
Fターム[4E001EA02]の内容
Fターム[4E001EA02]に分類される特許
21 - 40 / 95
低合金鋼のサブマージアーク溶接方法
【課題】 濃厚硫酸及び濃厚塩酸環境下で優れた耐食性等を発揮し、溶接欠陥の無い溶接金属が得られるサブマージアーク溶接方法を提供する。
【解決手段】 質量%で、SiO2:5〜21%、Al2O3:15〜44%、MgO:7〜32%、CaO:0.5〜10%、CaF2:5〜35%、TiO2:5〜33%、Si:0.2〜5.0%、Mn:0.1〜5.0%、金属炭酸塩のCO2分:0.5〜9.0%を含有し、フラックスの粒径が850μm超の粒子が20〜55%、150〜850μmの粒子が40〜75%、150μm未満の粒子が6%以下で、見掛密度が0.70〜1.30g/cm3であるボンドフラックスとC:0.005〜0.2%、Si:0.01〜1.5%、Mn:0.4〜2.5%、Cu:0.03〜1.0%、Ni:0.05〜1.0%、Mo:0.01〜1.0%、Sb:0.01〜0.25%を含有するソリッドワイヤとを組合せて溶接する。
(もっと読む)
サブマージアーク溶接用材料及びサブマージアーク溶接方法
【課題】50kJ/cm以上の大入熱溶接において、−20℃程度の低温においても良好な靭性を有する溶接金属を得ることができる。
【解決手段】C:0.01〜0.18%、Si:0〜0.15%、Mn:1.7〜2.8%、Al:0.02〜0.1%を含有し、Nを0.01%以下に規制し、残部がFe及び不可避的不純物である組成のソリッドワイヤと、全フラックスに対し、SiO2:4〜22%、Al2O3:2〜12%、TiO2:5〜26%、MgO:8〜42%、CaF2:2〜11%、CaO:2〜9%、金属炭酸塩(CO2換算値):1〜7%、B2O3:0.2〜0.9%、Mo:0.1〜0.7%、Fe:5〜25%、Al:0〜1.2%を含有するボンドフラックスとを使用してサブマージアーク溶接する。
(もっと読む)
耐水素脆化感受性に優れた溶接金属
【課題】高強度であっても、耐水素脆化感受性に優れたものとし、低温割れの生じないようにした溶接金属を提供する。
【解決手段】フラックス入りワイヤを用い、ガスシールドアーク溶接によって形成される溶接金属であって、所定の化学成分組成を有し、酸化物粒子全質量当たり20質量%以上のTiを含有する酸化物粒子で、円相当直径:0.15〜1.0μmのものが5000個/mm2以上存在すると共に、溶接金属中に化合物として存在する溶接金属全質量当たりのV量が0.002%以上であり、更に、溶接金属中に存在するV含有炭化物の平均円相当直径が15nm以下である。
(もっと読む)
溶接材料および溶接継手の製造方法
【課題】溶接作業性に優れ、836N/mm2以上の引張強さを有しながら良好な耐水素脆性を兼ね備えた溶接継手が安定的に得られる溶接材料および溶接継手の製造方法を提供する。
【解決手段】質量%で、C:0.01〜0.03%、Si:0.3〜1.2%、Mn:1.5〜2.5%、P:0.02%以下、S:0.005〜0.02%、Cu:0.1〜0.5%、Ni:2.0〜3.0%、Cr:0.05〜1.0%、Mo:0.05〜1.0%、Ti:0.005〜0.3%、Nb:0.005〜0.1%、Al:0.004〜0.014%、O:0.05%以下、N:0.05%以下を含有し、残部はFeおよび不純物からなり、かつCeq:0.650以上、Pcm:0.250以上、0.00007≦C×Al≦0.00020を満たす化学組成を有する溶接材料。
(もっと読む)
ガスシールドアーク溶接方法
【課題】耐食性に優れたガスシールドアーク溶接方法を提供する。
【解決手段】質量%でSi:0.01〜0.10%、Ti:0.05〜0.30%、Al:0.005〜0.3%、C:0.01〜0.3%、Mn:0.1〜3.0%、P:0.05%以下、S:0.01%以下、Cr:0.05〜0.5%およびN:0.001〜0.02%を含み、残部はFeおよび不可避的不純物からなる鋼板に対して、溶接ワイヤを用い、主体ガスと酸化性ガスとからなるシールドガスを供給してガスシールドアーク溶接を行う方法であって、シールドガス中に含まれる酸化性ガスは体積%で3〜12%のCO2または1〜3%のO2もしくはその両方からなり、該酸化性ガスは下記式(A)を満足するようにする。
記
3≦3X+Y≦12 (A)
ただし、X:O2量〔体積%〕、Y:CO2量〔体積%〕である。
(もっと読む)
熱加工制御鋼板の溶接方法

【課題】熱加工制御鋼板を用いたときの、耐脆性破壊特性を確保する溶接施工方法を提供する。
【解決手段】鋼板の成分を用いて計算されるフェライトパーライト組織の硬さよりも、実際の硬さがビッカース硬さで20以上硬くなっている熱加工制御鋼板を溶接するにあたり、本溶接の止端部に、化粧盛溶接を行い、応力集中部を溶接熱影響部から離れたところに位置するようにし、かつ、鋼材と最軟化部の硬さの差を15以下に制限することで、軟化部へのひずみ集中を回避することで、耐脆性破断特性を確保する。
(もっと読む)
耐焼戻し脆化特性に優れた溶接金属
【課題】入熱量が比較的大きい溶接条件においても、優れた耐焼戻し脆化特性を発揮すると共に、靭性、耐SR割れ性、強度等の特性においても優れた溶接金属を提供する。
【解決手段】所定の化学成分組成を有し、大きさに応じた酸化物の個数を制御すると共に、下記式で規定されるA値が5.0以下である。A値=(100×[C]−6×[insol.Cr]−2×[insol.Mo]−24×[insol.V]−13×[insol.Nb])×([Mo]−[insol.Mo])但し、[insol.Cr],[insol.Mo],[insol.Nb]および[insol.V]は、応力除去焼鈍後において化合物として存在するCr,Mo,NbおよびVの夫々の含有量(質量%)を示し、[C]および[Mo]は、溶接金属中のCおよびMoの夫々の含有量(質量%)を示す。
(もっと読む)
溶接方法および構造物
【課題】応力腐食割れおよび溶接割れの双方の防止を図った溶接方法および構造物を提供する。
【解決手段】一態様に係る溶接方法は,Cr量25質量%以下のNiを主成分とするNi基耐熱超合金からなる第1の溶接材料を用いて,母材を溶接して溶接部を形成する工程と,Cr量30質量%を越えるNiを主成分とするNi基耐熱超合金からなる第2の溶接材料を用いて,前記溶接部上を溶接する工程と,を具備する。
(もっと読む)
ガスメタルアーク溶接方法
【課題】ガウジング工程を要することなく、かつ、開先面内に継手拘束のための仮付け溶接が必要な長尺継手に対しても、高温ワレのない完全溶込みの両面溶接継手を得ることができるガウジングレス完全溶込み溶接を図るガスメタルアーク溶接方法を提供する。
【解決手段】先行溶接と後行溶接とにより両面開先継手をガウジングなしで完全溶込み溶接するガスメタルアーク溶接において、継手拘束のために初層溶接の先行側の開先面内に仮付け溶接を行い、先行溶接側の溶接アークが開先ルートフェイスを貫通せず、かつ、開先ルート部が溶融するような溶接条件で先行側初層を溶接する。
(もっと読む)
サブマージアーク溶接用ボンドフラックス及びソリッドワイヤ並びに低温用鋼のサブマージアーク溶接方法
【課題】低温破壊靭性が優れた溶接部(溶接金属)を、優れた溶接作業性で得ることができるサブマージアーク溶接用ボンドフラックス及びソリッドワイヤ並びに低温用鋼のサブマージアーク溶接方法を提供する。
【解決手段】ボンドフラックスは、MgO:23乃至43%、Al2O3:11乃至31%、CaF2:6乃至16%、SiO2:7乃至20%、金属炭酸塩:CO2換算で1.0乃至8.0%、CaO及びBaOの1種又は2種:合計で2乃至16%を含有すると共に、金属Si:0.4乃至1.5%、金属Ti及びTi酸化物(total Ti):Ti換算値の合計で1.0乃至7.0%、金属B及びB酸化物の1種又は2種:B換算値の両者の合計で0.01乃至0.20%、アルカリ金属Na、K及びLiの酸化物:各元素への換算値の合計で1.0乃至6.0%を含有しており、(Ti換算値+B換算値)/SiO2:0.05乃至0.55を満足する。
(もっと読む)
クリープ特性に優れた溶接金属
【課題】優れたクリープ特性を発揮すると共に、靭性、耐SR割れ性、強度等の特性において優れた溶接金属、およびこのような溶接金属を備えた溶接構造体を提供する。
【解決手段】所定の化学成分組成を有し、下記(1)式によって規定されるA値が200以上であり、且つ円相当直径で0.40μm以上の炭化物の平均円相当直径が0.85μm未満であると共に、溶接金属中に存在する粒界のうち炭化物が存在する長さの割合が25%以上である。
A値=([V]/51+[Nb]/93)/{[V]×([Cr]/5+[Mo]/2)}×104 …(1)
但し、[V],[Nb],[Cr]および[Mo]は、夫々溶接金属中のV,Nb,CrおよびMoの含有量(質量%)を示す。
(もっと読む)
エレクトロガスアーク溶接用水冷摺動銅当金
【課題】 溶接時に溶融プール上に生成する溶融スラグを効率的に溶融プールから排出する。
【解決手段】 エレクトロガスアーク溶接の開先部の被溶接材表面に当接して溶接進行方向に摺動するエレクトロガスアーク溶接用摺動銅当金において、該水冷摺動銅当金の被溶接材開先部に対する面に、上方から下方に順に、溶接ビード形成のための、被溶接材表面に平行な第1の溝16と、溶融スラグを排出するための、第1の溝の下部に連続し被溶接材表面に対して傾斜した第2の溝17とを設け、第2の溝17は、溝幅が上方から下方に順に広く(θ1)、かつ溝深さが上方から下方に順に深い(θ2)ことを特徴とする。
(もっと読む)
サブマージアーク溶接方法
【課題】 高速度の溶接条件においても溶接作業性が良好で、優れた機械性能の溶接金属が得られるサブマージアーク溶接方法を提供する。
【解決手段】 質量%で、SiO2:8〜25%、Al2O3:30〜50%、MgO:0.5〜8.0%、MnO:5.5〜11.0%、CaO:5〜20%、CaF2:25〜48%、K2O:0.10〜3.0%を含有し、その他は酸化鉄および不可避不純物からなる溶融型フラックスとC:0.03〜0.25%、Si:0.004〜1.20%、Mn:0.25〜2.80%を含有し、残部がFeおよび不可避不純物からなるソリッドワイヤとを組合せて溶接することを特徴とするサブマージアーク溶接方法。
(もっと読む)
溶接継手
【課題】特別な設計および施工を行うことなく溶接部の疲労き裂発生特性を改善できかつ疲労き裂が母材部に進入したときには母材部で疲労き裂進展抵抗特性を発揮する溶接継手を提供する。
【解決手段】質量%で、C:0.01〜0.10%、Si:0.04〜0.60%、Mn:0.50〜2.00%、P:0.025%以下、S:0.020%以下、Al:0.003〜0.060%、Ti:0.001〜0.100%、N:0.0020〜0.0120%、Mo:0.04〜0.50%を含有し、残部はFeと不純物からなる化学組成を有し、硬質部の素地とこの素地中に分散した軟質部からなる複合組織を有し、硬質部と軟質部の硬度差がビッカース硬度で150以上である母材を溶接してなる溶接継手であって、
溶接熱影響部の硬度が、母材、溶接金属の各々の硬度と下記の不等式(1)の関係を満たすと共に、溶接熱影響部における[回転曲げ疲労強度/引張強度]の比が0.45以上であることを特徴とする溶接継手。
{Min(母材硬度、溶接金属硬度)}×1.5≧(HAZ硬度の最大値) ・・・式(1)ただし、Min(母材硬度、溶接金属硬度)とは、母材の硬度および溶接金属の硬度のうちの低い方の値を意味する。HAZ硬度の最大値とは、溶接熱影響部における硬度の最大値を意味する。
(もっと読む)
耐食性に優れる原油タンク用鋼材、溶接継手および原油タンク
【課題】原油タンクに発生する全面腐食や局部腐食を大幅に軽減できる原油タンク用鋼材と、溶接継手および原油タンクを提供する。
【解決手段】mass%で、C:0.03〜0.16%、Si:0.05〜1.50%、Mn:0.1〜2.0%、P:0.025%以下、S:0.010%以下、Al:0.005〜0.10%、N:0.008%以下、Ge:0.001〜0.5%、Cu:0.03〜0.4%を含有し、かつ、W:0.01〜1.0%、Mo:0.01〜0.5%、Sn:0.005〜0.2%およびSb:0.005〜0.4%のうちから選ばれる1種または2種以上を含有する鋼材を溶接して原油タンクを製造するに際して、溶接金属部が、1<(溶接金属中のCu含有量/母材中のCu含有量)≦50、および、0.25≦(溶接金属中のCu含有量/溶接金属中のMo,Wの合計含有量)≦3、の関係を満たす溶接継手を形成する。
(もっと読む)
溶接金属及びサブマージアーク溶接方法
【課題】靱性が安定して優れているとともに、耐SR性が優れている高強度Cr−Mo鋼の溶接金属及びその溶接金属を得るサブマージアーク溶接方法を提供する。
【解決手段】サブマージアーク溶接によって溶接された溶接金属は、C:0.05乃至0.15質量%、Si:0.10乃至0.25質量%、Mn:0.50乃至1.30質量%、Cr:2.00乃至3.25質量%、Mo:0.90乃至1.20質量%、V:0.20乃至0.40質量%、Nb:0.010乃至0.040質量%、O:250乃至450ppm、を含有し、Al:0.040質量%以下、P:0.010質量%以下、S、Sn、Sb、As:総量で0.010質量%以下、Bi、Pb:総量で1.0ppm以下、であり、残部がFe及び不可避不純物である組成を有し、ミクロ組織において、粒面積が400μm2以下の結晶粒が結晶粒全体の70%以上を占める。
(もっと読む)
耐疲労特性に優れた厚鋼板およびその製造方法
【課題】溶接部の耐疲労特性に優れた厚鋼板を提供する。
【解決手段】熱間圧延終了後、急冷して、鋼板表裏面から板厚方向に2mmまでの表層領域の平均ビッカース硬さHVsが、板厚の1/4位置から3/4位置までの内層領域の平均ビッカース硬さHVmの1.20以上となる硬化領域を有する厚鋼板とする。これにより、母材はもちろん、溶接継手部の耐疲労特性が顕著に向上する。なお、溶接継手は、止端部を入熱:50kJ/cm以下の溶接により作製することが好ましい。
(もっと読む)
肉盛溶接方法及び構造材
【課題】液滴による構造材の侵食を軽減させるとともに、溶接作業の工期の短縮化とコストの低減化を図る。
【解決手段】腐食環境下で使用される構造材の肉盛溶接方法において、前記構造材の腐食環境に晒される部位を除去し、前記除去した部位にHv.400以上のソリッドワイヤを用いた短絡移行ガスメタルアーク溶接により硬質層15を形成することを特徴とする。
(もっと読む)
すみ肉溶接継手
【課題】高い疲労強度を有しているうえ、作業時間の短縮及び溶接コストの低減に大いに貢献し得るすみ肉溶接継手を提供する。
【解決手段】一方の母材1の表面に他方の母材2を溶接により接合して成るすみ肉溶接継手において、母材1,2に対する強度比が1を超えない溶接材料3を用い、溶接時に入熱制限を加える。
(もっと読む)
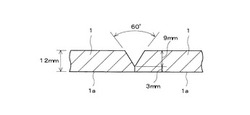
アルミニウム合金板材のプラズマ溶接方法
【課題】アルミニウム合金板材を直流プラズマ溶接する場合であっても、溶接部におけるブローホール等の溶接欠陥が抑制でき、欠陥の無い良好な溶接継手を得ることが可能なアルミニウム合金板材のプラズマ溶接方法を提供する。
【解決手段】被溶接材として厚さが0.5〜3mmのアルミニウム合金板材1を複数用い、タングステン電極11とアルミニウム合金板材1との間にプラズマアークを発生させる直流正極性プラズマ溶接法によって突き合わせ端部1a、1a同士を溶接する方法であり、プラズマガスPGとしてヘリウム濃度が75体積%以上とされたヘリウム−アルゴン混合ガスを用い、タングステン電極11と被溶接材であるアルミニウム合金板材1との間の距離を2mm以下とし、直流正極性プラズマ溶接時における次式{60×(EI/Vt)}で表される単位板厚あたりの入熱量Qhiを、2500(J/cm2)以上10000(J/cm2)未満の範囲とする。
(もっと読む)
21 - 40 / 95
[ Back to top ]