極酸化被膜を形成することでシリンダボアの周囲の温度分布を均一化できるようにする。
【解決手段】 シリンダブロック11にはピストン15が摺動するシリンダボア14を囲むようにウオータジャケット13が形成されているので、内燃機関の運転により温度上昇したシリンダブロック11がウオータジャケット13を流れる冷却水で冷却される。このとき、ウオータジャケット13の側壁13aに伝熱性に優れた陽極酸化被膜21が形成されており、側壁13の高温部における陽極酸化被膜21の高さHは側壁13aの低温部における陽極酸化被膜31の高さHよりも高いので、高温部から冷却水に逃がされる熱量を、低温部から冷却水に逃がされる熱量よりも多くすることで、シリンダボア14の各部の温度を均一化して真円度を保ち、シリンダボア14に対するピストン15の摺動抵抗を低減することができる。
(もっと読む)
ピストン・シリンダ摺動構造及び該ピストン・シリンダ摺動構造を用いた往復動内燃機関
【課題】シリンダ・ピストン摺動構造及び該ピストン・シリンダ摺動構造において、シリンダの表面あらさを適正にし、ピストンリングの耐摩耗性を改善することにより、シリンダ、ピストン間の相対的なフリクションを低減する。
【解決手段】スカート3aを有するピストン3と、ピストン3を潤滑油を介して摺動自在にかつ往復動自在に収容するシリンダ2と、ピストン3の外周面に円周方向に沿って張設されるピストンリング5、6、7とを備えたシリンダ・ピストン摺動構造において、シリンダ2は筒形に形成され、ピストンリング5、6、7はシリンダ2の内面2aに潤滑油を介して相対的に摺動し得るリング状に形成されており、シリンダ2のピストンリング5、6、7との摺動面が鏡面に形成され、ピストンリング5、6、7の摺動面には非晶質硬質炭素皮膜11が形成される。
(もっと読む)
内燃機関用構造体、位置検知機構付き内燃機関、および液体状態検知機構付き内燃機関
【課題】 中空部の状態を基体外部から直接確認することができる内燃機関用構造体を提供する。
【解決手段】 中空部を備え、前記中空部で生じる爆発に応じて前記中空部内を運動する運動体が収容される基体と、前記基体に設けられた、前記基体の外側から前記中空部に入射する光、および前記基体の外側から前記中空部に出射する光を透過する窓部材とを備え、前記窓部材が、サファイア単結晶からなることを特徴とする内燃機関用構造体を提供する。
(もっと読む)
ライニング方法、ライニング施工物およびシリンダブロック
【課題】 穴の内周面に簡便かつ迅速にライニングを行う方法を提供する。
【解決手段】 円形の断面を有する穴が形成された母材12のその穴の内周面に、円筒形状をなすライニング材14をライニングする方法であって、母材の穴の内周面とライニング材との間に間隔を設けるようにしてそれら母材およびライニング材をセットし、その間隔内に円筒形状をなすインサート材が挿入された状態で、そのインサート材と母材およびライニング材とを相対回転させ、発生する摩擦熱を利用して、インサート材を介して母材の穴の内周面とライニング材の外周面との接合を行う。このライニング方法は、アルミニウム合金製の本体に形成されたボアの内周面への鉄合金製のライナのライニングに、適用できる。
(もっと読む)
溶射方法
【課題】被加工物の筒状部の内周面に溶射被膜を形成する溶射方法であって、該溶射被膜の品質向上を図るべく、該溶射被膜中に形成される突起物をなくし、該溶射被膜中に陥没穴が形成されるのを防いだ溶射方法を提供することを課題とする。
【解決手段】溶射ガン3は、ワイヤー粗材50・50の先端部を中心として回転可能に構成され、回転するとともに、圧縮空気が噴出される状態の溶射ガン3においてアーク放電を開始し、アーク放電開始後の溶射ガン3を被加工物100の筒状部100A内に挿入することで、筒状部100Aの内周面100aに溶射を行い、前記アーク放電開始時における溶射ガン3の回転速度を、前記アーク放電開始後における溶射ガン3の回転速度に比べて遅くする。
(もっと読む)
1 - 20 / 198
[ Back to top ]