
Fターム[3H111BA03]の内容
Fターム[3H111BA03]に分類される特許
1 - 20 / 40
発泡層付きホースおよびその製造方法
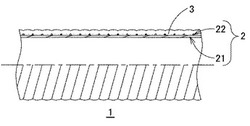
【課題】 発泡層の一体性を高めると共に、曲げた際に発生するしわを目立たなくして外観品質が高い発泡層付きホースを提供する。そのような発泡層付きホースを効率的に製造する。
【解決手段】 ホース最外層側に位置する発泡層3と、発泡層の内周面に面して設けられた可撓性の内管2とを有する発泡層付きホース1である。内管2の外周面には、螺旋状/リング状の凸条22が形成されている。発泡層3は、継目無く形成された発泡層である。そして、発泡層の外周面には、内管の凸条に対応した螺旋状/リング状の凹凸条31,32が形成され、発泡層外周面の凹凸条の凹条32と、内管外周面の凸条22とが、ホース軸方向で同じ位置に形成されている。発泡層付きホース1は、内管2の外周に、外周面がホース長さ方向に沿って平滑となるように未発泡樹脂を形成した後に、未発泡樹脂を発泡させて発泡層3を形成することにより、製造できる。
(もっと読む)
配管

【課題】異種金属からなる配管を接続した場合に異種金属接触腐食を抑制できる配管を提供する。
【解決手段】配管10は、異種金属からなる第1配管部1と第2配管部2とが互いに溶接部3を介して接合された配管10であって、溶接部3が中央部に設けられ、かつ両端部に接続部7が設けられた本体部5と、絶縁材で構成されており、かつ溶接部3を覆うように、接続部7を除いて本体部5の内周面5aおよび外周面5bを覆う被覆部6とを備えている。
(もっと読む)
流体輸送用可撓管および流体輸送用可撓管の製造方法
【課題】 可撓性に優れ、軽量であり、軸力補強層の強度低下のない長期信頼性に優れる流体輸送用可撓管および流体輸送用可撓管の製造方法を提供する。
【解決手段】 インターロック管3の外周側には、樹脂層5が設けられる。樹脂層5の外周には、耐内圧補強層9が設けられる。耐内圧補強層9の外周には、軸力補強層10が設けられる。軸力補強層10を構成する補強条は、繊維補強プラスチック製である。軸力補強層10の外周には、遮水層11が設けられる。遮水層11は、複層テープが巻き付けられて形成される。遮水層11は、外部から侵入した水が、内部の軸力補強層10に透過することを防止する。遮水層11の外周には保護層13が設けられる。複層テープ17は、金属層19、樹脂被覆部21により構成される。金属層19は、樹脂被覆部21に挟み込まれる。金属層19は断面において波形状を有する。
(もっと読む)
複合管の外側用耐食性合金
【課題】クラフト(黒液)回収ボイラの炉の下側部分の構成に使用される複合管の耐亀裂性及び耐食性を改善する。
【解決手段】クラフト回収ボイラの炉の下側部分の構成に使用される複合管の耐亀裂性及び耐食性を改善するための外側管材料としてオーステナイトNi−Cr−Fe合金が提供される。この合金は、本質的に、重量%で25〜35Cr、5〜15Fe及び50〜70Niからなっており、市販の合金に普通に存在している他の微量合金化元素及び不純物を含有している。この組成範囲には、好ましい組成として、市販の合金690(UNS N06690)に対応する範囲が含まれる。
(もっと読む)
熱分解反応用金属管
【課題】熱交換特性と熱分解反応特性とが共に優れ、炭化水素を熱分解するプロセスに用いるのに好適な熱分解反応用金属管の提供。
【解決手段】内周面に管軸方向に対して20〜35°の角度で傾斜したらせん状に延びる3条または4条のリブ1が形成された熱分解反応用金属管であって、リブ1の横断面においてリブ高さをh、谷底でのリブ幅をw、管の谷底内径をDiとしたとき、h/Diが0.1〜0.2、h/wが0.25〜1.0であることを特徴とする。
(もっと読む)
液化天然ガス輸送用パイプ
【課題】円筒状部材の末端に熱伝導ブリッジを生じることがない、低温液体輸送用の熱絶縁されたパイプを提供する。
【解決手段】円筒状部材から形成された3種類の同軸管、即ち、熱膨張率の小さい材料から製造された内管2と、中間管3と、炭素鋼から製造された外管4とを含み、内管2と中間管3との間の環状スペースに断熱材7が配備された低温液体輸送用の熱絶縁されたパイプに関し、各管の円筒状部材2a,2b,…,3a,3b,3c,…,4a,4b,…のそれぞれを接続するため及び他方では管の温度変化の際の熱収縮に起因する力に制限を加える目的でこれらの力を受容するために、管2,3,4は連結継手5,6を用いて2つずつ連結されている。中間管3の円筒状部材3bは、組立の際に連結継手5,6と共働して内管2と外管4との間の熱伝導ブリッジの形成を阻止するために十分な長さに製造されている。
(もっと読む)
金属製可撓管の製造方法
【課題】ブレードを容易に形付け、切断及び溶接して金属製可撓管を製造することのできる方法の提供。
【解決手段】ベローズ4の外周側にブレード5を配置する。係止リング6をベローズ4及びブレード5間に介在させる。係止リング6をベローズ4の端部の谷部3aに係止する。押えリング7をブレード5の端部の外周側に配置する。ブレード5の端部を係止リング6よりも中心軸方向で外側に突出する長さに設定する。押えリング7を支持具11で支持する。ベローズ4の端部を押圧具12で中心軸方向に押圧して、ベローズ4の端部を押し潰す。これと同時に、ブレード5の端部を係止リング6の外面形状に沿わせるよう形付けする。ベローズ4の端部を押圧したまま、ブレード5の端部を溶断して余剰部分を除去する。これと同時に、ブレード5を係止リング6及び押えリング7に溶接する。
(もっと読む)
ステンレス鋼製給湯配管
【課題】オーステナイト系ステンレス鋼と同等の屋外環境における耐食性を有したフェライト系ステンレス鋼を素材とすることで、溶接やろう付けによって加熱されても高い耐食性を有し、配管の周囲に巻かれる断熱材を省略しても、りん脱酸銅製配管に断熱材を巻きつけた給湯配管より高い断熱性能を備えている給湯配管を安価で提供する。
【解決手段】溶接やろう付けによって他の部品と接合される給湯機用の給湯配管において、配管素材として、Nbを0.15質量%以上添加したフェライト系ステンレス鋼を用いる。
(もっと読む)
蒸気配管、蒸気配管を使用した蒸気ボイラ
【課題】蒸気の送気に対して酸化が防止され、低価格で延性の高い蒸気配管、蒸気配管を使用した蒸気ボイラを提供する。
【解決手段】水蒸気を送気する蒸気配管Pであって、18クロムステンレスからなる鋼管の内周面PIには、内面肉盛り溶接法又は金属粉末レーザークラッド法によりインコロイまたはインコネルが溶着されてコーティング層MIが形成される。
(もっと読む)
スプリンクラー用巻き出し配管の施工方法
【課題】長尺のスプリンクラー用巻き出し配管も現場へ運びやすく、現場では施工性の向上を図れるスプリンクラー巻き出し用配管の施工方法を提供する。
【解決手段】可撓性のフレキシブル管4の先端部に配管された枝管15側の分岐継手17に接続するための接続金具5を、後端部にスプリンクラーヘッド取付管6をそれぞれ取り付けたスプリンクラー用巻き出し配管1を、工場出荷時点でスプリンクラーヘッド取付管6が外径側に配置するように螺旋状に巻いてなり、この螺旋状に巻いたスプリンクラー用巻き出し配管1を、そのまま現場へ運搬して分岐継手17に接続金具5を接続するとともに、天井裏に吊り下げておく。しかる後スプリンクラー用巻き出し配管1のスプリンクラーヘッド取付管6を天井の表側に取り付けられたスプリンクラーヘッドに接続する。
(もっと読む)
ステンレス鋼製フレキシブル管
【課題】経済的に優れ、施工時の曲げ加工性が改善されるとともに、冷媒ガスの流れに起因すると推定される流体騒音発生を防止できるステンレス鋼製フレキシブル管を提供する。
【解決手段】素材板厚が0.2〜0.4mm以下であり、素管外径d(mm)としたときに、当該フレキシブル管10に形成され、山部22と谷部24とが交互に配置された波形形状の可撓部20が、素管外径d/山谷深さDd:15〜23であり、かつ、素管外径d/山部から山部のピッチp:2.5〜5.5の波形形状である。
(もっと読む)
金属配管及びその金属配管を用いてなる半導体製造ライン
【課題】高温・低温処理の変換処理の効率性を向上させることのできる金属配管及びその金属配管を用いてなる半導体製造ラインを得る。
【構成】金属配管1は、本体部2が可及的に薄肉厚とされてなるので極めて軽量で熱容量が小さく、熱し易く冷めやすい配管となる。したがって金属配管1に高温媒体を通じて高温処理を行った後に低温媒体を通じて低温処理を行う場合に、高温から低温、若しくは低温から高温への変換効率が極めて良好となり、生産効率を向上することができる。同時に、金属配管1自体が軽量になるため、金属配管1の固定・支持に必要なサポート部材の数量を低減することができ、サポート部材を固定する部分の強度も大幅に低減することができる。
(もっと読む)
可撓管の端末構造
【課題】 例えばLNGなどのような極低温流体を輸送しても、熱応力による破損等の発生を防止することが可能な、可撓管の端末構造を提供する。
【解決手段】 極低温流体を輸送可能な可撓管1は、内管5と、内管5の外周部に設けられた補強層11と、補強層11の外周部に設けられた断熱層7と、断熱層7の外周部に設けられた保護層9等から構成される。可撓管1の端部は、断熱層7および保護層9が剥離され、補強層露出部13が形成される。補強層露出部13には、断熱層7および保護層9の端面が露出する。断熱層7および保護層9の端面近傍には、断熱材35が設けられる。すなわち、断熱材35は、断熱層7(の端面)とホルダ15との間に設けられる。断熱材35は、内管5内を流れる流体から外方への熱の伝達を抑制するためのものである。
(もっと読む)
箱状に浅絞りし隅に板厚と同じ幅で箱の深さと同じ切欠きを持つ矩形形体を利用して出来る箱状チューブと該チューブを利用した熱交換器
【課題】自動車用の熱交換器は燃費向上のための軽量化、高性能化並びに小型化と同時に、車のモデルの変化に対する対応力即ち汎用性が求められている。更に、省資源並びにコストやリサイクル性の向上など、単一材料で製造工程上スクラップが最少化できる構造が求められている。
【解決手段】熱交換器の機能上許容される板厚のアルミニウムで表面にロウ材を被覆した材料を浅く矩形形状体1に絞り成形し、その対角線上隅部に深さにわたり板厚だけの切り込み2を作る。一対の浅絞り矩形形状体をお互いの切欠き部と欠き部出でない部分が相対するように被せ、ロウ付けしてチューブを製造する。機能に応じてこのチューブに、内部フィンとして突起又はリブを付加し内部流体流入用のヘッダーの位置に穴を穿ち熱交換器チューブとし、一定間隔で積み重ねる。必要により外部流体用のフィンを挿入した後、全体をロウ付けして熱交換器とする。
(もっと読む)
高圧水素輸送用オーステナイト系ステンレス鋼溶接管およびその製造方法
【目的】耐水素脆化性および常温での耐塩害腐食性に優れ,大幅な厚肉大径化に頼ることなく,例えば40MPa程度の高圧水素の輸送に好適なオーステナイト系ステンレス鋼溶接管を提供する。
【構成】質量%で,C:0.15%以下,Si:4.0%以下,Mn:3.0%以下,P:0.10%以下,S:0.03%以下,Ni:6〜20%,Cr:14〜28%,N:0.25%以下を含有し,残部がFeおよび不可避的不純物からなり,(1)式で示されるM値が−100以下,(2)式で示されるD値が6〜10に調整されている高圧水素輸送用オーステナイト系ステンレス鋼溶接管を提供する。
M=551−462(C+N)−9.2Si−8.1Mn−29(Ni+Cu)−13.7Cr−18.5Mo・・・(1)
D=(Cr+1.5Si+0.5Nb+Mo)−(Ni+0.5Mn+30C+30N)・・・(2)。
(もっと読む)
多重パイプ及び多重パイプの製造方法
【課題】 パイプの剛性を確保しつつ、軽量化が可能な多重パイプ及び多重パイプの製造方法の提供。
【解決手段】 大波状箔材1aを筒状に形成した第1層部1と、平板状箔材2aを筒状に形成した第2層部2とを径方向に交互に積層固定して成ることとした。
(もっと読む)
鋳鉄製管継手
【課題】例えばステンレスワイヤーを編んで形成した外皮を有するホース等によるヤスリ作用に耐える耐摩耗性を備えた寿命の長い鋳鉄製管継手を提供する。
【解決手段】鋳鉄製本体に表面処理を行って形成した耐摩耗性皮膜を有する鋳鉄製管継手として、鋳鉄製本体11を窒素ガス雰囲気においてガス軟窒化処理することにより、鋳鉄製本体11の内表面に形成した窒素化合物から成る窒化層15と、上記鋳鉄製本体に亜鉛を用いて溶融亜鉛メッキ処理を施すことにより、上記窒化層の表面に形成した溶融亜鉛メッキ層16を有している。
(もっと読む)
自動車排気管用ベローズ管の成形方法
【課題】平板を巻きまわしたままの素管にベローズ成形を施す、フェライト系ステンレス鋼を素材とする自動車排気管用ベローズ管の成形方法を提供する。
【解決手段】1枚の金属板の始端と終端が重なるように複数回巻きまわして、管壁を多層とした素管に波付け成形を施す多層ベローズ管を製造する際、前記金属板は板厚0.2〜0.5mm、降伏点が310〜410MPa,引張り強さが420〜550MPa,且つYRが80%以下のフェライト系ステンレス鋼で、前記素管を、外径が28〜80mmΦで、前記フェライト系ステンレス鋼平板の始端と終端の重ねしろが0°超え20°以内となるように複数回巻きまわして形成する。
(もっと読む)
二重配管の接続構造及び二重配管の組立又は分解方法
配管接続機器のメンテナンスや内管の破損箇所を修理する際、外管を切断することなく、前記内管を分解でき、修理することができる二重配管の接続構造及び二重配管の組立又は分解方法を提供する。本実施例に係る二重配管の接続構造(10A)は、外管(11)と外管(11)に内挿された内管(12)とから構成された二重配管の構造において、内管(12)の接続フランジ部(13)に対応する位置の外管(11)に、二つの蓋(14a)を備えた開口部(14)を有する外管短筒(15)を設け、該外管短筒(15)の両端には外管接続フランジ部(16A、16B)を設け、外管接続フランジ部(16A、16B)を構成する相対面する外管接続フランジ上部(17A−1)と外管接続フランジ下部(17A−2)との間、外管接続フランジ上部(17B−1)と外管接続フランジ下部(17B−2)との間の隙間を調整可能な押上げボルト(21)を有する。
 (もっと読む)
(もっと読む)
浮遊型可撓管
【課題】熱絶縁層の厚みを低減して、管径の大きさを減らすことができる浮遊型可撓管を提供する。
【解決手段】防食層14は、テンションメンバー13の外周に配置される内側部50と、内側部50の外周に配置される外側部51を有し、防食層14の内側部50には、プラスチックテープを複数層巻き付けることでエアギャップ30,31,32が形成され、防食層14の外側部51は、プラスチックテープを突き合わせ巻きして形成され、防食層14の内側部50の複数層と防食層14の外側部51を相互に加熱融着させることにより、防食層14の内側部50にはエアギャップ30,31,32による断熱部70が形成されている。
(もっと読む)
1 - 20 / 40
[ Back to top ]