
Fターム[4D075AA68]の内容
流動性材料の適用方法、塗布方法 (146,046) | 噴霧 (3,578) | 被塗体の保持、搬送、載置 (303) | 状態、姿勢 (163) | 回転、回動 (63) | 水平軸回り (22)
Fターム[4D075AA68]に分類される特許
1 - 20 / 22
余剰スプレー再利用システム
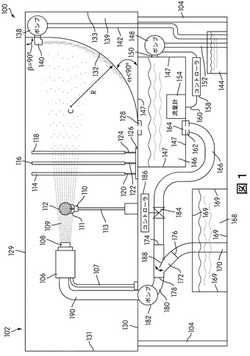
【課題】 余剰スプレーを再利用するシステムを提供する。
【解決手段】 本システムは、対象物の外面にコーティングを施すために対象物へ向けて材料を吐出するときに生じる余剰スプレーを回収して再利用することができる。本システムは、概して、対象物が噴霧され得るように収容するハウジングと、対象物を保持するホルダと、対象物へ向けてコーティング材料を吐出する吐出デバイスと、余剰スプレーを回収および/または処理する容器と、再利用されるべき余剰スプレーを導くコンジットおよび流量調整器と、を備える。吐出デバイスおよびホルダは、ハウジング内に配置され得る。吐出デバイスとハウジングの壁との間に、少なくとも1つの多孔性材料が配置され得る。
(もっと読む)
筒体の塗装装置及び塗装方法

【課題】特にジェットエンジンシャフト等のように径に対して長い長さを有する筒体の内表面及び外表面に、小型の装置で一定膜厚の塗装膜を安定して形成できるようにする。
【解決手段】筒体1の表面に一定膜厚の塗装膜を形成する筒体の塗装装置であって、筒体1を水平に支持し且つ筒体1の軸線を中心に回転駆動可能な支持台2と、支持台2に支持した筒体1の表面と間隔を隔てたスプレーガン13,20を筒体1の軸線と平行に移動させて筒体1の表面に塗料を噴射する塗装機3,4と、支持台2を180゜水平旋回可能に支持する旋回台21とを備える。
(もっと読む)
筒体の塗装方法
【課題】長手方向で断面形状が変化する筒体の内表面及び外表面に一定膜厚の塗装膜を精度良く塗布する。
【解決手段】筒体1の軸線を中心に回転させる回転駆動手段3と、移動手段12により筒体1の軸線と平行且つ筒体1の内表面1aと間隔を隔てて移動し円錐状に塗料を噴射するスプレーガン5と、噴射圧を調整してスポット径dを調整する圧力調節手段10とを設け、スプレーガン5と筒体1の長手方向表面との相対距離Lを予め計測しておき、スポット径dが相対距離Lに応じて一定に保持されるよう噴射圧を調整して筒体1の回転とスプレーガン5の移動とを行い、同時に、相対距離Lの減少時にはスプレーガン5の移動速度の増加と筒体1の回転速度の減少の少なくとも一方を行い、相対距離Lの増加時にはスプレーガン5の移動速度の減少と筒体1の回転速度の増加の少なくとも一方を行って、筒体表面に一定の塗布パターン幅で且つ一定のパターン間隔による一定膜厚の塗装膜を形成する。
(もっと読む)
液状物の塗布方法および装置
【課題】潤滑剤に限らずに塗料、染料等を含む液状物を塗布媒体とし、オイルシールのシールリップに限らずに装飾用筒体等を含む環状製品の環状の内周面を塗布対象とし、当該内周面に対して塗布領域の軸方向長さを長くして、内周面に損傷を与えてしまうことがなく、しかも、少量の液状物によって当該内周面の広い領域に適正に液状物を塗布することのできる液状物の塗布方法および装置を提供すること。
【解決手段】環状の内周面の軸方向長さの長い塗布領域Aに対して所定量の液状物を塗布するための液状物の塗布方法において、前記内周面の内径より小さい直径を有する塗布用円板12に所定量の液状物を保持させ、塗布用円板12を高速回転駆動させ、前記液状物を塗布用円板12の液状物誘導面14の外周端部に形成された塗布領域Aの軸方向長さに対応する軸方向長さを備えた飛散端縁15より外側に飛散させて、前記内周面の塗布領域Aに所定量の液状物を非接触により塗布するようにしたことを特徴とする。
(もっと読む)
長尺材の塗装装置、および長尺材の塗装方法
【課題】長尺材の外面に対し塗料を噴霧することにより、この長尺材の外面を塗装して製品を得る場合に、この製品の外面の全体に所望の塗装塗料の均一性が、より確実に得られるようにする。
【解決手段】長尺材の塗装装置は、長尺材2を水平姿勢に支持するワーク支持装置5と、長尺材2の外面に対し塗料6を噴霧する塗料噴霧装置7と、この塗料噴霧装置7を収容して支持すると共に、この塗料噴霧装置7による塗料6の噴霧対象となる長尺材2の長手方向での一部分2aを収容する塗装ブース8とを備える。長尺材2の長手方向で、この長尺材2と塗装ブース8とを相対移動可能にする。長尺材2の上面側に対しその上方から塗料噴霧装置7により塗料6を噴霧するようにする。長尺材2を、その長手方向に沿った軸心19回りに自転可能とする自転装置20を設ける。
(もっと読む)
塗装方法及び塗装装置
【課題】 塗装工程後のマスキング部材の取り外しを必要とせずに製造性を向上させると共に、良好な製品仕上がりを確保できる塗装方法、及びこの実施に使用する塗装装置を提供する。
【解決手段】 無電極放電灯用の中空棒状の管材1の側外面1aに対して蛍光体または保護膜で構成される塗装膜をスプレーノズル11からのスプレー塗装で被着させる塗装方法である。管材1の非塗装域3とスプレーノズル11との間にマスキング部材12を非接触状態にして配置し、管材1を軸周りに回動させつつ、塗料を噴射するスプレーノズル11を管材1の軸方向に平行に移動させることで、スプレーノズル11から噴射して非塗装域3に向かう塗料をマスキング部材12で遮断するようにした。
(もっと読む)
管体外周面の塗装方法
【課題】重ね塗り部による塗料の無駄を低減するとともに美観を向上させる。
【解決手段】平面視長楕円形の噴霧パターン5を出すノズル11を備えたスプレーガン10を用い、その長楕円形の長径方向qを管体pの管軸方向に向けてその管体pの外周面に螺旋状に塗装被膜vを形成する塗装方法において、前記噴霧パターン5は、前記長径方向q両端部でそれぞれ塗装被膜vの膜厚が徐々に減少する漸減部6を有してその漸減部6を塗装被膜v同士の重ね塗り部rに含めるとともに、前記ノズル11に取り付けるチップ12にテールレスチップを採用して、そのスプレーガン10による塗料吐出の中心線4方向を被塗装面が近づいて来る方向に向かい合うように傾けた。漸減部6を重ね塗り部rに含めれば膜厚の差異による凹凸を低減することができ、テールレスチップを採用することにより、その凹凸をさらに低減できる。また、中心線4方向を傾けたことにより、風圧や気流の影響を抑制することができる。
(もっと読む)
軟カプセル剤の粉付けシステム及び方法
カプセル粉付けシステムは管理された方法でカプセルを打ち粉にさらすよう設計されたものである。このシステムは、筐体内に設置された回転かごを内蔵する。回転かごにはカプセルが投入され、駆動軸に回転接続されている。粉噴射システムは、粉噴射システムに入れる打ち粉を計量する。粉噴射システムは、二点間を移動する粉噴射機を含む。一点では、粉供給システムにより、打ち粉が粉噴射機に投入される。もう一点では、粉噴射機は、回転かご内の打ち粉を噴射する場所に位置する。ガスは粉噴射機と流動的に連結しているため、回転かご内に打ち粉を散布することができる。浮遊微小粒子に関連した環境上、健康上そして安全上の危険を軽減するために、筐体がシステム内に打ち粉を収容している。 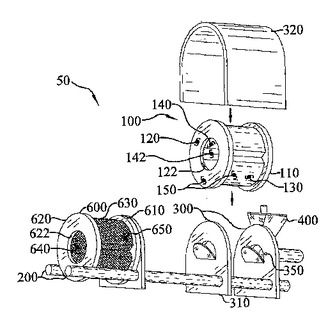 (もっと読む)
(もっと読む)
樹脂ローラの製造方法、およびその製造方法を備える樹脂層形成用樹脂液の塗布装置。
【課題】 スプレー方式による表面層樹脂塗布方法において、樹脂ローラ表面に塗布された表面層樹脂の液滴粒子間に巻き込まれた空気による外観欠陥は、製品の歩留まりを落とす場合が有り、また外観検査工程が煩雑になり、引いては製品のコストアップとなる場合が有る。
【解決手段】 芯体と、該芯体の外周側に形成されている円筒状成形体と、少なくとも該成形体の外周側に形成されている樹脂層と、を有する樹脂ローラの製造方法であって、
少なくとも下記(A)及び(B)の工程を含む、樹脂ローラの製造方法、で解決する。
(A)該円筒状成形体の表面及び/又は外側に、樹脂層形成用樹脂液をスプレー塗布する工程。(B)「前記円筒状成形体の近傍」及び/又は「前記円筒状成形体の芯体の端軸部」に、超音波振動を付与する工程。
(もっと読む)
塗布装置、及びこれを用いた塗布方法
【課題】スプレー法にて成膜を行う場合、異物付着による塗膜欠陥の発生を防止し、塗膜の均一性を向上させ、良質な膜形成を行うことのできる塗布装置を提供する。
【解決手段】円筒状の基体4上に、成膜材料をスプレー法にて吹き付けて、電荷発生層、電荷輸送層、被覆層のうちの少なくともいずれか一層を形成する塗布装置100であって、基体4を収納する塗工ブース1と、塗工ブース1内で基体4を保持する基体保持手段と、スプレーガン6と、塗工ブース1内の空気の流れを均一化する整流機構10とを具備しているものとする。
(もっと読む)
ゴルフクラブシャフトの塗装方法
【課題】美観に優れ且つ塗装位置の精度が高いグラデーション塗装を可能とするゴルフクラブシャフトの塗装方法の提供。
【解決手段】シャフト長手方向の第一領域a1に第一色の塗料を噴射し、シャフト長手方向の第二領域a2に第二色の塗料を噴射し、第一領域a1と第二領域a2との重複部分t1に、上記第一色から上記第二色へと徐々に変化するグラデーション部gを設けるゴルフクラブシャフトの塗装方法である。この塗装方法では、シャフト長手方向の位置及び移動速度が互いに独立して制御されうる第一スプレーガン8及び第二スプレーガン10が用いられる。第一スプレーガン8が第一色を噴射し、第二スプレーガン10が第二色を噴射する。この塗装方法は、第一スプレーガン8及び第二スプレーガン10の制御により、上記第一色の塗料と上記第二色の塗料とがウエット・オン・ウエットで塗り重ねられて上記グラデーション部gが形成される工程を含む。
(もっと読む)
空気入りタイヤの製造方法及びそれに用いるカラーラインの塗装装置
【課題】 空気入りタイヤの製造方法及びそれに用いるカラーラインの塗装装置に関する。
【解決手段】 生カバーを加硫して空気入りタイヤを成型する加硫工程と、前記加硫済みの空気入りタイヤ1のトレッド面2に、有色の塗料をスプレーガンを用いてタイヤ周方向に塗布することによりタイヤ識別用のカラーラインを形成するカラーライン塗装工程とを含むことを特徴とする空気入りタイヤの製造方法である。
(もっと読む)
耐摩耗性溶射皮膜の形成方法及び溶射機
【課題】高速フレーム溶射により成膜する耐摩耗性材料の溶射皮膜の境界密着性を向上し、粒子間結合力を高め、またクラックが入り難くする方法の提供。
【解決手段】摺動部材の少なくとも一摺動面に対向して、高速フレーム溶射ガンノズルを相対的にかつ反復移動させることにより、耐摩耗性材料を多層に成膜して溶射皮膜を形成する方法であって、前記耐摩耗性材料粉末の供給量を連続的もしくは段階的に増加させながら溶射を行う。また耐摩耗性材料粉末の供給量を溶射経過時間信号にもとづき、溶射皮膜形成中に自動的に増加させる機能を有する。
(もっと読む)
導電性ローラの製造方法、および導電性ローラ塗装装置、ならびに、この製造方法によって形成された導電性ローラ
【課題】 乾燥工程をなくしもしくは簡素化するため、無溶剤もしくは少量の溶剤の塗料をスプレーして導電性ローラの表面層を形成することのできる、導電性ローラの製造方法、および導電性ローラ塗装装置、ならびに、この製造方法によって形成された導電性ローラを提供する。
【解決手段】 この発明の導電性ローラの製造方法においては、塗料をスプレーして表面層を形成し、塗料の粘度が1〜1000mPa・Sとなるよう、塗料を霧化する圧縮ガスを昇温することを特徴とする。
(もっと読む)
導電性ベルトの製造方法、および導電性ベルト塗装装置、ならびに、この製造方法によって形成された導電性ベルト
【課題】 乾燥工程をなくしもしくは簡素化するため、無溶剤もしくは少量の溶剤の塗料をスプレーして導電性ベルトの表面層を形成することのできる、導電性ベルトの製造方法、および導電性ベルト塗装装置、ならびに、この製造方法によって形成された導電性ベルトを提供する。
【解決手段】 この発明の導電性ベルトの製造方法は、塗料のスプレーに先立って、塗料の粘度が1〜1000mPa・Sとなるよう、塗料を昇温することを特徴とする。
(もっと読む)
導電性ローラの製造方法、および導電性ローラ塗装装置、ならびに、この製造方法によって形成された導電性ローラ
【課題】 乾燥工程をなくしもしくは簡素化するため、無溶剤もしくは少量の溶剤の塗料をスプレーして導電性ローラの表面層を形成することのできる、導電性ローラの製造方法、および導電性ローラ塗装装置、ならびに、この製造方法によって形成された導電性ローラを提供する。
【解決手段】 この発明の導電性ローラの製造方法においては、塗料をスプレーして表面層を形成し、塗料のスプレーに先立って、塗料の粘度が1〜1000mPa・Sとなるよう、塗料を昇温することを特徴とする。
(もっと読む)
電子写真装置の部品用スプレー塗布装置および電子写真感光体の製造方法
【課題】 スプレーガンのノズル先端に付着・乾燥した塗液カスがスプレー塗工時に脱落し、被塗工物に付着して発生する塗工欠陥がなく、被塗工物上に均一な塗膜を安定して形成することができる電子写真装置の部品用スプレー塗布装置および電子写真感光体の製造方法を提供する。
【解決手段】 塗布ブース内で被塗布物上に塗膜を形成する電子写真装置の部品用スプレー塗布装置において、スプレーガンが塗布液と霧化エアーとがそれぞれ給送されるように構成された塗料ノズルとエアキャップと、塗料ノズル内にニードルとを備え、塗料ノズルには塗布液を給送する流路と吐出口を有すると共にエアキャップと塗料ノズルとの間には霧化エアを給送するエア給送路と排出口を有し、さらに、塗料ノズル、エアキャップ、ニードルの相互の位置関係、寸法等(図中のH、θ、t、9(c)、h、10(m)、T、D/T、表面粗さ)を調整する。
(もっと読む)
トラバース塗装工程時の塗膜硬化方法
【課題】導電性ローラ基体部の表面への塗料の塗装後に塗膜層からの液だれを生じることがないトラバース塗装工程時の塗膜硬化方法を提供することを目的とする。
【解決手段】回転するパイプ型ローラ2等の基体部5の表面に塗料を塗布するトラバース塗装工程時の塗膜硬化方法において、塗装工程の直後に連続してランプ18’等にて前記ローラ1の塗膜層4をトラバース照射して硬化させ、次いで、別工程にて紫外線照射手段あるいは電子線照射手段18”により前記ローラ1の塗膜層4を硬化・架橋することにより、トラバース塗装の利点を活かして、塗装直後の塗膜層4をその場でランプ18’等にて硬化させることができるので、塗膜層4の液だれを懸念することなく、パイプ型ローラ2等を次工程である紫外線照射手段あるいは電子線照射手段18”を用いた硬化・架橋工程に持ち込むことができる。
(もっと読む)
トラバース塗装工程における連続硬化方法
【課題】 硬化手段を塗装工程の内部に取り込んで、塗膜層に液だれを生じさせることなく、要スペースも少なく工程時間も短縮できるトラバース塗装工程における連続硬化方法を提供する。
【解決手段】 回転する導電性ローラ1(またはエンドレスベルト)の基体部5の表面に塗料を塗布するトラバース塗装方法において、塗装工程の直後に紫外線あるいは電子線を前記ローラ1の塗膜層4にトラバース照射し、前記照射手段18とローラ1とを軸方向に相対移動させて前記塗装と硬化を連続して行うことにより、トラバース塗装方法の利点を活かして、塗装コーター10と紫外線照射手段18等とを併設し、塗装された塗膜層4の表面が、その後の紫外線等の照射により、即座に均一かつ効果的に硬化されて、液だれを生じることなく、要スペースも少なく工程時間も短縮できて品質が向上する。
(もっと読む)
テ―パ管に熱可塑性粉体塗料を部分的に塗装する方法及びその装置
【課題】 テ―パ管の部分塗装を行う際に、テ―パ管の振れに対応して、その塗装部分と他の部分との境界を明確に直線にできるようなものとなるテ―パ管に熱可塑性粉体塗料を部分的に塗装する方法及びその装置を提供する。
【解決手段】 塗装境界部に移動された加熱装置2が塗装装置3を従えながらテ―パ管1の元口側へ移動されながらテ―パ管を加熱し、
テ―パ管の塗装境界部に塗装装置が到達した時点で、加熱装置の移動は継続しながら塗装装置を一旦停止させて、塗装装置から熱可塑性粉体塗料をテ―パ管に吹き付けると共に、テ―パ管の加熱された塗装境界部でテ―パ管の外周へ均一にエア―を吹き付けて塗装装置からの熱可塑性粉体塗料が境界部の線外へ流出するのを防止して塗装境界線を確立させ、
次いで塗装装置もテ―パ管の元口側へ移動させながら塗装装置によりテ―パ管の部分塗装を完了させる、テ―パ管に熱可塑性粉体塗料を部分的に塗装する方法及びその装置。
(もっと読む)
1 - 20 / 22
[ Back to top ]