
Fターム[4E001EA02]の内容
Fターム[4E001EA02]に分類される特許
81 - 95 / 95
デッキプレートの補強方法、および補強構造
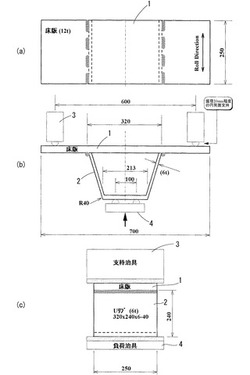
【課題】大電流パルスMAG溶接方法を用いて、Uリブ等の閉断面構造の補強材とデッキプレートとの溶接を完全溶け込み溶接とする技術を提案し、溶接部分における疲労強度の向上を図ること。
【解決手段】閉断面構造のリブをデッキプレートに溶接することによって前記デッキプレートを補強するデッキプレートの補強方法において、前記リブの止端部と前記デッキプレートとは裏波完全溶け込み溶接方法によって溶接する。リブの止端部は大電流パルスMAGによるガウジングレス完全溶込み溶接方法で溶接する。
(もっと読む)
厚鋼板の狭開先突合せ溶接方法

【課題】ガスシールドアーク溶接法で厚鋼板の狭開先突合せ溶接を行なうにあたって、多層溶接の初層(すなわち開先の底部)においてもアークの安定性に優れ、安定した溶け込みが得られる溶接方法を提供する。
【解決手段】希土類元素を0.015〜0.100 質量%含有する鋼素線からなる溶接用鋼ワイヤを用いて、厚鋼板の多層ガスシールドアーク溶接を行なう狭開先突合せ溶接方法において、初層のガスシールドアーク溶接を、QL=I×E/〔S×(G+5×tanθ)〕/60で算出されるQL値が1.5〜10.0の範囲内を満足し、かつQH=〔G×S×60×(G+tanθ)/(I×E)〕+tanθで算出されるQH値が1.0以上の範囲内を満足する条件で溶接を行なう。
(もっと読む)
高温強度と靭性に優れた耐火構造用溶接継手
【課題】 溶接方法によらず、溶接継手全体として、700〜800℃までの温度における耐火性に優れ、かつ、構造物の安全性を確保し得る靭性を有する耐火構造用溶接継手を提供する。
【解決手段】 鋼材と溶接金属の化学組成を適正範囲に限定した上で、溶接金属の化学組成について、Nb当量=Nb%+0.47Mo%+0.25W%+0.65V%+0.4Ta%+0.2Zr%の式で定義されるNb当量を0.05〜1%とし、かつ、固溶Nbと固溶Vとの合計量を0.005〜0.1%とすることにより、溶接継手全体として、700〜800℃までの高温強度と低温靱性とを同時に確保する。
(もっと読む)
残留応力改善溶接施工法及び溶接構造物
【課題】
開先継手の管部材又は板部材の片面溶接で生じる裏面側の裏ビード部分及びその近傍の残留応力を圧縮応力に改善して応力腐食割れなどを防止するのに有効な残留応力改善溶接施工法及びその溶接構造物を提供する。
【解決手段】
管部材又は板部材を突き合せて形成した開先の継手部材1,2の片面溶接で生じる裏面側の裏ビード部分及びその近傍の残留応力を圧縮応力に改善する残留応力改善溶接施工法であって、初層溶接で開先底部の裏面側に裏ビード15を形成させた後に、特定の積層ビード高さHbまで4kJ/cm以上12kJ/cm以下の入熱量範囲Q1で積層溶接41し、その後に、残りの開先部分から開先上部の最終層まで2kJ/cm以上6kJ/cm以下の入熱量範囲Q2で積層溶接42して、前記裏ビード部分及びその近傍の熱影響部分に圧縮残留応力を形成させ又は前記裏ビードの一部に僅かな引張応力が混在する圧縮残留応力を前記熱影響部分に形成させる。
(もっと読む)
大電流パルスMAGによるガウジングレス完全溶込み溶接方法
【課題】裏はつり不要なI形開先、レ形開先またはK形開先を有するT継手の大電流パルスMAGによるガウジングレス完全溶込み溶接方法の開発。
【解決手段】板厚が約17mmの場合には下記の条件とする。
(1)溶接入熱量は1,500〜5,000J/mm
(2)裏ビード脚長は1.5〜6.0mm
(3)最適溶接電流は360±25Aの範囲
(4)最適溶接速度は40±10cpmの範囲
(5)最適パルスピーク電圧は40〜55Vの範囲
(6)最適パルス周波数は、約300〜400Hzの範囲
(7)最適パルス幅は1.0〜1.5msの範囲
(8)最適なワイヤの狙い位置はルートから水平手前に0〜+1mm且つ上方向に0〜+1mmの範囲
(9)最適移動角は後退角20°に対して前進角側に0〜+5°の範囲
(10)最適シールドガス流量は20〜25L/minの範囲
(もっと読む)
鋼板の板継溶接方法
【課題】 スパイラル鋼管の製造等において用いられるコイル継ぎ溶接などのように、鋼板どうしを突合せ、鋼板の突合せ部を一方の面側からのみサブマージアーク溶接して板継ぎを行う板継溶接方法において、鋼板の裏面側まで溶接ビード(裏波ビード)の生成を可能とし、鋼管成形などの後に溶接ビード裏面の手直し溶接(補修溶接)が不要となる鋼板の板継溶接方法を提供する。
【解決手段】 鋼板1,1どうしを突合せ、鋼板1,1の突合せ部2を一方の面側からのみサブマージアーク溶接する場合に、溶接トーチと反対側の裏面に裏当て金4を当接させた状態で、溶接トーチ3a,3bの進行方向前方に高周波誘導加熱用のコイル5を配置して、突合せ部2を予め加熱し、かつサブマージアーク溶接を2電極(溶接トーチ3a,3b)で行う。
(もっと読む)
狭開先溶接方法及び溶接構造物並びにその溶接装置
【課題】
開先継手の片面溶接で生じる残留応力を圧縮応力に改善して応力腐食割れなどを防止する。
【解決手段】
管部材又は板部材を突き合せて形成した開先継手1,2の底部から上部まで片面溶接する狭開先溶接方法であって、開先底部の裏面側に裏ビード15を形成する初層裏波溶接工程53と、この初層裏波溶接工程53後に、特定の積層ビード高さHbまで第1の入熱量範囲Q1で積層溶接する第1の積層溶接工程41と、この第1の積層溶接工程41後に、残りの開先部分から開先上部の最終層39(P=N)まで第2の入熱量範囲Q2で積層溶接する第2の積層溶接工程42とを備える。前記第1の積層溶接工程41で用いる第1の入熱量範囲Q1は4kJ/cm以上12kJ/cm以下であり、前記第2の積層溶接工程42で用いる第2の入熱量範囲Q2は1kJ/cm以上6kJ/cm以下である。
(もっと読む)
耐火構造用鋼のサブマージアーク溶接方法
【課題】 本発明は、高温強度だけでなく、靭性や耐高温脆化特性にも優れた溶接金属を得ることを目的とする。
【解決手段】 本発明は、耐火構造用鋼をサブマージアーク溶接する方法において、溶接ワイヤおよびフラックスのいずれか一方または両方に含有し、かつ、フラックス中の酸化物および弗化物として存在するものを除いた各成分の含有量の合計量が、質量%で、C:0.01〜0.15%、Si:0.1〜2%、Mn:0.2〜5%、Mo:0.1〜2%、Nb:0.005〜0.5%、Al:0.002〜7%、Ti:0.01〜5%、Cr:0.01%未満であることを特徴とする。
(もっと読む)
低温靱性と耐海水腐食性に優れたオーステナイト系ステンレス鋼製溶接構造物
【課題】低温靱性の改善と海水環境下での孔食を回避した高品質の溶接部を有するオーステナイト系ステンレス鋼製溶接構造物を提供する。
【解決手段】 C、Si、Mn、Ni、Cr、Mo、N、Alを所定量含有し、O、P、Sを制限し、さらに、Cu、Ti、Nb、VおよびWのうちの1種または2種以上を所定量含有し、かつ、耐食性の指標であるPIW値が35〜40の範囲にあり、フェライト量の指標であるδcal値が−6〜+4の範囲にあるオーステナイト系ステンレス鋼母材と、溶接部に形成された、C、Si、Mn、Ni、Cr、Mo、Cu、N、Alを所定量含有し、O、P、Sを制限し、Cr当量とNi当量の比(Cr当量/Ni当量)が0.85〜1.2の範囲にあり、耐孔食性の指標であるPI値が35以上である溶接金属とで構成された低温靱性と耐海水腐食性に優れたオーステナイト系ステンレス鋼製溶接構造物。
(もっと読む)
歪み時効特性に優れた引張強さ760MPa級以上の高強度鋼板の製造方法およびそれを用いた高強度鋼管の製造方法
【課題】歪み時効特性に優れた引張強さ760MPa級以上の高強度鋼板の製造方法およびそれを用いた高強度鋼管の製造方法。
【解決手段】質量%で、C:0.01〜0.5%、Si:0.01〜3.0%、Mn:0.1〜5.0%、P:0.03%以下、S:0.01%以下を含有し、残部Feおよび不可避的不純物からなる鋼を溶製して鋳造し、さらに、熱間圧延し、その後の冷却に際し、600〜450℃の温度範囲を鋼板中心部の平均冷却速度で0.5〜40℃/sとなる冷却速度で冷却し、その後、加工度が1.5以上15以下、加工温度が室温以上300℃以下で冷間加工もしくは温間加工することを特徴とする、歪み時効特性に優れた引張強さ760MPa級以上の高強度鋼板の製造方法。また、この鋼板を用いて鋼管を製造することを特徴とする、歪み時効特性に優れた引張強さ760MPa級以上の高強度鋼管の製造方法。
(もっと読む)
狭開先継手の多層盛溶接方法
【課題】
厚板の開先継手の多層盛溶接の裏面側及び表面側の溶接部分に残留する引張応力を圧縮応力に変化させる又は大幅低減させる。
【解決手段】
厚板のオーステナイト系ステンレス鋼からなる容器や配管などの管部材又は平板部材を相互に突き合せた開先底部から開先上面部まで片面溶接及び溶接裏面部分の残留応力低減が必要な開先継手であり、材質の異なる2種類のワイヤを使い分けて前記開先上面部まで積層溶接するアーク溶接を行う狭開先継手の多層盛溶接方法。
(もっと読む)
鉄鋼−アルミニウム溶接継手およびその溶接方法
【課題】 施工が容易で、接合強度が高い高い鉄鋼−アルミニウム溶接継手およびそれを容易に製作することができるアーク溶接法を提供する。
【解決手段】 鉄鋼板2は溶接線に沿って複数の貫通穴4が設けられ、前記貫通穴4にはアルミニウム溶接材が溶融充填され凝固したアルミニウム接合部7が形成される。前記アルミニウム接合部7は、その下端部がアルミニウム板3の表面に溶け込み、その上端部が前記鉄鋼板2の表面に被覆形成された溶接ビード5に溶融接合している。前記アルミニウム板3の板厚をTa、前記アルミニウム接合部7の最大溶け込み深さをD、前記溶接ビード5の溶接線における平均厚さをTb、前記貫通穴4の円相当半径をRとしたとき、D/Taを0.10以上、Tb/Rを0.50以上とする。
(もっと読む)
耐脆性破壊発生特性に優れた大入熱突合せ溶接継手及び大入熱突合せ溶接継手の耐脆性破壊発生特性検証方法
【課題】 高強度厚鋼板の大入熱突合せ溶接において、耐脆性破壊発生特性(破壊靭性値Kc)の優れた溶接継手を形成するとともに、該特性を検証する。
【解決手段】 (a1)溶接金属の硬さHv(WM)と母材の硬さHv(BM)の比Hv(WM)/Hv(BM)が1.1未満、又は、(a2)溶接金属の硬さHv(WM)が210以下で、かつ、溶接部の破壊靭性値Kcが、(b1)2000N/mm1.5超、又は、(b2)Kc≧Kq(=σD√(πa)、σD:設計応力、a:想定欠陥寸法)を満たす溶接継手であって、その耐脆性破壊発生特性(破壊靭性値Kc)を、実測硬さ値が上記(a1)又は(a2)を満たすこと、及び、実測吸収エネルギーvEが要求vEを満たすことを確認し、遷移温度vTrsに基づ予測Kc値を用いて検証する。
(もっと読む)
マルテンサイト系ステンレス鋼管円周溶接継手の製造方法
【要 約】
【課 題】 耐粒界応力腐食割れ性に優れた溶接熱影響部を有する鋼管円周溶接継手の製造方法を提案する。
【解決手段】 マルテンサイト系ステンレス鋼管の端部同士を突き合わせ、円周方向に複数の溶接パスからなる溶接を施して円周溶接部を形成するに際し、少なくとも1回の溶接パスによる溶接熱サイクルにより鋼管内表層のピーク温度Tpで950℃以上に加熱されたHAZに、耐粒界応力腐食割れ性を向上させる熱サイクルが付与されるように、その後の溶接パスを調整して溶接する。具体的には、最終層の溶接パスを、1体積%以上のオーステナイト相が生成される下限の温度であるA1点超えとなる溶接パスとする。また、その後の溶接パスのうち少なくとも1回の溶接パスを、TpがA1点超えでかつ950℃以下の温度となる溶接パスとし、続く溶接パスをTpがA1点以下となる溶接パスとする。また、その後の溶接パスを、TpがA1点以下となる溶接パスとし、かつ該その後の溶接パスの総入熱パラメータPtotalが12500以下又は14500以上となる溶接パスとする。
(もっと読む)
大入熱溶接の溶接継手
【課 題】 溶接入熱が 100kJ/cm以上の大入熱溶接によって鋼板を溶接して得られる溶接金属と溶接熱影響部の低温靭性を向上した溶接継手を提供する。
【解決手段】 溶接入熱が 100kJ/cm以上の大入熱溶接によって鋼板を溶接して得られる溶接継手であって、溶接継手の溶接金属がCを0.03〜0.12質量%、Siを0.10〜0.80質量%、Mnを0.80〜2.50質量%、Niを0.50〜3.00質量%、Crを0.50質量%以下、Moを0.50質量%以下、Tiを0.01〜0.10質量%、希土類元素を0.0010〜0.0050質量%含有し、かつBの含有量〔B〕(質量%)がf(Q) ≦〔B〕≦ 0.01 (Qは溶接入熱)を満足し、残部が鉄および不可避的不純物からなる組成を有する溶接継手である。
(もっと読む)
81 - 95 / 95
[ Back to top ]