
Fターム[4D075AA55]の内容
流動性材料の適用方法、塗布方法 (146,046) | 噴霧 (3,578) | 被塗体の保持、搬送、載置 (303) | コンベア (33)
Fターム[4D075AA55]の下位に属するFターム
Fターム[4D075AA55]に分類される特許
1 - 16 / 16
成膜装置および成膜方法

【課題】基板上に成膜される膜の厚さの均一性を向上する。
【解決手段】筐体150と、筐体150の内部に成膜材料160を微粒子化したミストを噴霧する複数の噴霧機構と、複数の噴霧機構の基板200上への成膜量を所定の範囲に収めるように調節する調節手段とを備える。調節手段は、複数の噴霧機構の各々の基板200上への成膜量を調節する、または、基板200上への成膜量に関して複数の群に分けられた複数の噴霧機構においてこの複数の群の各々に含まれる噴霧機構毎に基板200上への成膜量を調節する。
(もっと読む)
ブレーキパッドの塗装方法

【課題】 金属製のバックプレート2に絶縁性のパッド部3が接合されているブレーキパッド1におけるバックプレート2のパッド部3の接合面を除く外面と、パッド部3の外周側面とを、粉体塗料Aにより塗装する方法を提供する。
【解決手段】
ブレーキパッド1に対して摩擦帯電式塗装ガン7から吐出される粉体塗料Aを直接当てずに、間接的に当てることにより、バックプレート2及びパッド部3に粉体塗料Aを吹き飛ばすことなく付着させるようにした。
(もっと読む)
塗装システム及びそれを用いた塗装方法
【課題】塗装後の乾燥を誘導加熱により行う塗装システムにおいて、誘導加熱による加熱乾燥の処理を中断することなく連続加熱を可能にすること。
【解決手段】コンベア3によりワークを搬送する搬送ライン2と、搬送ライン2の途上に配設された塗装ブース7と、塗装ブース7内に配設された塗料噴射手段10と、塗装ブース7の前方側に配置した加熱室12と、塗装済みワークを塗装可能範囲から外へ搬送して未塗装のワークを塗装可能範囲内へ搬送する第1モーター15と、加熱済みワークを加熱室12から外へ搬送して未加熱のワークを加熱室12へ搬送する第2モーターと、第1モーター15の前方側に配置した加熱待ちエリア17と、第2モーター16の前方側に配置した搬送待ちエリア20を具備し、ワークの塗装中は塗装ブース内ではコンベアを駆動せず、塗装済ワークの加熱中は加熱室12内ではコンベアを駆動しないことを特徴とする。
(もっと読む)
塗布方法及び塗布装置
【課題】2液以上を混合してなる塗布液の塗布性に優れ、高品質の製品を安定的に提供し得る塗布方法及び塗布装置を提供すること。
【解決手段】塗布装置50は、被塗布物10に塗布液を塗布する装置であり、塗布液の塗布前に被塗布物10に切り込み11を設ける切り込み形成手段51と、塗布液の塗布直前に複数種の流体を混合して該塗布液を調製する塗布液調製手段63と、切り込み11が設けられた被塗布物10に塗布液を吐出する複数のノズル65と、を備えている。複数のノズル65は、被塗布物10の複数箇所に塗布液を塗布可能に配列され且つ少なくとも該塗布液の吐出口が格子状に区画されている。
(もっと読む)
粉体塗装方法及びその装置
【課題】被塗装物の全体にわたって厚みが略均一な塗膜を形成する一方で、未塗着の粉体塗料を効率よく回収する。
【解決手段】粉体塗装装置10は、ワークW(被塗装物)を搬入する塗装ブース14を有し、該塗装ブース14を構成し且つ互いに対向する側壁36、38には塗装ガン16a、16bが設置される。塗装ガン16a、16bからの各吐出風量は、一方に対して残余の一方が所定の割合となるように設定される。一方、底壁34と側壁36、38の間と、上流側壁42及び下流側壁44の各々に形成された導入口46、導出口48の近傍とには、フード部50、52、68、70がそれぞれ設けられる。塗装ガン16a〜16cから吐出されてワークWに塗着されなかった未塗着の粉体塗料は、ファン120の吸引作用下に、ダクトホース58a〜58jを介して吸引される。好ましくは、この際の吸引風量は、塗装ガン16a〜16cからの吐出風量の合計に対して所定の割合となるように設定される。
(もっと読む)
塗布液の塗布装置および塗布方法
【課題】ガラス板面に速乾性の塗布液を、塗布ムラもなく均一に、速い速度で塗布する。
【解決手段】略水平姿勢で搬送されるガラス板の上面に塗布液を塗布する方法において、ガラス板を成膜室内に搬入後、ノズル位置調整手段とノズル高さ調整手段によって、ガラス板の搬送方向と直交する幅方向の湾曲面形状に沿って一定間隔で一列に配設した複数の塗布ノズルの各塗布位置がガラス板の先端位置以降、後端位置となる迄塗布ノズルを開にして塗布液を噴射するようにした。
(もっと読む)
塗料供給設備及びその運転方法
【課題】 合理的かつ完成度の高い運転形態を採ることで全体として一層優れた塗料供給設備を提供する。
【解決手段】 塗料種別の塗料供給ポンプPの夫々を吐出流量Lの調整が可能な可変速ポンプにするとともに、それら塗料供給ポンプPにより塗料往路4から塗料還路5にわたって塗料Tを循環させる塗料種別の塗料循環運転を塗装ガン装備部2の運転状況に応じて正規運転とセーブ運転とに自動的に切り換える制御手段24を設け、正規運転では背圧調整調整手段R,22,23による塗料往路圧力調整の目標圧力psを設定正規圧力値psaにするとともに塗料供給ポンプPをその吐出流量Lが設定正規流量値Laとなる状態に変速制御し、かつ、セーブ運転では背圧調整手段R,22,23による塗料往路圧力調整の目標圧力psを設定セーブ圧力値psbにするとともに塗料供給ポンプPをその吐出流量Lが設定正規流量値Laよりも小さい設定セーブ流量値Lbとなる状態に変速制御する構成にする。
(もっと読む)
立体回路基板の絶縁膜形成方法および絶縁膜形成装置
【課題】より均一な絶縁膜をより迅速に成膜可能な立体回路基板の絶縁膜形成方法および絶縁膜形成装置を得る。
【解決手段】金属フープ材Hに配列した複数の立体基板1を順次移動させるフープ材繰出し部11およびフープ材巻取り部11Aと、移動する立体基板1に絶縁素材の微粒子を照射する前・後2つのノズル12,12Aと、立体基板1に対する微粒子の照射角度を変化させるひねり機構13とを設け、フープ材繰出し部11およびフープ材巻取り部11Aによって複数の立体基板1を順次移動させる基板送り工程を達成し、ノズル12,12Aおよびひねり機構13によって照射角度を変化させつつ照射する微粒子照射工程を達成することにより、立体基板1を移動させた状態で複数のノズルから微粒子を照射できるとともに、立体基板1に対する微粒子の照射角度を変化させつつ照射することができる。
(もっと読む)
塗装システムの塗料供給装置及び塗料供給方法
【課題】設備全体のコンパクト化を図るとともに、色替えに伴う塗料の無駄を良好に削減することができ、経済的且つ効率的な塗装作業を遂行することを可能にする。
【解決手段】塗料供給装置10は、車体14の搬送方向に沿って延在する搬送機構38と、少なくとも第1塗装ステーション18に塗料容器26を搬送可能であるとともに、前記搬送機構38により往復動自在な第1搬送部材40と、少なくとも前記第1塗装ステーション18から残存塗料容器26aを回収し、第2塗装ステーション20に前記残存塗料容器26aを搬送可能であるとともに、前記搬送機構38により往復動自在な第2搬送部材42と、前記塗料容器26の交換又は前記塗料容器26への塗料の充填を行う塗料充填ステーション44とを備える。
(もっと読む)
塗布製品の製造方法
【目的】凹凸を有するワークに対して、防錆油等の液状薬剤を可及的に均一かつ薄膜を塗膜を形成可能な塗布製品の製造方法を提供すること。
【構成】油性防錆油等の油性薬液を鋳造品等のワークWに塗布して塗布製品を製造する方法。ワークWをエア圧損が実質的に発生しないネット型コンベヤ(穴明きコンベア)12で搬送する。それぞれ閉鎖室である第1処理室14と第2処理室16を連続的に配する。第1処理室14において、防錆油等の油性薬液でネット型コンベヤ12及びワークWを濡らす。第2処理室16において、エアカーテンにより、ワークWの滴切りを行うとともに、油性薬液をミスト化する。
(もっと読む)
上塗り塗装設備及びそれを用いた塗装方法
【課題】クリア塗装を効率よく行い、生産効率を向上させることができる上塗り塗装設備を提供すること。
【解決手段】上塗り塗装設備10は、2列の塗装ライン11と乾燥炉12と検査部13と返車コンベア14と乗換装置15とを備える。塗装ライン11は、ベース塗装エリア21とプレヒートエリア22とクリア塗装エリア23とを有する。塗装ライン11には、自動車ボディ25を各エリア21〜23内を通過させながらライン順方向に搬送する第1搬送コンベア27及び第2搬送コンベア28が設けられている。乗換装置15は、プレヒートエリア22のホットエアゾーン31とクーリングエアゾーン32との接続部分において、返車コンベア14により搬送されてくる自動車ボディ25を第2搬送コンベア28上に乗せ換えさせる。
(もっと読む)
塗装システムおよび塗装方法
【課題】 別途洗浄工程を行うことなく、塗装工程中にワークを支持する支柱に少量の洗浄液を供給して、支柱に塗料が付着するのを防止することができる塗装システムおよび塗装方法を提供する。
【解決手段】 塗装システムは、ワークWを支持する支柱1と、支柱1の壁面に沿って形成される流路24A、24B、25A、25B、32と、流路24A、24B、25A、25B、32の支柱1底部から頂部に向かって洗浄液Cを押し上げる洗浄液供給手段4と、流路24A、24B、25A、25B、32に接続されるとともに、支柱1の頂部近傍に設けられ支柱1の周縁形状に沿って開口する洗浄液排出口27A、27B、31aと、を備えている。洗浄液排出口27A、27B、31aからオーバーフローした洗浄液Cは、支柱1の表面に洗浄液膜Caを形成しながら流下し、オーバースプレー塗料の付着を阻止する。
(もっと読む)
噴霧方法および装置
【課題】 エッチング液または現像液等の処理液を、処理の対象となる被処理材料に均一に噴霧する。
【解決手段】 隣接するヘッダパイプ1a〜1g間において隣接するエッチングノズル3の間の距離をP3、エッチングノズル3のオシレーションの中心位置とエッチングがなされるプリント配線板2との間の距離をL3、最大オシレーション角度をθ3としたときに、下記の式を満たすように最大オシレーション角度θ3を調整する。
(P3/2)/L3<tanθ3
(もっと読む)
スプレーコート方法及びスプレーコート装置
【課題】 ワークが表面に凹凸を有するものであっても、液だれが生じることなく、目的とする厚みの塗膜をワークの表面に形成できるスプレーコート方法とスプレーコート装置の提供。
【解決手段】 ワーク2に吸収され、かつ上記塗布液には吸収されない波長の光39をワーク2の一部に局部的に照射し加熱しながら塗布液を噴霧して塗膜を形成する工程を備えるスプレーコート方法。ワーク2を載置するワーク支持台3aと、ワーク2に塗布液を噴霧する塗布用ノズル5と、ワーク2に吸収され、かつ上記塗布液には吸収されない波長の光をワーク2の一部に局部的に照射し、加熱する光源41と、ワーク2に照射する光39の照射角度を変更するためのワーク支持台・光源相対移動手段が備えられ、光源41は塗布用ノズル5から噴霧された塗布液の噴霧エリアを横切るように上記光を出射可能な構成とされたスプレーコート装置。
(もっと読む)
建築材の塗装方法及び装置
【課題】 建築物の外壁等に使用され、結合部を介して順次結合させて使用する建築素材にして、この素材の表面に目地等の模様を有する塗装を施すに当たり、この素材の生産性を上げるために、被塗装材の目地等の模様を、塗装剤の塗布後に施し、建築現場での塗装工程を略し得る素材の提供を得ること。
【解決手段】 素材への塗装剤の塗布後、固化しないうちに、ローラに貼着された目地等の模様が施された意匠型を、前記素材の塗装剤上に転動させ、且つ塗装剤と意匠型の間に薄膜を介在させる。
【効果】 素材の塗装剤上に意匠型を貼着したローラを転動させて、目地等の模様をつけるので、塗装剤に容易に目地等の模様がつき、ローラと素材との間に薄膜を介在させて塗装面を損なうことなく容易に模様がつけられる。また、意匠型は簡単にシートから抜き型で多品種に安価に対応できる。
(もっと読む)
表面塗装装置
本発明は成形品(21)を製造及び塗装する装置に関し、成形機と成形品処理装置を備えている。成形品処理装置は成形品(21)の表面に塗装を施す手段を有する塗装ステーション(30)と、成形品(21)を処理するための少なくとも一つの処理ステーション(31, 32)と、これら各ステーション(30, 31, 32)の間で成形品(21)を移送するテープコンベア(23)とを備える。成形品処理装置は密閉室(22)の内部に配置され、該密閉室(22)は内部に制御された雰囲気を創出する手段(25, 26, 27)を備える。成形機は密閉室(22)の外部に配置される。 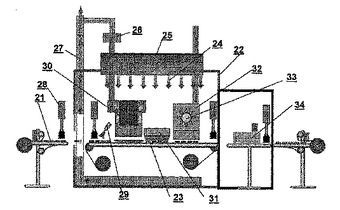 (もっと読む)
(もっと読む)
1 - 16 / 16
[ Back to top ]