
Fターム[4E001EA02]の内容
Fターム[4E001EA02]に分類される特許
41 - 60 / 95
厚鋼板の狭開先突合せ溶接方法
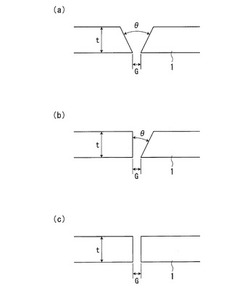
【課題】ガスシールドアーク溶接法で厚鋼板の狭開先突合せ溶接を行なうにあたって、多層溶接の初層(すなわち開先の底部)においてもアークの安定性に優れ、安定した溶け込みが得られる溶接方法を提供する。
【解決手段】板厚12mm以上の厚鋼板を使用し、ルートギャップを2mm以下かつ開先角度を30°以下の狭開先とし、狭開先の底部における初層のガスシールドアーク溶接を、溶接速度を15〜25mm/secとするとともにQL=I×E/〔S×(G+5×tanθ)〕/60で算出されるQL値が1.5〜10.0の範囲内を満足し、かつQH=〔G×S×60×(G+tanθ)/(I×E)〕+tanθで算出されるQH値が1.0以上の範囲内を満足する条件で溶接を行なう。
(もっと読む)
アルミニウム材の溶接方法

【課題】溶接金属の余盛を抑えつつ、第1のアルミニウム母材に溶接金属を十分に溶け込ませることができ、継手効率に優れた重ね溶接継手を形成することができるアルミニウム材の溶接方法の提供を目的とする。
【解決手段】本発明のアルミニウム材の溶接方法は、第1のアルミニウム母材1上に、接合端2a、3aがV形の開先形状をなす第2のアルミニウム母材2および第3のアルミニウム母材3を、各接合端2a、3a同士を突合わせて重ね、第1のアルミニウム母材1と、第2のアルミニウム母材2および第3のアルミニウム母材3の各接合端2a、3aとをMIG溶接法によって接合するに際し、各アルミニウム母材1、2、3の厚さ、第2のアルミニウム母材2と第3のアルミニウム母材3との開先角度θおよびルート間隔aと、溶接に際する溶接速度Vおよび溶接入熱量Qを所定の範囲とする。
(もっと読む)
溶接継手の製造方法及びその製造方法を実施するための溶接装置
【課題】板厚が50mmを超えるような鋼板からなる溶接継手を製造する際において、開先断面積が変動しても、入熱量が変動しないような溶接制御手段を、費用のかかる特別な機器を用いることなく提供する。
【解決手段】溶接トーチを搭載する台車を鋼板の開先に沿って上昇させて定電圧で溶接を行うとともに、溶接電流に基づいて台車が溶融プールの上昇速度に追随して上昇するように制御して2電極立向エレクトロガスアーク溶接を行う際、溶接トーチを移動できるように台車に取り付け、台車の移動速度を測定して、一定の間隔ごとに予め設定された基準の溶接速度との差を算出し、差がある場合は、溶接トーチを一定距離上昇あるいは下降させて、溶接ワイヤの突き出し長さを変化させ、溶接電流の変化に応じてワイヤ送給速度を変化させて溶接電流が一定となるよう制御し、溶融プールの上昇速度を基準の溶接速度と一致させて溶接時の入熱を一定にして溶接する。
(もっと読む)
アルミニウム板材の接合方法
【課題】表面の平滑性に優れ、かつ、欠陥のない同厚のアルミニウム接合板を安価に提供する。
【解決手段】Mg:1.5mass%以下を含有し残部Al及び不可避的不純物からなるAl合金で構成され、厚さ0.5〜3.0mmを有する複数枚の同厚のアルミニウム板材を、被溶接材として用意し、隣接するアルミニウム板材の端面同士を突合せてこの突合せ部を直流正極性ティグ溶接法によって溶接することにより平滑板を製造する方法において、タングステン電極と被溶接材であるアルミニウム板材との距離を1.0mm以下とし、純度75〜100%で流量5〜15リットル/分のHeをシールドガスとして用い、溶加材を用いず、溶接時における単位板厚当たりの入熱量を2500〜10000(J/cm2)とすることを特徴とするアルミニウム板材の接合方法。
(もっと読む)
オーステナイト系耐熱鋼用溶接材料ならびにそれを用いてなる溶接金属および溶接継手
【課題】溶接時に優れた耐高温割れ性を有するγ系耐熱鋼用溶接材料並びに溶接中の耐高温割れ性、高温で長時間使用中の耐応力緩和割れ性及び良好なクリープ強度を有する溶接金属と溶接継手を提供すること。
【解決手段】(1)C:0.05%超〜0.18%、Si≦0.5%、Mn≦1.5%、Ni:40〜50%、Cr:20〜25%、W:8.0%超〜13.0%、Ti:0.01〜0.2%、N:0.03%超〜0.20%及びAl≦0.01%を含み、残部がFe及び不純物からなり、不純物としてのO≦0.02%、P≦0.008%及びS≦0.005%の化学組成を有するγ系耐熱鋼用溶接材料。この溶接材料はNb<0.60%を含んでもよい。(2)上記のγ系耐熱鋼用溶接材料を用いてなる溶接金属。(3)上記溶接金属と高温強度に優れたγ系耐熱鋼の母材からなる溶接継手。
(もっと読む)
金属部品の溶接方法および原子力プラント用溶接金属部品
【課題】適正なビードを形成し、耐食性および耐溶接割れ性に優れた接合部を形成することができる金属部品の溶接方法、およびこの金属部品の溶接方法により溶接された原子力プラント用溶接金属部品を提供する。
【解決手段】金属部品の溶接方法は、開先加工させた端部を有する2つの金属部品20、21の当該端部どうしを対向配置し、600系Ni合金または金属部品20、21を構成する材料からなる溶加材を用いてTIG溶接する接合工程S10と、接合された金属部品20、21の表面よりも外側に突出した接合部のビードを切削する表面処理工程S11と、690系Ni合金からなる溶加材を用いてTIG溶接により、接合部30の表面30a、30bおよび接合部近傍の金属部品20、21の表面20b、20c、21b、21cにビード40を形成して、これらの両表面をビード40で覆う被覆工程S12とを具備する。
(もっと読む)
耐食性に優れる自動車シャシ部材およびその製造法
【課題】アーク溶接部の耐食性に優れた高強度の自動車シャシ部材を提供する。
【解決手段】板厚1.0〜3.0mmの溶融Zn−Al−Mg系合金めっき鋼板部材同士のアーク溶接接合部を持ち、溶接前にめっき層を有していた鋼板表面は溶接ビード止端部まで連続的にZn−Al−Mg系合金層で覆われており、そのZn−Al−Mg系合金層と鋼素地の間にはFe−Al系合金層が存在し、溶接ビード止端部からの距離が2.0mm以内の鋼板表層部において、Zn−Al−Mg系合金層は平均Al濃度:0.2〜22.0質量%、平均Mg濃度:1.0〜10.0質量%、且つFe−Al系合金層は平均Fe濃度:70.0質量%以下である自動車シャシ部材。
(もっと読む)
耐食性に優れる自動車シャシ部材およびその製造法
【課題】アーク溶接部の耐食性に優れた高強度の自動車シャシ部材を提供する。
【解決手段】板厚1.0〜3.0mmの溶融Zn−Al系合金めっき鋼板部材同士のアーク溶接接合部を持ち、溶接前にめっき層を有していた鋼板表面は溶接ビード止端部まで連続的にZn−Al系合金層で覆われており、そのZn−Al系合金層と鋼素地の間にはFe−Al系合金層が存在し、溶接ビード止端部からの距離が2.0mm以内の鋼板表層部において、Zn−Al系合金層は平均Al濃度:0.2〜22.0質量%、且つFe−Al系合金層は平均Fe濃度:70.0質量%以下である自動車シャシ部材。
(もっと読む)
MAG溶接法
【課題】裏当て材を用いなくても溶接金属を開先から溶け落ちさせることなく鋼管の端部同士を接続することができるMAG溶接法を提供する
【解決手段】鋼管1の端部11同士を向き合わせ、向き合った端部11間に形成される開先12のルートフェイスを0〜1.5mm、ルートギャップを1〜4mmとし、溶接層の初層における溶接入熱を、鋼管1の管軸から鉛直上方に伸びる直線から、溶接が行われている箇所と管軸とを結ぶ直線までの時計回り方向の角度が0°以上60°未満のときには3〜17kJ/cmとし、60°以上120°未満のときには2〜12kJ/cmとし、120°以上180°未満のときには2〜10kJ/cmとし、180°以上240°未満のときには2〜11kJ/cmとし、240°以上300°未満のときには3〜16kJ/cmとし、300°以上360°未満のときには3〜18kJ/cmとする。
(もっと読む)
溶接方法および溶接装置
二つのエッジ部分(54a,54b)間に溶接シーム(52)を形成する溶接装置及び溶接法であり、前記エッジ部分(54a,54b)は、根本部分(58)及び傾斜部分(60)を有するY接合部を形成し、前記根本部分(58)は、ハイブリッドレーザー・アーク溶接ヘッド(2)によってプラズマ及び溶融金属の単一の相互作用域(24)にレーザービーム(10)及びアーク(22)をあてることを含むハイブリッドレーザー・アーク溶接法で溶接される。ハイブリッドレーザー・アーク溶接ヘッド(2)及びサブマージアーク溶接ヘッド(4)は、Y接合部を溶接するために、共通のキャリア機構(46,50)に配置される。 (もっと読む)
溶接部靱性に優れた高強度厚肉溶接ベンド鋼管用の素管およびその製造方法
【課題】溶接まま、高周波加熱焼き入れまま、高周波加熱焼き入れ−焼き戻しおよび焼き戻しの各熱処理を受ける溶接金属の全ての部分について、優れた低温靱性を有する高強度厚肉溶接ベンド鋼管用の素管を提供する。
【解決手段】溶接金属の成分中、特にTi,V, Al,O,N,BおよびNi量について以下の成分組成範囲および(1), (2)式の関係を満足させる。
Ti:30〜400 ppm、V:20〜500 ppm、Al:20〜500 ppm、O:500 ppm以下、N:80 ppm以下、B:3〜60 ppmおよびNi:3.0 mass%以下。
〔N〕−0.087〔Ti〕−0.03〔V〕−9≦0 --- (1)
0.17 ≦〔B〕/G≦ 2.5 --- (2)
ただし、G=0.15〔O〕− 0.113〔Al〕−0.0345〔Ti〕+1
(もっと読む)
ガスシールドアーク溶接方法
【課題】大入熱、高パス間温度の溶接施工条件によって溶接能率を向上し、溶接作業性が良好で高品質な溶接部が得られるガスシールドアーク溶接方法を提供する。
【解決手段】フラックス入りワイヤを使用するガスシールドアーク溶接方法において、ワイヤ全質量に対する質量%で、C:0.03〜0.10%、Si:0.4〜1.0%、Mn:1.7〜2.8%、Mo:0.1〜0.3%、Mg:0.35〜0.65%、Ti酸化物のTiO2換算値:4.8〜6.5%、Si酸化物のSiO2換算値:0.3〜0.8%、Zr酸化物のZrO2換算値:0.2〜0.5%、AlのAl2O3換算値およびAl2O3の合計:0.4〜1.2%、Na2O換算値およびK2O換算値の合計:0.06〜0.20%を含有するフラックス入りワイヤを用いて、溶接入熱量20〜40kJ/cm、パス間温度200〜350℃で炭酸ガスシールドアーク溶接する。
(もっと読む)
キャパシタディスチャージスタッド溶接方法
【課題】母材およびスタッドボルトのうちのいずれか一方にアルミニウムまたはアルミニウム合金を用い、他方に銅または銅合金を用いて溶接するときに、得られる溶接部の接合不良のないキャパシタディスチャージスタッド溶接方法を提供する。
【解決手段】母材およびスタッドボルトのうちのいずれか一方にアルミニウムまたはアルミニウム合金を用い、他方に銅または銅合金を用いて、投入エネルギー40J〜400Jの条件でキャパシタディスチャージスタッド溶接する。直流逆極性溶接であり、溶接に先立ち、スタッドボルトを酸洗いする。
(もっと読む)
溶接材料および溶接継手
【課題】高効率に高強度で、低温靭性に優れた溶接継手を得ることができる溶接材料の提供。
【解決手段】極低温の環境での大入熱溶接に用いられる溶接材料であって、質量%で、C:0.01〜0.10%、P:0.05%以下、S:0.008%以下、Cu:0.5〜5.5%、Mo:5.0〜25.0%、Nb:0.005〜1.0%、Al:1.2〜3.0%、W:1.0〜6.0%およびN:0.0015〜0.008%を含有し、残部Niおよび不純物からなり、下記(1)式および(2)式を満足することを特徴とする溶接材料。
108.5+621.9C+85.64Nb+136.7Al≧400・・・・(1)
234.6−671.9C−3.020Nb−35Al≧100・・・・(2)
但し、上記式中の各元素記号は、それぞれの含有量(質量%)を意味する。
(もっと読む)
厚鋼板の溶接方法
【課題】板厚30mm以上のUOE鋼管、スパイラル鋼管などの大径鋼管の造管溶接に用いて好適な厚鋼板の溶接方法を提供する。
【解決手段】板厚30mm以上の鋼材を両面から溶接する際、少なくとも一方の面の溶接は、多電極サブマージアーク溶接の第1電極の溶接方向前方にガスシールドアーク溶接の電極を、必要に応じて多電極溶接として、配置してハイブリッド溶接とし、前記ハイブリッド溶接において前記多電極サブマージアーク溶接は、(1)式を満足する入熱として溶接し、好ましくはガスシールドアーク溶接は(2)式を満足する入熱で溶接する。ガスシールドアーク溶接が多電極溶接の場合、第1電極に適用するワイヤ径が1.4mm以上で、電流密度が500A/mm2以上とする。0.18t−3≦QS≦0.35t−5.5(1)ここで、t:鋼材の板厚(mm)、QS:多電極サブマージアーク溶接の溶接入熱(kJ/mm)、QG≦0.17t−1.5(2)ここで、t:鋼材の板厚(mm)、QG:ガスシールドアーク溶接の溶接入熱(kJ/mm)
(もっと読む)
高強度薄鋼板の溶接方法
【課題】引張強さ980MPa以上かつ板厚6.0mm以下の高強度薄鋼板を溶接するにあたって、溶接部の低温割れを抑制する溶接方法を提供する。
【解決手段】引張強さ980MPa以上かつ板厚6.0mm以下の高強度薄鋼板の溶接方法において、溶込み深さを板厚の20%以上とし、溶接金属のビッカース硬さを270以下とする。
(もっと読む)
CrMoV鋼のサブマージアーク溶接用のフラックスおよびワイヤ
本発明は凝集溶接フラックスであって、フラックスの重量%で表された0.1〜0.6%の炭素(C)、0.3〜3%のマンガン(Mn)、0.006%未満の硫黄(S)、0.015%未満の鉛(Pb)、0.025%未満のリン(P)、0.1〜0.8%のチタン(Ti)および0.02%未満のアンチモン(Sb)を(%S)+(%Sb)+(%P)+(%Pb)<0.040%で有し、ここで(%S)、(%Sb)、(%P)および(%Pb)は前記フラックス中の元素S、Sb、PおよびPdのそれぞれの重量の量(フラックスの重量%で表される)であるフラックスに関する。本発明はこのフラックスと共に使用できる溶接ワイヤと、このフラックスおよびワイヤを使用するCrMoV鋼のサブマージアーク溶接方法であって溶接後応力除去処理中の再加熱におけるこれにより得られる溶接部の割れのリスクを減らすまたは最小にするための方法とにも関する。 (もっと読む)
鋼板のガスシールドアークブレージング方法
【課題】鋼板の消耗電極式アークブレージングにおいて、特殊な複合ワイヤを用いることなく、ビードのぬれ性を改善するとともに、スパッタの発生を低減しビード幅の揃った平坦なビードを得ることを目的とする。
【解決手段】銅を主成分としケイ素とマンガンを含有する銅合金ワイヤを用い、ワイヤの前進後退動作による短絡溶滴移行を周期的に行い、シールドガスとして酸素ガス1.5〜7体積%を含み残部がアルゴンガスからなる混合ガスを使用する。短絡溶滴移行の1秒間の短絡回数を55〜85回に設定することが好ましく、銅合金ワイヤのワイヤ断面が中実で断面同質のソリッドワイヤを用いることが好ましい。
(もっと読む)
鋼板のガスシールドアークブレージング方法
【課題】鋼板のアークブレージング方法において、アークの不安定現象に起因するスパッタの発生やアークの過度な集中によるビード不整の発生、ビード表面の酸化によるビードの変色並びにシワの発生を防止すると共に、ギャップや狙いズレ発生による溶け落ちや溶け分れを防止することを目的とする。
【解決手段】シールドガスとして、酸素ガスが0.03〜0.3体積%、残部がアルゴンからなる混合ガスを使用し、3回以上のパルス溶滴移行と1回の短絡溶滴移行を1周期として周期的に繰り返し、ピーク電流からベース電流までのパルス立ち下がり時間を3.1〜8.4msとしてアークブレージングする。
(もっと読む)
複合溶接方法と複合溶接装置
【課題】 レーザと第1ワイヤによるアーク溶接で形成した溶融池に第2ワイヤを供給する溶接において、レーザ出力と前記第1ワイヤの送給速度と前記第2ワイヤの送給速度との何れも溶接速度に比例して調整する複合溶接方法と複合溶接装置に関する。
【解決手段】 演算手段20は、前記レーザ発生手段9のレーザ出力と前記アーク発生手段13から制御される前記第1ワイヤ3の送給速度と前記第2ワイヤ7の送給速度の何れも前記溶接速度に比例するよう演算処理を行うことによって良好な溶接を行うと共に、溶接パラメータの設定を容易にすることができる。
(もっと読む)
41 - 60 / 95
[ Back to top ]