
Fターム[3J059EA09]の内容
Fターム[3J059EA09]に分類される特許
1 - 20 / 79
免震装置の製造方法
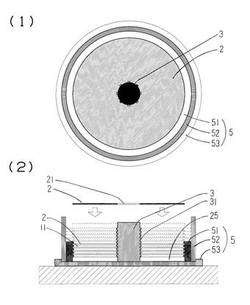
【課題】金属コア内蔵型積層ゴムにおいて、金属コアの抵抗力および減衰性能発揮のばらつきを防止し、信頼性の高い免震装置の製造方法を提供する。
【解決手段】金属コア3の外周部の2カ所以上に段状突起部31を設け、積層ゴム体1の製造時の金型5内において、金属コア3を先に設置し、金属コアをガイドとして利用しながら内部鋼板2およびゴム層11を交互に配置し、金属コア3と内部鋼板2を密着させ、構成部材をすべて組み立てた状態で、金属コア3を内蔵した状態で加圧加熱し加硫成型する。
(もっと読む)
ばね用鋼線及びばね

【課題】細線からなり、疲労特性に優れるばね、及び疲労特性に優れるばねが得られる細径のばね用鋼線を提供する。
【解決手段】ばね1は、当該ばね1を構成する鋼線の周方向における表面粗さがRzで6μm以下であり、平滑である。このように平滑な表面を具えることで、破壊の感受性を低下することができるため、ばね1は、ばね加工後にショットピーニングや窒化処理といった後処理を施さなくても疲労特性に優れる。ばね1は、線径が1mm未満のばね用鋼線に電解研磨処理を施し、鋼線の周方向における表面粗さがRzで6μm以下であるばね用鋼線にばね加工を施すことで得られる。
(もっと読む)
圧縮コイルばねおよびその製造方法
【課題】線材に適切な圧縮残留応力を付与することにより、安価な線材を用いて、高耐久性の圧縮コイルばねおよびその製造方法を提供する。
【解決手段】重量%で、Cを0.45〜0.85%、Siを0.15〜2.5%、Mnを0.3〜1.0%含む円相当直径が1.5〜9.0mmの鋼線材を用いた圧縮コイルばねにおいて、任意の線材横断面における硬さが570〜700HVであり、コイルばね内径側において、ばねに圧縮荷重を負荷した場合の略最大主応力方向における表面から0.2mm深さでの無負荷時の圧縮残留応力が200MPa以上であるとともに表面から0.4mm深さでの無負荷時の圧縮残留応力が100MPa以上である圧縮コイルばね。
(もっと読む)
ばね用材料およびその製造方法並びにばね
【課題】引張強度が1900MPa以上と高強度であり、かつ高い延性を有するばね用材料およびその製造方法を提供する。
【解決手段】所定成分を含有する鉄系合金からなり、任意の断面における内部組織の面積比率で、焼戻しマルテンサイトが30〜80%、下部ベイナイトが5〜70%、残留オーステナイトが8〜15%であり、残留オーステナイト中の平均炭素濃度が1.0〜2.0wt%であるばね用材料であり、その製造方法は、Ac3点を超え(Ac3点+250℃)以下の温度でオーステナイト化する工程と、20℃/秒以上の速度で冷却し、(Ms−200℃)以上Ms点以下の温度で10〜60秒間保持する焼入れ工程と、10℃/秒以上の速度で加熱し、Ms点を超え(Ms点+70℃)以下の温度で90〜3600秒間保持する等温変態工程と、室温まで冷却する冷却工程とを順に行い製造する。
(もっと読む)
車両懸架用ばね部品用鋼、車両懸架用ばね部品およびその製造方法
【課題】 素材自体の耐食性を向上させ、かつ引張強度が1300MPa以上の高強度で、耐食性と低温靭性に優れた車両懸架用ばね部品用鋼、車両懸架用ばね部品およびその製造方法を提供する。
【解決手段】 質量%で、C:0.15〜0.35%、Si:0.6%超え1.5%以下、Mn:1〜3%、Cr:0.3〜0.8%、sol.Al:0.005〜0.080%、Ti:0.005〜0.060%、Nb:0.005〜0.060%、Ti+Nb≦0.07%、N:150ppm以下、P:0.035%以下、S:0.035%以下、Cu:0.01〜1.00%、Ni:0.01〜1.00%を含み、残部がFe及び不可避不純物からなり、引張強さ1300MPa以上を有する耐食性と低温靭性に優れている。
(もっと読む)
熱可塑性重合体からなるコイルの製造方法
【課題】非金属製の材料を主として用いてなるコイルであり、複雑な製造工程を経ることなく安価でかつ容易に成型が可能であり、コイル線の太さ、コイル形状、大きさなどに柔軟に対応可能なコイルを提供することにある。
【解決手段】繊維を複数本集束してなる繊維集束体を用い、該繊維集束体が低融点重合体と高融点重合体によって構成されており、該繊維集束体を所定の螺旋形状となるように巻いた後、該繊維集束体を構成している低融点重合体が溶融し、かつ高融点重合体が溶融しない温度で熱処理を施した後、冷却することを特徴とする熱可塑性重合体からなるコイルの製造方法。
(もっと読む)
ばねおよびその製造方法
【課題】材料コストの低減や製造工程の簡略化を図るとともに、耐疲労性を向上させた高圧縮残留応力層を有するばねおよびその製造方法を提供する。
【解決手段】質量%で、C:0.5〜0.7%、Si:1.0〜2.0%、Mn:0.1〜1.0%、Cr:0.1〜1.0%、P:0.035%以下、S:0.035%以下、残部が鉄及び不可避不純物からなる成分を有する鋼材に対し、ばね形状に成形する成形工程と、Ac3点〜(Ac3点+250℃)の温度でオーステナイト化後、20℃/秒以上の速度で冷却し、(Ms点−20℃)〜(Ms点+60℃)の温度で400秒以上等温保持し、次いで20℃/秒以上の冷却速度で室温まで冷却する熱処理工程と、永久ひずみを与えるセッチング工程と、ショットを投射するショットピーニング工程とを順番に行う。
(もっと読む)
高強度中空ばね用シームレス鋼管用素管の製造方法
【解決課題】高強度中空ばね用シームレス鋼管の製造時にその内面表層部における粗大な内面疵の発生を抑制し、高品質のシームレス鋼管用素管の製造方法を提供すること。
【解決手段】
C:0.2〜0.7質量%、Si:0.5〜3質量%、Mn:0.1〜2質量%、Al:0.1質量%以下(0%を含まない)、P:0.02質量%以下(0%を含まない)、S:0.02質量%以下(0%を含まない)及びN: 0.02質量%以下(0%を含まない)を含有する鋼からなり、且つ、その内面表層部における鋼組織の平均結晶粒径が15μm以下に調整された中空ビレットを用いて熱間押出加工を行い、中空シームレス鋼管用の素管を製造することを特徴とする高強度中空ばね用シームレス鋼管用素管の製造方法。
(もっと読む)
耐へたり性と耐久性に優れたバネ及びその製造方法
【課題】 自動車のパワートレインに使用する高い耐へたり性と耐久性とを備えた高強度バネを提供する。
【解決手段】 Cを0.50〜0.70質量%、Siを1.80〜2.20質量%、Mnを0.50〜0.80質量%、Crを0.50〜0.80質量%、及びVを0.10〜0.20質量%含み、残部が不可避不純物を除いてFeからなり、引張強度が2200MPa級、旧オーステナイト結晶粒の粒度番号が12〜13のオイルテンパー線をコイリングして得られる高強度バネであって、窒化処理により設けられた窒化層を最表面部に有し、最表面部の残留圧縮応力が700〜900MPaであって、且つ内部硬度がHv600〜700kg/mm2である。
(もっと読む)
硬引き線、ばね、及び硬引き線の製造方法
【課題】オイルテンパー線と遜色ない耐へたり性や疲労強度を有する硬引き線及びその製造方法並びにばねを提供する。
【解決手段】質量%で、C:0.50〜0.70%、Si:1.00〜2.50%、Mn:0.50〜1.00%、Cr:0.50〜2.00%を含有し、残部がFe及び不可避的不純物からなる硬引き線である。この硬引き線は、その横断面の伸線後ブロック径の最大値が円相当径で2.0μm以下である。さらに硬引き線の化学成分として、質量%で、V:0.05〜0.50%、Co:0.02〜1.00%、Ni:0.02〜1.00%、及びMo:0.05〜0.50%よりなる群から選択された少なくとも一種を含んでもよい。
(もっと読む)
ばねおよびその製造方法
【課題】耐へたり性に優れ、素材コストの低減と製造工程の簡略化を図ることができるばねを提供する。
【解決手段】質量%で、C:0.5〜0.7%、Si:1.0〜2.0%、Mn:0.1〜1.0%、Cr:0.1〜1.0%、P:0.035%以下、S:0.035%以下、残部が鉄及び不可避不純物からなる成分を有する線材をばねの形状に成形する成形工程と、Ac3点〜(Ac3点+250℃)の温度でオ−ステナイト化後、20℃/秒以上の速度で冷却し、(Ms点−20℃)〜(Ms点+60℃)の温度で400秒以上保持し、次いで室温まで冷却する熱処理工程と、熱処理後のばねにショットを投射するショットピ−ニング工程とを備えた。
(もっと読む)
耐疲労性に優れた析出硬化型の準安定オーステナイト系ステンレス鋼線およびその製造方法
【課題】 高強度・高耐食製品用の素材である析出硬化型の準安定オーステナイト系ステンレス鋼線材および鋼線を提供し、従来の高強度・高耐食製品の強度と耐疲労性の両特性を大幅に改善することにある。
【解決手段】 質量%で、C:0.02〜0.15%、Si:0.1〜4.0%、Mn:0.1〜10.0%、Ni:3.0〜9.0%、Cr:130〜19.0%、Mo:0.1〜4.0%、Al:0.35〜3.0%、Ti:0.01〜0.20%、N:0.05%以下、O:0.004%以下を含有し、残部Feおよび不可避的不純物からなり、(a)式で表されるMd30値が−10〜70であり、(b)式のNg値がN含有量以上、0.10以下であり、引張強さが2000N/mm2以上であることを特徴とする耐疲労性に優れた高強度製品用の析出硬化型ステンレス鋼線およびその製造方法である。必要に応じて、V:0.05〜2.0%,Nb:0.05〜2.0%,W:0.05〜2.0%,Ta:0.05〜2.0%の内、1種類以上、Co:0.1〜4.0%,Cu:0.1以上、2.0%未満,B:0.005〜0.015%,Ca:0.0005〜0.01%,Mg:0.0005〜0.01%,REM:0.0005〜0.05%を含有する。また、300〜600℃の窒素雰囲気中で時効処理を施す。
(もっと読む)
コイルばね及びその製造方法
【課題】疲労強度及び耐へたり性に優れ、例えば自動車用エンジンの弁ばねやトランスミッション用ばねとして好適な高強度コイルばねと、このようなコイルばねの製造方法を提供すること。
【解決手段】質量比で、0.5%を超え0.9%以下のC、0.8〜3.5%のSi、0.3〜3.0%のMn、0.5〜3.5%のCr、必要に応じて、さらに0.05〜1.5%のNiと共に、0.05〜1.5%のMo、0.05〜0.5%のV及び0.01〜0.5%のNbから成る群から選ばれた少なくとも1種の元素を含有し、残部がFeと不可避的不純物である鋼を用い、浸炭処理によって、深さ0.05〜1.00mmの浸炭硬化層を形成すると共に、表面から0.02mmの位置における硬さを650〜1000Hvとなるようにする。
(もっと読む)
ばね用鋼線及びその製造方法、並びにばね
【課題】高強度で高靭性なばね用鋼線及びその製造方法、耐疲労性や耐へたり性に優れるばねを提供する。
【解決手段】質量%で、C:0.5%〜0.8%、Si:1.0%〜2.5%、Mn:0.20%〜1.0%、Cr:0.5%〜2.5%、V:0.05%〜0.50%を含有し、残部がFe及び不可避的不純物からなるばね用鋼線であり、400℃〜450℃×20分の低温焼鈍を施したとき、この低温焼鈍後の降伏応力が、当該低温焼鈍前と比較して300MPa以上高い。このばね用鋼線は、ばね加工前において降伏応力が低いことで加工性に優れ、ばねを容易に形成できる。また、このばね用鋼線は、ばね加工後の歪取り熱処理を想定した上記低温焼鈍後の降伏応力が高いことで、耐疲労性や耐へたり性に優れるばねが得られる。このばね用鋼線は、焼き入れ焼戻し後の線素材に特定の減面率の伸線加工を施すことで製造できる。
(もっと読む)
高強度ばねとその製造方法
【課題】従来の技術と比較して、より高強度のばねを提供する技術を提供する。
【解決手段】 本願の高強度ばね2は、鋼材層12と、鋼材層12の表面に形成された窒化物の化合物層14とを有する。鋼材層12は、質量%で、C:0.55〜0.75、Si:1.50〜2.50、Mn:0.30〜1.00、Cr:0.80〜2.00、W:0.05〜0.30、残部が鉄および不可避的不純物を含有する。そして、鋼材層12中に析出している炭化物16の平均長さが0.12μm以下で平均幅が0.04μm以下となっている。
(もっと読む)
コイルばねの製造方法
【課題】疲労強度を向上させることができるコイルばねの製造方法を提供する。
【解決手段】ばね素線に、温間ショットピーニング工程S4と、水冷工程S5と、冷間ショットピーニング工程S7が行なわれる。温間ショットピーニング工程S4では、焼戻し後のばね素線が100℃を越える温間域にあるうちにショットが投射され、ばね素線の表面から深い位置まで圧縮残留応力が生じる。温間ショットピーニングS4後に行なわれる水冷工程S5によって、ばね素線の少なくとも表面が100℃未満に冷却される。水冷工程S5後に行なわれる冷間ショットピーニング工程S7では、温間ショットピーニング工程S4と同じサイズのショットが前記ばね素線に投射され、ばね素線の表面粗さが小さくなるとともに、特に表面付近の圧縮残留応力が増加する。
(もっと読む)
耐久性及び耐へたり性に優れたバネ用鋼線及びこれを用いたバネ
【課題】 高価な材料を使用することなく耐久性及び耐へたり性に優れたバネ用鋼線及びこれを用いたバネを提供する。
【解決手段】 Cを0.63〜0.68質量%、Siを1.20〜1.60質量%、Mnを0.50〜0.80質量%、Crを0.50〜0.80質量%、及びVを0.10〜0.20質量%含有し、残部がFeのバネ用鋼線であって、その断面の旧オーステナイト粒径の粒度番号が12.5以上13.5以下であり、且つその透過型電子顕微鏡写真において円相当で直径0.1μm以上の大きさを有する炭化物の密度が5個/μm2以下である。これを用いたバネは、120℃で48時間に亘ってせん断応力800〜1000MPaの負荷をかけた後の残留せん断歪が0.055%以下であり、所定の振幅応力を3.0×107回繰り返しかけても折損しない。
(もっと読む)
ばねの製造方法
【課題】 表面が塗装されたばねを製造する方法において、焼付け処理と低温焼鈍処理とを兼ねながら、その処理時間を短縮することができる技術を提供する。
【解決手段】 本願の製造方法は、予め設定された設定温度までばねを加熱する加熱工程(S12)と、加熱されたばねを予め設定された冷却パターンで冷却しながら、ばねの表面に塗料を吹付けて焼付ける塗装工程(S14,S16)を有している。そして、加熱工程における設定温度と塗装工程における冷却パターンが、加熱工程及び塗装工程においてばねに所定の低温焼鈍処理が行われるように設定されている。
(もっと読む)
コイルばね
【課題】低コストで、温度変化への応答性が良いコイルばねおよびその製造方法の提供。
【解決手段】Ti−Ni系形状記憶合金からなる合金線で構成されたクローズドエンドのコイルばねであって、コイルエンドの一方または両方において、合金線の先端部のばね軸方向の厚みdE(mm)と合金線の線径d(mm)との比(dE/d)が0.50〜0.75であり、コイルの平均径D(mm)と合金線の線径d(mm)の比(D/d)が10以下であることを特徴とするコイルばね。
(もっと読む)
スタビライザ及びスタビライザ製造方法
【課題】軽量化のために中空部材を用いた場合であっても、中実部材と同様に主応力を均一化することが簡易な設計で実現できること。
【解決手段】車両幅方向に延び、第1断面積S1を有するトーション部21と、トーション部21の両端に位置し、第1断面積S1より大きい第2断面積S2を有する肩部22と、肩部22からそれぞれ車両前後方向に延び、第1断面積S1を有するアーム部23とを備えている。
(もっと読む)
1 - 20 / 79
[ Back to top ]