
Fターム[4D075BB91]の内容
流動性材料の適用方法、塗布方法 (146,046) | 処理方法 (13,909) | 検出、制御、管理 (2,845)
Fターム[4D075BB91]の下位に属するFターム
Fターム[4D075BB91]に分類される特許
261 - 271 / 271
耐引掻性層状系の製造方法
本発明は、基体(S)、耐引掻層(K)及びカバー層(D)を含む塗膜系の製造方法、並びに前記方法により製造した塗膜系に関する。 (もっと読む)
リフォーム塗装システム
【課題】 外壁診断に基き適した下塗り塗料を自動的に求める。
【解決手段】 複数の外観診断項目と、各外観診断項目毎に与えられた複数の劣化段階と、複数種類の下塗り塗料との組み合わせによるデータテーブル1を備える。外壁の外観を各外観診断項目毎にどの劣化段階であるかを入力するための外観診断入力手段2と、入力された各外観診断項目毎の各劣化段階に対応して、それぞれデータテーブル1により複数の異なる下塗り塗料の中から当該外観診断項目における当該劣化段階に適した下塗り塗料を選定するための下塗り塗料一次選定手段3と、各外観診断項目毎に選定された複数の異なる下塗り塗料毎に選定された合計数を算出すると共に合計数が最も多い下塗り塗料を選出するための下塗り塗料選定手段4と、下塗り塗料選定手段4で選定された下塗り塗料を表示するための下塗り塗料表示手段5とを具備する。
【選定図】 図1
(もっと読む)
複層塗膜形成方法、複層塗膜及び被塗物
【課題】
新たな意匠性を有する複層塗膜を得ることができる複層塗膜形成方法、それによって得られる複層塗膜及びその複層塗膜を有する被塗物を提供する。
【解決手段】
被塗装物上にエマルション樹脂及び光輝材を含有する水性ベース塗料を塗装してベース塗膜を形成する工程(1)、上記ベース塗膜を硬化させることなくその上に塗膜形成性樹脂を含有するクリヤー塗料を塗装してクリヤー塗膜を形成する工程(2)、及び、上記ベース塗膜と上記クリヤー塗膜とを同時に加熱する工程(3)からなる複層塗膜形成方法であって、上記ベース塗膜の屈折率(BnD)と上記クリヤー塗膜の屈折率(CnD)とが、下記式(1):
|(CnD)−(BnD)|≧0.015 (1)
の範囲にあり、上記エマルション樹脂の溶解性パラメーター(Bsp値)と上記塗膜形成性樹脂の溶解性パラメーター(Csp値)とが、下記式(2):
(Bsp植)−(Csp値)≧0.15 (2)
の範囲にあることを特徴とする複層塗膜形成方法。
(もっと読む)
コーティング組成物およびその組成物の調製方法
本発明はコーティング組成物の製造方法およびこの方法により得られた組成物に関する。本発明はまた、基質(S)、耐引掻性レイヤー(K)、および本発明のコーティング組成物から製造したコーティングレイヤー(D)を含むレイヤーシステム(layer systems)、およびこれらのレイヤーシステムの製造方法に関する。 (もっと読む)
インクジェット記録材料の製造方法
【課題】多孔質インクジェット記録材料の製造時に高温高速乾燥によるひび割れ等の故障を生じないインクジェット記録材料の製造方法を提供することである。
【解決手段】少なくとも無機微粒子とアセトアセチル基を有するポリマーを含有している水溶液であるインク受容層用塗液を支持体に塗布し、乾燥前に該水溶液を電子線照射することを特徴とするインクジェット記録材料の製造方法。
(もっと読む)
多層塗膜塗装方法、多層塗膜塗装装置及び多層塗膜塗装平板
【課題】 鋼板等の平板上に3層以上の多層の塗膜を焼き付け塗装する多層膜塗装において、ワキの発生を防止することのできる多層塗膜塗装方法、多層塗膜塗装装置及び多層塗膜塗装平板を提供する。
【解決手段】 被塗装物の表面に薄い塗膜(下地塗膜)を形成し、加熱することによりこの下地塗膜中の溶剤濃度を減少させ、その後に下地塗膜上に多層塗膜を形成して焼き付けを行うこととすると、たとえ多層塗膜の厚さが厚くてもワキが発生しなくなる。即ち、移動する平板上に塗膜(下地塗膜)を形成してこの塗膜を加熱し、その後下地塗膜の上に2層以上の多層塗膜を同時に形成し、その後加熱することを特徴とする多層塗膜塗装方法である。多層塗膜形成前における下地塗膜内の溶剤量が30mg/m2以下であることを特徴とする。下地塗膜の加熱は、加熱開始から120秒以内に200〜300℃に加熱する。
(もっと読む)
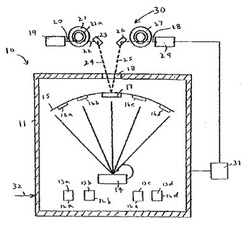
大容積のプラズマチャンバにおいて低電力パルスプラズマを使用するポリマー層のコーティング
ポリマー物質を基体上に堆積させる方法であって、上記方法は、気体状態における有機モノマー物質をプラズマ堆積チャンバ中に導入することと、上記チャンバ内でグロー放電に点火することと、高周波数電圧をパルス磁場として、0.001〜500w/m3の電力で、ポリマー層を基体の表面上に形成させるために十分な時間、加えることとを含む。この方法は、特にモノマー物質がハロアルキル化合物を含有する場合に、撥油および撥水コーティングを製造するために特に好適である。本発明の方法を実施するために特に用いられる装置も記載され、特許を請求する。 (もっと読む)
水性ベースコートおよびトップコートでコーティングされた基材を乾燥させ硬化させるための多段プロセス
水性液体ベースコートおよびトップコートでコーティングされた基材を乾燥させ硬化させるための多段プロセスであって、(a)水性液体ベースコーティング組成物を基材表面に塗布する工程と、(b)ベースコーティング組成物を、温度が周囲から約40℃の範囲の空気に約30秒の時間曝して、液体ベースコーティング組成物から揮発性材料の少なくとも一部を揮発させる工程であって、ベースコーティング組成物の表面における空気の速度が毎秒約0.3から約1メートルである工程と、(c)ベースコーティング組成物に、約30から約45秒の範囲の時間、加熱された空気を吹き付ける工程であって、ベースコーティング組成物の表面における空気の速度が毎秒約1.5から15メートルの範囲であり、空気の温度が約30℃から約90℃の範囲である工程と、(d)ベースコーティング組成物に、約30から45秒の範囲の時間、赤外線の照射と加熱された空気の吹き付けを同時に行う工程であって、ベースコーティングの表面における空気の速度が毎秒約1.5から5メートルの範囲であり、空気の温度が約30℃から約60℃の範囲であり、これによって、十分に乾燥されたベースコートが基材の表面上に形成されるようにする工程と、(e)トップコーティング組成物をベースコートの上に塗布する工程と、(f)ベースコーティング組成物およびトップコーティング組成物をともに同時に硬化させる工程と、を含むことを特徴とする多段プロセス。
 (もっと読む)
(もっと読む)
超低残留反射及び低応力レンズコーティング
光学レンズ又はその他の光学製品に反射防止(AR)コーティングをコーティングするための方法が提供される。これらのレンズは、低い反射率を有し、ほぼ白色の反射光を発し、かつ低応力ARコーティングを有し、低応力レンズ基材を提供するモールディング工程を使用して製造される光学レンズに理想的に適合する。1の態様において、この方法は特殊なコーティング組成物を使用し、その1つは高屈折率組成物であり、他方は低屈折率組成物である。別の態様においては従来の気相蒸着装置とともに光学モニタを使用する方法が開示されており、それにおいては光学基準レンズを使用し、反射光の特定の光の周波数を測定し、次にこの測定値を用いて所望の光学的なコーティングが達成された時点を決定する。さらに別の態様においては、好ましくは反射光の青色対緑色対赤色の特定の比を使用して、各層の光学的な厚さを計算する。また、各層の光学的な厚さを必要に応じて調整し、低屈折率層/高屈折率層間における引張応力と圧縮応力の差を最小にすることによって、ARコーティングの応力がコントロールされる。 (もっと読む)
ハンドピース用コーティング

所定の粗さを有する硬質材料層(11)及び湿潤性を低減させ、硬質材料層(11)上に配置されたプラスチック層(12)からなる歯科医療又は外科手術用ハンドピース(1)用コーティング。これにより、汚れを寄付けない表面が得られる。同時に、ハンドピースの滑りを避けるため操作性が向上する。 (もっと読む)
リジッドプリント配線板へのPARMOD(商標)の塗布のための拡散障壁および接着剤
特定の特性の金属粉または金属粉混合物ならびに反応性有機媒体を含むPARMOD(商標)材料は、プリント配線板基板のような電子部品上に容易にプリントまたは堆積され、低温で硬化して、導電性が高く、充分固着され、充分硬化された純金属成分を形成する。電子部品上のPARMOD(商標)コンダクターの接着性は、電子部品に塗布されたポリイミド塗膜上にPARMOD(商標)をプリントすることによって、増進される。 (もっと読む)
261 - 271 / 271
[ Back to top ]