
Fターム[4D075AA04]の内容
流動性材料の適用方法、塗布方法 (146,046) | 噴霧 (3,578) | スプレー、噴射、吹き付け (1,397) | エアレススプレー (87)
Fターム[4D075AA04]の下位に属するFターム
ホットエアレススプレー (3)
Fターム[4D075AA04]に分類される特許
61 - 80 / 84
静電塗装される被塗物のアース状態検査方法及び装置

【課題】信頼性に優れ、しかも設備投資を抑制することが可能な静電塗装される被塗物のアース状態検査方法及び装置を提供する。
【解決手段】静電塗装される被塗物2の塗装面のアース状態を検査する装置1は、被塗物2の塗装面にプライマ塗料を吹き付けてその摩擦により当該塗装面に電荷を印加するプライマ塗装装置11と、電荷が印加された塗装面の電荷量を非接触の状態で測定する電荷量測定センサ12と、電荷量測定センサ12により測定された電荷量が所定範囲にあるか否かを判定する判定装置13と、を備えている。
(もっと読む)
表面塗布装置及び表面塗布方法

【課題】塗布した加工品の表面への塗料噴霧の再沈着及び塗料噴霧による汚染を抑えられる塗布装置及び方法の提供。
【解決手段】塗布装置1は加工品3の面に塗料を塗布する塗布ノズル2及び塗料蒸気及び/又は塗料噴霧を含んだ空気を吸引する吸引装置を有し、塗布ノズル2と加工品3は相対的に可動に構成している。塗布ノズル2の開口部9を覆うように配置した吸引ベル4を噴霧ノズル2のノズル壁14に強固に連結する。吸引ベル4は内部ベル5及び外部ベル6を含んで構成され、加工品3から僅かな間隔を隔てて配置されている。外部ベル6は内部ベル5を覆うように、互いに離れた状態を保って配置され、内部ベル5が噴霧室7を形成し、外部ベル6及び内部ベル5はその間に吸引口10を有する吸引室8を形成する。
(もっと読む)
塗装方法及び塗装機
回転式塗装機(1)は、エアモータ(2)により駆動される回転ヘッド(4)を有し、この回転ヘッド(4)の回転速度は、例えば4,000〜5,000rpmである。塗料は、塗料供給管(5)を通じて回転ヘッド(4)の中心部分に供給される。回転式塗装機(1)は、円筒状の超音波ホーン(6)を更に有し、超音波ホーン(6)の振動面(6a)は回転ヘッド(4)の外周縁に隣接して配置されている。振動面(6a)は、前方に向かうに従って徐々に拡径する傾斜面で構成されている。回転ヘッド(4)の外周縁から放出された塗料は、その直後に振動面(6a)からの超音波振動を受け、これにより塗料は均一に微粒化し、また、微粒化した塗料は前方に差し向けられる。  (もっと読む)
(もっと読む)
塗装装置、製造方法
【課題】塗装装置で複数のワーク毎に塗装を実施するにあたり、各ワークを搬送する搬送ロボットを干渉を発生させないように制御する。
【解決手段】ワーク受取場から塗装ブースへの投入動作、塗装中の支持動作、塗装後の塗装ブースからワーク引渡場への送出動作、及び、ワーク引渡場からワーク受取場への復帰動作からなる一連の動作を遂行する複数の搬送ロボット(例えばFr,Rr)と、各搬送ロボットの前記一連の動作を各動作シーケンスに従って制御する制御装置とを備える。各動作シーケンスは、ワーク受取場またはワーク引渡場において搬送ロボットとこの搬送ロボットに搬送されないワークとの干渉を防止する第1制御条件、及び、共にワークを保持した搬送ロボット同士の交差に起因する干渉を防止する第2制御条件を満たす位相ずれ関係を有する。
(もっと読む)
金属酸化物膜の製造方法
【課題】本発明は、金属酸化物膜形成用溶液を用いる安価なWetコートであって、複雑な構造部を有する基材や多孔質材料の基材等に対しても均一かつ緻密で充分な膜厚を有する金属酸化物膜を得ることができる金属酸化物膜の製造方法を提供することを主目的とするものである。
【解決手段】本発明は、金属源として金属塩または金属錯体と、酸化剤および還元剤の少なくとも一方とが溶解した第一金属酸化物膜形成用溶液と、基材とを接触させることにより上記基材上に第一金属酸化物膜を形成する第一金属酸化物膜形成工程と、上記第一金属酸化物膜を備えた基材を金属酸化物膜形成温度以上の温度まで加熱し、金属源として金属塩または金属錯体が溶解した第二金属酸化物膜形成用溶液と接触させることにより第二金属酸化物膜を得る第二金属酸化物膜形成工程とを有する金属酸化物膜の製造方法を提供することにより上記課題を解決する。
(もっと読む)
トラバース塗装工程における連続硬化方法
【課題】 硬化手段を塗装工程の内部に取り込んで、塗膜層に液だれを生じさせることなく、要スペースも少なく工程時間も短縮できるトラバース塗装工程における連続硬化方法を提供する。
【解決手段】 回転する導電性ローラ1(またはエンドレスベルト)の基体部5の表面に塗料を塗布するトラバース塗装方法において、塗装工程の直後に紫外線あるいは電子線を前記ローラ1の塗膜層4にトラバース照射し、前記照射手段18とローラ1とを軸方向に相対移動させて前記塗装と硬化を連続して行うことにより、トラバース塗装方法の利点を活かして、塗装コーター10と紫外線照射手段18等とを併設し、塗装された塗膜層4の表面が、その後の紫外線等の照射により、即座に均一かつ効果的に硬化されて、液だれを生じることなく、要スペースも少なく工程時間も短縮できて品質が向上する。
(もっと読む)
スプレーノズルチップおよびそれを用いた熱硬化性樹脂の製造方法
渦流発生の効率が良く、噴霧される熱硬化性樹脂の噴霧パターンの広がりが大きく、しかも、霧化された液滴が小さく、気泡の巻き込みも少なく、金型上に熱硬化性樹脂を噴霧することができ、薄く、均一で、機械的強度に優れた熱硬化性樹脂成形品を得る。 熱硬化性樹脂の流路が形成されたケーシング本体と、ケーシング本体の噴霧開口部に設けられたオリフィス部と、オリフィス部の噴霧開口部側と反対側に設けられたコア部と、オリフィス部とコア部との間に形成され、前記オリフィス部のオリフィス出口と連通する渦流形成室とを備え、オリフィス部には、オリフィス出口の軸線に対して垂直な方向に、かつ前記渦流形成室の内周壁に接線方向に連通する旋回溝が形成されている。 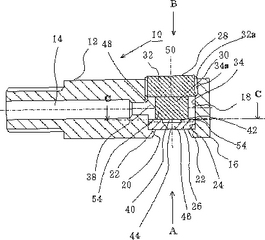 (もっと読む)
(もっと読む)
噴霧方法および装置
【課題】 エッチング液または現像液等の処理液を、処理の対象となる被処理材料に均一に噴霧する。
【解決手段】 隣接するヘッダパイプ1a〜1g間において隣接するエッチングノズル3の間の距離をP3、エッチングノズル3のオシレーションの中心位置とエッチングがなされるプリント配線板2との間の距離をL3、最大オシレーション角度をθ3としたときに、下記の式を満たすように最大オシレーション角度θ3を調整する。
(P3/2)/L3<tanθ3
(もっと読む)
板材の塗装方法
【課題】 板材の上面に塗装されたり板材の端面に塗装むらが生じたりすることを低減させて、板材の端面を塗装することができる板材の塗装方法を提供する。
【解決手段】 板材1の端面2の上部を板材1の上面に対して20〜80°の傾斜角度αを有するテーパー面3に形成し、板材1の斜め上方に配置したノズル4からの塗料5の噴射角度θをテーパー面3の傾斜角度αよりも小さくし、ノズル4から塗料5をテーパー面3の上端よりも下側に噴射して塗布する。板材1の上面に塗料5が塗布されないようにすることができる。また、テーパー面3に塗布された塗料5が噴霧圧等の力によりテーパー面3に沿って上昇してテーパー面3の上端にまで到達させることができる。
(もっと読む)
画像形成装置および画像形成装置用のエンドレスのベルトの表面および裏面の加工方法、
【課題】 回転するベルト表面に当接するクリーニングブレードのブレードエッジに作用する剪断力を低下させること。
【解決手段】互いに離隔して且つ並行に配置された駆動ロールおよび従動ロールを有する複数のベルト支持ロールRd,Rfにより回転可能に支持されたエンドレスのベルトTBは、ベルト基材TB1と前記ベルト基材TB1の表面に形成された表面層TB2との2層構造の前記ベルトTBと、前記表面層TB2の回転方向のグロス値がα1とα2であり且つα1<α2である場合に画像記録動作時のベルトの回転方向の下流側に前記α2側が配置される。ベルト表面に付着したトナーを除去するクリーニングブレード3のブレードエッジ3aは、画像記録動作時のベルトの回転方向の下流側から前記ベルトに当接する。
(もっと読む)
ノズルチップ並びに該ノズルチップが用いられる塗装方法及び塗装装置
【課題】 塗装の工数が削減されると共に袋状に形成された被塗装物の奥まった部位に塗料が確実に塗布されるノズルチップ並びに該ノズルチップが用いられる塗装方法及び塗装装置を提供する。
【解決手段】 防錆ワックス6が当該ノズルチップ1の軸直角面に対して3°の仰角で噴射されるため、スリット9から噴射された防錆ワックス6の直進性が高まり、防錆ワックス6が袋状に形成された被塗装物の奥まった部位に塗料が確実に塗布される。また、防錆ワックス6が軸線回りに160°の広がり角度の噴射パターンで噴射される。これにより、従来と比較して、噴射パターンの軸線回りの広がり角度を大きく設定することが可能になり、既存の部品取付孔を利用して、エンジンフード2の被塗装部5に防錆ワックス6を塗布することが可能になり、塗装の工数が削減される。
(もっと読む)
複層塗膜形成方法
【課題】自動車用バンパーなどのプラスチック成形品に、高明度或いは高彩度の塗色を有する複層塗膜を形成できる複層塗膜形成方法を提供する。
【解決手段】プラスチック成形品表面に、CIE1976表色系によるL値が60以下となる塗膜を形成する導電性プライマー塗料(A)を塗装し、該塗面が未硬化の状態で、その上にCIE1976表色系によるL値が70以上となる塗膜を形成する白色系非導電性塗料(B)を塗装し、さらにその上にカラーベース塗料(C)を静電塗装した後、クリヤー塗料(D)を塗装する。
(もっと読む)
静電吸引型流体吐出方法及び静電吸引型流体吐出装置
【課題】 ノズル孔径の微細化と駆動電圧の低電圧化とを両立し、かつ吐出先基板での液滴飛散を抑制して鮮明な微細パターンを形成できるようにする。
【解決手段】 静電吸引型流体吐出装置は、ノズル11と絶縁性基板16との間に電源14から駆動電圧を印加して、ノズル11内に供給された吐出流体15に電荷を供給し、この吐出流体15をノズル孔から絶縁性基板16に吐出させる。ノズル11の孔径はφ0.01μm〜φ25μmであり、電源14は、駆動電圧として、正負両極性に反転する両極性電圧であり、両極性電圧の印加時間と印加電圧値との積を極性毎に任意に変更し出力する。
(もっと読む)
衝突混合スプレーガン並びにそれを用いた塗装方法および鋼材
【課題】粘度が高く、粘度差および配合比が大きい2つの材料を衝突させて均一に混合し、得られた混合物を噴出させることができる衝突混合スプレーガン並びにそれを用いた塗装方法および鋼材を得る。
【解決手段】衝突混合スプレーガン10は、ガンブロック14を含む。ガンブロック14内に、オリフィス34,36を有するミキシングモジュール26を配置する。主剤用のオリフィス36と硬化剤用のオリフィス34について、1個当たりの内径比を0.7:1.0〜1.3:1.0とし、かつ合計断面積比を2.0:1.0〜6.0:1.0の範囲にする。主剤用オリフィス36と硬化剤用オリフィス34から混合室70に向かって、主剤と硬化剤との配合比が2.5:1〜5:1の割合で、主剤と硬化剤の粘度差が2倍以上ある主剤と硬化剤とを注入する。主剤と硬化剤とを混合して得られた二液硬化型ウレタン塗料を噴出孔54から噴出する。
(もっと読む)
塗工方法及びその装置
【課題】残留塗工液を溶解して塗工ロール表面の塗工量を常に均一にできるようにする。
【解決手段】紙Aに塗工液を転写してから塗工液の供給を受けるまでの間で、塗工ロール2の表面の残留塗工液を加湿する。
(もっと読む)
プラスチック基板を有する物品を塗装する方法およびシステム
プラスチック基板を含む物品を塗装する方法が開示されている。特定の方法は、(i)第一塗布技術により、該基板の少なくとも一部に、接着促進剤を含有する組成物を塗布する工程、(ii)第一塗布技術とは異なる第二塗布技術により、工程(i)で塗布された該組成物の少なくとも一部の上に、接着促進剤を含有する組成物を塗布する工程、および(iii)工程(i)および(ii)で塗布された該組成物の少なくとも一部の上に、保護および装飾塗装系を塗布する工程を包含する。プラスチック基板を含む物品を塗装するシステムもまた、開示されている。 (もっと読む)
多液混合装置及び多液混合方法
【課題】 作業者の負担を軽減する
【解決手段】 塗装ブース内の温度と湿度の値をセンサ21,22で測定し、温度と湿度の値に応じて予め作成された複数の混合比データの中から、センサ21,22の測定値と対応する混合比データを読み出し、この読み出した混合比データに基づき、ポンプ13A,13Bと切換弁12の作動が制御され、主剤とシンナーの流量を個別に変更して最適な混合比の塗料が得られる。作業者が塗膜表面を目視で確認する必要がないので、作業者の負担が軽減される。
(もっと読む)
スプレー塗装システムおよびマスキング冶具
【課題】 塗装工程にて使用されるマスキング冶具の数量を低減することができ、塗装領域とマスキング領域の間の見切りを鮮明なものに仕上げることができるスプレー塗装システムおよびマスキング冶具を提供する。
【解決手段】 被塗装体7を搬送可能な搬送手段2と、該被塗装体7の塗装面にマスキング冶具6を載置可能な載置手段3と、スプレー塗装手段4と、スプレー塗装後のマスキング冶具6を回収して洗浄する洗浄手段5とからスプレー塗装システム1が構成される。マスキング冶具6は洗浄後に再利用される。また、マスキング冶具6は磁性を有する弾性材をその構成要素としており、磁性を有する被塗装体7または搬送ベルト22または回転軸体21と相互に引き付け合うことができる。さらに、マスキング冶具6は被塗装体7と垂直ではない角度で交わる境界を塗装領域とマスキング領域の境界とするものである。
(もっと読む)
表面処理方法、被覆組成物およびその使用、ならびにその方法を使用して得られる被覆表面
表面処理方法であって、液相中に分散させたポリオレフィンワックスまたはポリオレフィンワックス混合物の粒子を含んでなる塗料組成物を用意する工程、該塗料組成物を表面に塗布する工程、塗布した塗料組成物から該液相を蒸発させる工程、および該乾燥した、塗布された塗料組成物を熱処理にかけ、該ワックス粒子を融着させる工程を含んでなる方法。 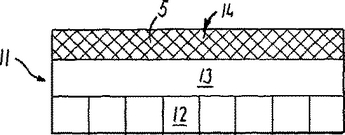 (もっと読む)
(もっと読む)
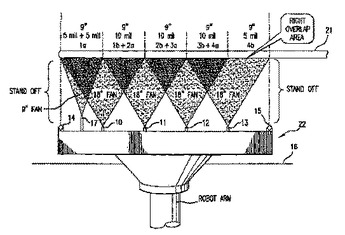
大表面に対して費用効果の高い自動下処理及び塗装方法
乾ドックにある船の船体などの大型の構造体を下処理及び塗装する装置及び方法であって、アレー状に設けられた複数のスプレーガンが、スプレーパターンが重なるように処理する表面に沿って一定の間隔にてロボットアームによって配置される。スプレーガンのアレーを下方向に移動させてストリップを塗装した後、スプレーガンを締めて水平に移動し、次に最初のストリップに隣接して重なっている別のストリップが塗装されるまで、作動させて上方向に移動させる。これらの工程は、実質的に表面領域の全体が塗装されるまで繰り返される。塗料スプレーしぶきや他の過剰な塗料を収集するためのシュラウドが提供され、アレー集合体に取り付けられる。補助スプレーガンを配置して、スプレーガンのアレーから発せられる元々のスプレーパターンの欠けていた領域に塗料を塗布するようにそのスプレーパターンを調節してもよい。作業表面に沿ったシステムの移動は基準軌道により行われ、この基準軌道は仮想のものでも現実のものでもよく、それに沿って無人プラットホームが移動する。無人プラットホームがコンピュータ制御式関節アームを支持し、該アームが前記集合体を支持する。船体を塗装する前に船体を洗浄するために、選択的に別のツールをアームに作動可能に連結してもよい。
 (もっと読む)
(もっと読む)
61 - 80 / 84
[ Back to top ]