
Fターム[4D075BB18]の内容
流動性材料の適用方法、塗布方法 (146,046) | 処理方法 (13,909) | 冷却処理 (117)
Fターム[4D075BB18]に分類される特許
21 - 40 / 117
被膜形成方法
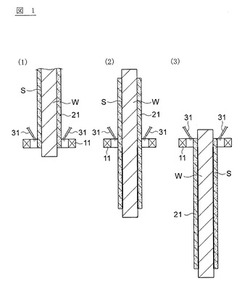
【課題】ワークの被処理面に対して、膜厚が大きくて均一な被膜を形成することができ、エネルギーコストが低くて、被膜原料を効率的に利用することができ、簡素な設備で作業性良く実施可能な被膜形成方法を提供すること。
【解決手段】被膜形成性の金属含有液状物質が含浸されている耐熱性部材21をワークWの被処理面Sに接触させた状態で当該被処理面Sを加熱することにより、当該被処理面S上に被膜を形成する工程を含む。より具体的には、シート状の耐熱性部材21によってワークWの被処理面Sを被覆する工程と、ワークWの被処理面Sを被覆した前記耐熱性部材21に、被膜形成性の金属含有液状物質を含浸させるとともに、前記被処理面Sを加熱することにより、当該被処理面S上に被膜を形成する工程を含む。
(もっと読む)
表面処理された塗装鋼板の製造方法

【課題】塗膜の加工性を低下させることなく、塗装鋼板の表面を親水化することができる表面処理された塗装鋼板の製造方法を提供すること。
【解決手段】本発明の製造方法は、塗装鋼板を準備するステップと、水またはアルコールに二酸化ケイ素の微粒子を分散させた親水化処理液を準備するステップと、前記塗装鋼板の表面に前記親水化処理液を接触させるステップと、前記親水化処理液と接触した前記塗装鋼板を乾燥させるステップと、を含む。
(もっと読む)
粉体塗膜製造方法
【課題】ABS樹脂など低軟化点温度の樹脂基板面上にメタリック塗膜を形成するためなどにおいて、VOC無発生の状態で製造可能である、金属微粒子添加の樹脂基材の粉体をプラズマ溶射で粉体塗装を実施するとき、基板に熱変形などを引き起こすこと無く、高強度・高安定な塗装膜を得ることを可能とする。
【解決手段】予め基板表面に蒸発潜熱の高い冷却性材料の被膜、とくに環境負荷低減の観点からVOCレスとなる純水被膜を、膜厚100〜500μmの範囲で作製して後に、上記粉体を基板表面上にプラズマ溶射する。さらに粉体の基材樹脂は、フローテスタ軟化温度が50〜90℃の範囲の材料が望ましく、粉体を投入するプラズマ(トーチ)の温度は、粉体の融点以上、分解点以下であることが望ましい
(もっと読む)
塗布液剤の乾燥方法及び装置
【課題】 印刷機等に用いられる乾燥オーブンにおいて、短いコンパクトな乾燥ゾーンで、油性の塗布液剤はもちろん水性化された塗布液剤においても、走行スピード(120m/min以上)を落さず乾燥することができるようにする。
【解決手段】 第1印刷ユニット200の乾燥部220には熱風噴出しノズル222が多数設けられている。熱風噴出しノズル222に対応するように、前段には加熱ガイドロール223a、後段には冷却ガイドロール223bが設けられている。加熱ガイドロール223aには、温水を注入するための送液管224aが連結され、冷却ガイドロール223bには、冷却水を注入するための送液管224bが連結されている。導入された原反1は加熱ガイドロール223aで溶剤の沸点以上にまで加熱される。
(もっと読む)
コンベヤベルト補強用織物のディップ加工方法
【課題】ポリエステル繊維やナイロン66繊維をタテ糸に使用した補強用織物をヒートセット工程とノルマライジング工程との間に冷却工程を入れて冷却処理加工をすることで高強度な補強用織物を得ることが出来るコンベヤベルトのディップ加工方法。
【解決手段】接着液をディッピングした補強用織物の加工処理工程を、第1ドライ工程7、ヒートセット工程8、冷却工程9、ノルマライジング工程10の加工処理工程により構成し、前記冷却工程は5°C〜50°Cの雰囲気下で50秒間以上、連続的に冷却。また前記ヒートセット工程8では、補強用織物を180℃〜200℃の雰囲気下を40秒〜100秒間通過させ、ノルマライジング工程では、補強用織物を200℃〜220℃の雰囲気下で40秒〜100秒間通過させて加工。
(もっと読む)
表裏面の塗装方法
【課題】表裏面の塗装方法における全体の塗工時間を短縮することと、適正温度が低い方の面を良好に塗装できるようにすることである。
【解決手段】被塗装物としてのダクタイル鋳鉄管1の内外面2、3のうちの適正温度が高い方の裏面としての内面2を200℃の適正温度で塗装したのち、ダクタイル鋳鉄管1を、冷却水ノズル6a、6bからの冷却水の噴射と、エアノズル7からのエアの吹き付けで低い方の適正温度まで強制冷却し、適正温度が低い方の表面としての外面3を70℃の適正温度で塗装することにより、内面2を塗装してから外面3を塗装するまでのインターバル時間を短くして、全体の塗工時間を短縮できるようにした。
(もっと読む)
PC鋼より線の防錆被膜形成方法及びPC鋼より線
【課題】ラインスピードを上げて生産性を向上させてコストダウンを図ること、および均一で良好な被膜を効率よく形成する。
【解決手段】一連のラインでPC鋼より線1の防錆被膜形成方法であって、加熱は合成樹脂粉体塗料を塗装する前の前加熱と合成樹脂粉体塗料の塗装後の後加熱であり、前記前加熱の温度は後加熱の温度より30〜130℃高く設定し、前記樹脂被膜を設定した膜厚にするために、前記合成樹脂粉体塗料の平均粒径を40〜50μmのものを使用し、前記ラインのスピードを5〜10m/minにしたことにより、生産性を向上させてコストダウンが図れるばかりでなく、柔軟性と、コンクリートとの付着強度とを損なわない均一で良好な被膜を効率よく形成することができる。
(もっと読む)
塗膜補修方法および塗膜補修装置
【課題】良好な冷却性能を有し、塗膜の温度上昇を抑制し得る塗膜補修方法および塗膜補修装置を、提供する。
【解決手段】塗膜表面42に付着した異物の除去跡46を有する補修部位44を、ポリッシングによって平滑化するための研磨手段110と、ポリッシングされている補修部位44を冷却するための冷却機構160と、を有する塗膜補修装置100である。また、冷却機構160は、温度が低下しかつ露点状態にある冷却用エアーを、ポリッシングされている補修部位44に向かって噴射する。
(もっと読む)
超音波脱泡方法
【課題】高粘度の塗布液を用いた場合であっても、支持体に均一で良好な塗膜を形成することができ、気泡痕による品質故障の発生を低減することができる超音波脱泡方法を提供する。
【解決手段】塗布液を支持体に塗布する工程、前記塗布液および支持体を加熱する工程、および超音波振動子を支持体側から作用させて塗布液に超音波を照射する工程を含む。
(もっと読む)
熱転写受像シートとその製造方法
【課題】本発明の目的は、高速印画プリンターで使用しても、層間接着性に優れ、感度を損なわずに白抜け故障のない均質な画像が得られ、かつ画像保存性にも優れた熱転写受像シート及びその製造方法を提供することであり、更には、製造工程時の熱履歴でカール特性が劣化することなく、生産効率性に優れた熱転写受像シートの製造方法を提供する。
【解決手段】基材上に、断熱層及び受像層を有し、該断熱層と該受像層の間に中間層を有する熱転写受像シートにおいて、少なくとも断熱層から受像層間を構成する全ての層が、水系塗布方式により形成されることを特徴とする熱転写受像シート。
(もっと読む)
L10規則化構造のFePtナノドットアレイの製造方法、それを使用して製造されたL10規則化構造のFePtナノドットアレイ及びL10規則化構造のFePtナノドットアレイを使用した高密度磁気記録媒体
【課題】L10規則化構造のFePtナノドットアレイの製造方法を提供する。
【解決手段】L10規則化構造のFePtナノドットアレイを製造する方法は、基板上にFePt薄膜を蒸着する第1工程と、前記第1工程で蒸着されたFePt薄膜上に高分子物質を薄膜に形成する第2工程と、前記FePt薄膜にモールドを接触させる第3工程と、前記モールド及びポリマーパターンをアニーリングする第4工程と、前記アニーリングされたモールド及びポリマーパターンを冷却及び分離させる第5工程と、反応性イオンエッチングを通じてポリマーパターンのサイズを調節する第6工程と、前記ポリマーパターンで覆われていないFePt薄膜をイオンミリングしてFePtナノドットを形成した後、残っているポリマー層を除去する第7工程と、FePtナノドットアレイをアニーリングする第8工程とを含む。
(もっと読む)
塗装物の冷却方法、及びブレーキ用部品の製造方法
【課題】焼付け塗装した塗装物に水を吹き付けて該塗装物を冷却する場合の冷却時間を短縮可能な塗装物の冷却方法、及び焼付け塗装したブレーキ用部品の冷却時間を短縮可能なブレーキ用部品の製造方法を提供することを課題とする。
【解決手段】熱硬化性の塗料が焼付け塗装された塗装物1を冷却する冷却方法であって、塗料が焼付け塗装された塗装物1の表面に、塗装物1の表面と水との親和性を高める所定の表面処理を施す表面処理工程と、所定の表面処理が施された塗装物1の表面に水を吹き付けて塗装物1を冷却する冷却工程と、を有する。
(もっと読む)
積層フィルム、及びその製造方法
【課題】 液晶ディスプレイ用偏光板保護フィルム、有機ELディスプレイ等に用いられる偏光板保護フィルムなどの光学用途に使用される積層フィルムについて、物性、及び光学特性を劣化させることなく、塗布性の改良された積層フィルム、及びその製造方法を提供する。
【解決手段】 樹脂フィルム基材表面に1層以上の薄膜塗布を行なう工程を含む積層フィルムの製造方法であって、薄膜塗布を行なう前に、樹脂フィルム基材表面および/または下部薄膜層表面を、大気圧プラズマ処理、紫外線照射処理、電子線照射処理、または微小ドライアイス吹付け処理のうちのいずれか1つの方法によって処理し、ついで、処理後の樹脂フィルム基材表面および/または処理後の下部薄膜層表面に、粘着性ゴムロールを接触させることにより、異物を除去することを特徴とする。
(もっと読む)
下地剤塗布装置、輪転印刷機および下地剤塗布方法
【課題】ウェブに対し下地剤を好適に塗布可能な下地剤塗布装置等を提供する。
【解決手段】搬送されるウェブWの表面に下地剤を塗布可能な版胴34および圧胴35と、版胴34および圧胴35による下地剤の塗布と相前後して、下地剤を塗布したウェブWの塗布面の反対面となる非塗布面を冷却すべく、圧胴35内部に設けられた冷却部31と、を備え、冷却部31は、圧胴35内部に冷却水を通水している。これにより、ウェブWの非塗布面を冷却することで、下地剤を冷却することができ、下地剤の粘度を高くすることができるため、下地剤はウェブWに浸透しにくくなる。
(もっと読む)
接着剤塗布方法および接着剤塗布装置
【課題】基材に接着剤が塗布された直後に接着剤を冷却することができる接着剤塗布方法および接着剤塗布装置を提供することを目的とする。
【解決手段】接着剤塗布装置10は、基材13が配置される定盤11と、基材13に対して接着剤30を塗布する塗布機構15とを備えている。この場合、塗布機構15は、定盤11の上方に設けられ、基材13の幅方向に延びるよう配置されている。また定盤11には、基材13上に塗布された接着剤30を固化させる冷却機構12が設けられている。冷却機構12は、定盤11の内部に形成された、冷媒(図示せず)が循環する冷媒流路12aと、ホース12bを介して定盤11内の冷媒流路12aに冷媒を循環させる冷媒循環装置12cとを有する。冷媒としては、例えば水や油が用いられる。また、冷媒循環装置12cから送られてくる冷媒の温度および流速は、制御装置50により制御されており、これにより、基材13上に塗布された接着剤30を冷却する速度を制御することができる。
(もっと読む)
塗布膜の乾燥方法
【課題】塗布膜の乾燥方法において、溶剤が樋表面に結露し、この結露した溶剤が滴となり塗布膜に付着してしまうことで塗布膜の欠陥が生じるのを防ぐことができる塗布膜の乾燥方法を提供する。
【解決手段】表面に塗布膜が塗布された可撓性フィルム12を走行させながら、可撓性フィルム12の塗布膜中の溶媒を可撓性フィルム12の裏面側からヒータ19によって加熱気化し、可撓性フィルム12の表面側で、可撓性フィルム12と所定距離だけ離れた位置に配置された冷却板20によって気化した溶媒を凝集し、凝集した溶媒を所定温度に維持された樋21で回収する。
(もっと読む)
塗布膜の乾燥方法
【課題】塗布膜の乾燥方法において、水滴が樋や樋表面に結露し、この結露した水滴により塗布膜に欠陥が生じることを防ぐことができる塗布膜の乾燥方法を提供する
【解決手段】表面に塗布膜が塗布された可撓性フィルム12を走行させながら、可撓性フィルム12の塗布膜中の溶媒を可撓性フィルム12の裏面側からヒータ19によって加熱気化し、可撓性フィルム12の表面側で、可撓性フィルム12と所定距離だけ離れた位置に配置された冷却板20によって気化した溶媒を凝集し、凝集した溶媒を所定温度に維持された樋21で回収する工程を含み、この工程を露点温度7℃以下の雰囲気で行うようにした。
(もっと読む)
鋼棒の塗装装置及び塗装方法
【課題】簡単な構成で鋼棒の表面に均等にかつ薄く粉体塗料を塗装し得る鋼棒の塗装装置及び塗装方法を提供する。
【解決手段】鋼棒の塗装装置10は、鋼棒15を軸方向に搬送する搬送手段11と、鋼棒15を予熱する加熱手段12と、予熱した鋼棒15の表面に粉体塗料を帯電噴射する塗装手段20と、粉体塗料が帯電噴射された鋼棒15を水冷する冷却手段30と、を含み、塗装手段20が、鋼棒15の通路に入口及び出口を有するチャンバー21と、チャンバー21内で通路を包囲するように配置した環状の支持部材22と、支持部材22に設けた複数個の支持孔により通路の中心に向かって粉体塗料を噴射する複数個の噴射管と、各噴射管に粉体塗料を供給する塗料供給源と、を備えている。各噴射管が、通路の中心に関して周方向に分散配置されている。
(もっと読む)
金属部品の塗装方法及び塗装システム
【課題】金属部品の表面に厚さ1〜20μmの薄塗膜を効率良く且つ省スペースの設備で形成することができる塗装方法及び塗装システムを提供する。
【解決手段】金属部品(ディスクロータ)2の表面を研磨する研磨部3と、研磨部3を経た金属部品2を研磨液と共通化された洗浄液を用いて洗浄する洗浄部4と、洗浄部4を経た金属部品2の表面に塗料を塗布する塗装部5と、塗装部5を経た金属部品2を高周波誘導加熱により300〜500℃の温度で焼付ける焼付部6と、焼付部6を経た金属部品2を水冷により急冷却する冷却部7とを備えて、金属部品2の表面に厚さ1〜20μmの塗膜を形成する。
(もっと読む)
基板処理方法及び基板処理装置
【課題】装置の小型化及びスループットの向上が図れ、かつ、塗布膜の平坦性の維持が図れるようにすること。
【解決手段】ウエハW上に紫外線硬化樹脂液を塗布する塗布ノズルを具備する塗布処理ユニット15と、紫外線硬化樹脂液が塗布されたウエハを載置し、ウエハの温度上昇を抑制する冷却板71と、紫外線硬化樹脂液が塗布されたウエハを載置し、紫外線硬化樹脂液中の液分を蒸発させる熱板70と、を具備する熱処理ユニット32と、塗布処理ユニットから冷却板へウエハを搬送する搬送機構110と、冷却板を熱板に対して進退移動すると共に、ウエハを受け渡しする移動機構75と、搬送機構によってウエハを冷却板に載置させる際に、ウエハ表面に紫外線を照射する第1の紫外線照射手段77Aと、移動機構の駆動によって冷却板上のウエハを熱板上に載置させる際に、ウエハ表面に紫外線を照射する第2の紫外線照射手段77Bと、を設ける。
(もっと読む)
21 - 40 / 117
[ Back to top ]